WFL M20: Neuer Benchmark in der Komplettbearbeitung
Neu, modern, geradlinig und funktionell Die M20 Millturn ist die neueste Erweiterung des Produktportfolios bei WFL und spricht Kundenbereiche an, die ein kompaktes, leistungsstarkes Dreh-Bohr-Fräszentrum im Fokus haben. Besonderheiten liegen in der hohen Stabilität der Maschine sowie im durchgängigen Motor-Spindelkonzept für anspruchsvolle Bearbeitungstechnologien.

M20 Millturn – ein in Design und Technik völlig neu konzipiertes Dreh-Bohr-Fräszentrum von WFL.
Das jahrzehntelange Know-how in der Komplettbearbeitung manifestiert sich aktuell bei WFL in Form einer in Design und Technik völlig neu konzipierten Maschine. „Smart Machining“ bestimmt die technologischen Neuerungen bei WFL, welche dank vielfältigster Bearbeitungstechnologien einen Gewinn an Performance bringen. Das Anwendungsspektrum der M20 ist sehr groß. Anspruchsvolle und komplexe Bearbeitungsaufgaben aus der Luftfahrt-, Auto-, Engineering- und Kunststoffindustrie werden mit der neuen Millturn abgedeckt. Besonders erwähnenswert ist das neuartige Design der Maschine. Die M20 Millturn erscheint wie aus einem Guss, modern, geradlinig und funktional. Die vollflächige Front aus gehärtetem Glas verfügt über eine integrierte Anzeige der Performance-Daten sowie ein Schiebefenster zum Werkzeugmagazin. Die klare Erscheinung der Maschine wird zusätzlich durch die neue Farbgebung unterstützt. Beste Ergonomie, eine komfortable und benutzerfreundliche Bedienung runden das einzigartige Design ab.
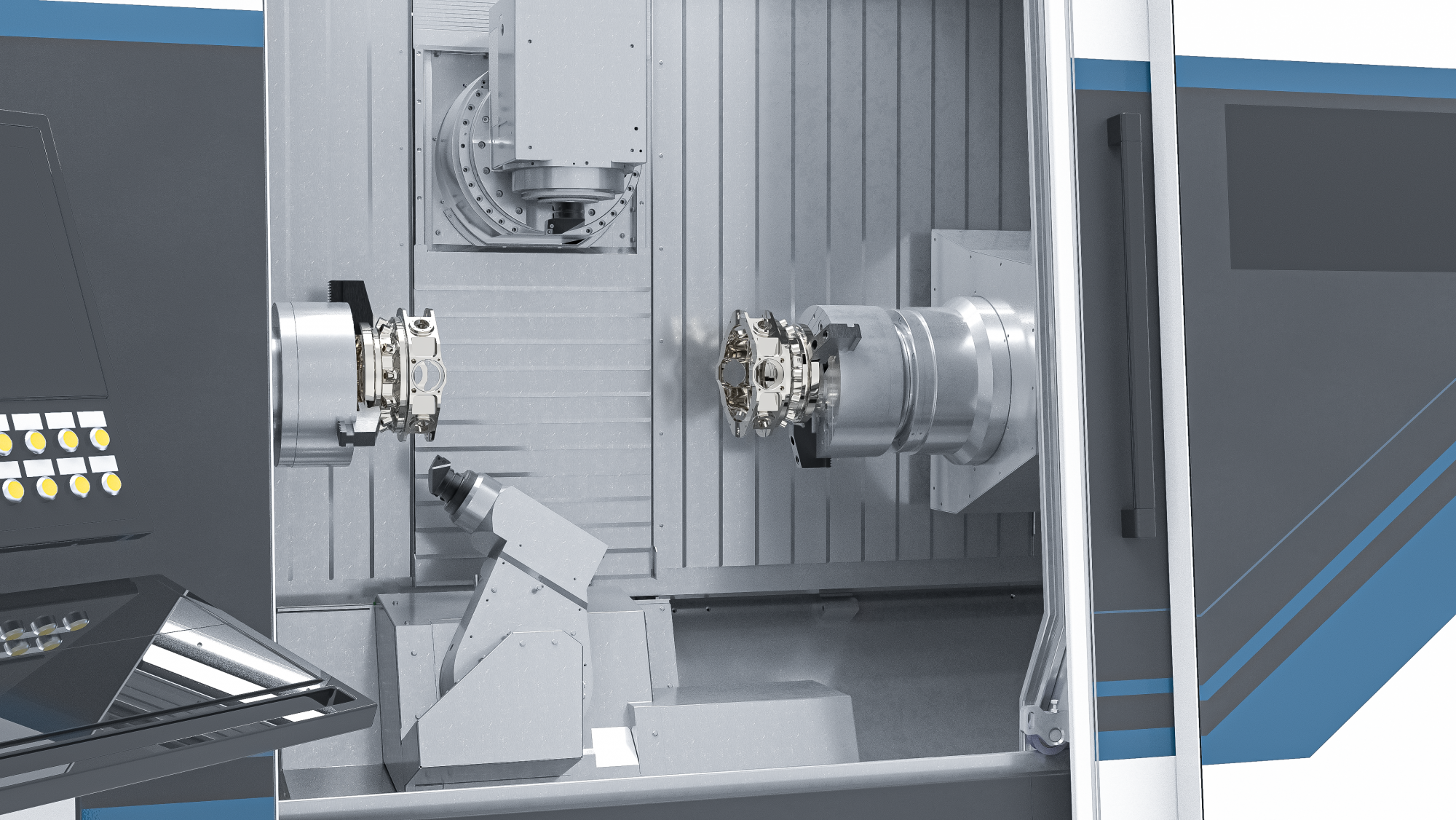
Technologisches Highlight: Zwei B-Achsen-Systeme in einer Maschine für simultanes B-Achsen-Drehen.
Überzeugende Leistungsdaten
Bei der Auslegung der M20 Millturn war das Ziel, eine kompakte und steife, auf Langzeitgenauigkeit konzipierte Maschine zu bauen. Mit einer Länge von 5.500 mm, einer Tiefe von 3.190 mm und einer Höhe von 2.500 mm ist die M20 bestens für die Bearbeitung verschiedenster Werkstücke geeignet. Die neue M20 kommt mit 250 bzw. 315 mm Futterdurchmesser, einem X-Achsen-Verfahrweg von 575 mm (+ 475; – 100) und Y-Achsen-Verfahrweg von 260 mm (± 130) sowie einem Z-Achsen-Verfahrweg von 1.250 mm. Die Maschine eignet sich zur Bearbeitung von Werkstücken bis Ø 500 mm und ist mit einer kraftvollen 44 kW (32) Hauptspindel bei 40 % (100 %) ED mit 4.000 min-1 ausgestattet. Die M20 ist mit einer B-Achse und einem Schwenkbereich von ± 120° für uneingeschränkte Konturbearbeitung sowie mit der neuen 20.000 min-1 Frässpindel ausgerüstet. Für den Einsatz hochtouriger Werkzeuge stehen damit universelle Anwendungsmöglichkeiten zur Verfügung. Das Motorspindelsystem ist als kompakte Cartridge-Baugruppe mit Gehäuseflansch-Schnittstelle ausgeführt.
Das Maschinengestell besteht aus Sphäroguss, welches eine sehr hohe Festigkeit aufweist als auch ein sehr gutes Dämpfungsverhalten gewährleistet. Dank des Maschinenaufbaus mit vibrationsabsorbierenden und steifigkeitsoptimierten Gusskomponenten, erfolgt die Zerspanung auch bei schweren Schnitten vibrationsfrei. Große Führungsleisten- und Wagenabstände an den Schlittenführungen generieren ebenfalls hohe Systemsteifigkeit. Die Konfiguration der Maschine lässt umfassende Möglichkeiten zu, vom reinen Dreh-Bohr-Fräszentrum mit Lünette und Reitstock bzw. als Gegenspindelmaschine mit Revolver oder einem Einzelwerkzeugträger unten sowie optional integriertem Werkstückhandlingsystem.

Werkzeuge können aus dem Magazin automatisch in das obere und untere Werkzeugsystem eingewechselt werden.
Werkzeugverwaltung und Automatisierung
Das Werkzeugmagazin kann max. 40 bzw. optional 80 Tools mit HSK-63- oder PSC63-(Capto C6)Aufnahme speichern. Das maximale Werkzeuggewicht liegt bei 10 kg, der maximale Werkzeugdurchmesser bei 90 mm (benachbart) bzw. 130 mm (unbenachbart). Obendrein ist der untere Kreuzschlitten mit Werkzeugrevolver mit 12 bis 24 Werkzeugen bestückbar. Bei Bedarf lässt sich die Maschine mit einem Stangenlader ausstatten. Ein Highlight stellt der automatische Werkzeugwechsel in den unteren Einzelwerkzeugträger mit B-Achse dar. Hauptzeitparalleles Rüsten der Werkzeuge sowie automatisches Zugreifen auf den Vorrat im Magazin ist damit möglich. Gespeicherte Werkzeuge lassen sich somit am oberen und unteren Werkzeugträger einsetzen. Die interne Kühlschmierstoffversorgung der Werkzeugträger erfolgt mit max. 80 bar.
Je nach Kundenanforderung werden zur automatischen Werkstückbeladung und -entladung unterschiedliche Automatisierungsvarianten eingesetzt. Eine völlig neue Variante der Automatisierung betrifft ein integriertes Werkstückhandling- bzw. ladesystem, welches an der rechten Maschinenseite ergänzt werden kann. Der Hauptführungsholm des Handlingsystems ragt von rechts in den Arbeitsraum. Der Greiferschlitten fährt auf dem Führungskolben und kann Werkstücke auf diese Weise be- und entladen. Die Werkstücke werden auf einem Bandspeicher abgelegt.
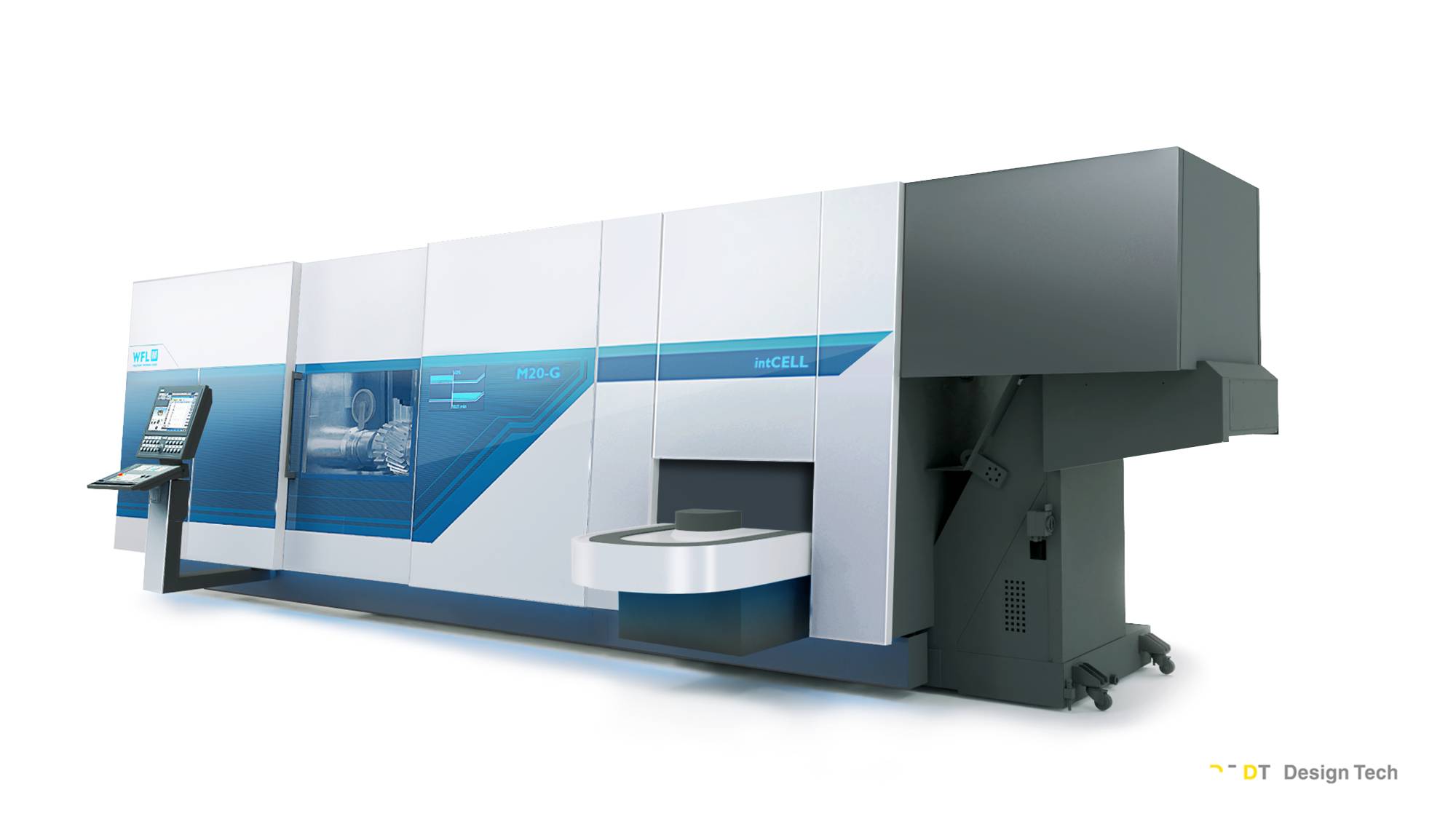
Integrierte Fertigungszelle für automatische Be- und Entladung: intCELL.
Variantenvielfalt für alle
Hohe Dynamik wird aufgrund des durchgängigen Motorspindelkonzepts der Maschine Realität. Neue Möglichkeiten der Komplettbearbeitung eröffnen sich zudem durch den X-Verfahrweg mit -100 mm unter der Hauptspindeldrehachse. Ein Bohrbild mit Lochkreis bis zu einem Durchmesser von 200 mm kann durch Abfahren der XY-Koordinaten ohne Bewegen des Werkstücks gebohrt werden. Zusätzlich bieten die beiden B-Achsen-Systeme in der Maschine ungeahnte Möglichkeiten für die Bearbeitung von dünnwandigen, trichterförmigen Turbinenteilen. Hierfür ist das simultane B-Achsen-Drehen äußerst vorteilhaft. Die interpolierende NC-getriebene B-Achse eignet sich darüber hinaus auch für das Drehen mit schwenkender B-Achse. Durch das kontinuierliche Anpassen des Einstellwinkels unter Schnitt kann eine komplexe Kontur, die normalerweise mehrere Werkzeuge erfordert, in einem Schnitt gefertigt werden, wie etwa Turbinenräder oder Kolbenoberteile für große Dieselmotoren. Der Vorteil liegt in der Einsparung von Drehwerkzeugen und in einem völlig stufenfreien Bearbeitungsergebnis.
Neues Bedienpult in modernem Design
In puncto Steuerung setzt WFL auf Siemens-Technik und verbaut eine 840D sl. Die Steuerungsoberfläche wird auf einem Touchscreen visualisiert. Die Leistungsfähigkeit von Bearbeitungszentren wird unter anderem durch das Potenzial der Steuerung bestimmt. Die Industrial Flat Panels IPC 477E eignen sich hervorragend als Screens mit schnellen Reaktionszeiten für verzögerungsfreie Bildaktualisierung. Die innovative Multitouch-Variante mit Widescreen Front von 24 Zoll im Format 16:9 sowie Full HD wird an der M20 Millturn verbaut.
Eine weitere Besonderheit ist die Teilbarkeit des Bildschirms und die Anzeige von verschiedenen Programmen auf mehreren Sub-Sites. So können Funktionen wie die Prozessüberwachung WFL iControl, Grafiken, Programme, Statistiken und Echtzeitdaten parallel angezeigt werden. Effektiveres Arbeiten wird dadurch Realität. Die Anzeige der Programme CrashGuard, CrashGuard Studio und MillturnPRO in der „Headerleiste“ wird auf übersichtliche Art und Weise möglich. In einem darunterliegenden Fenster erhält man Informationen zu den Achslasten, Werkzeugen, den CrashGuard Viewer, Achsbewegungen in Echtzeit u. v. m. Der Bediener erhält somit eine Vielzahl an Möglichkeiten, um seinen Fertigungsprozess zu überwachen.
Teilen: · · Zur Merkliste