anwenderreportage
Schunk MAGNOS: Optimierte Rüstzeiten durch Magnetspanntechnik
Tetris XXL auf einer Portalmaschine: Mit einem hochflexiblen Spannkonzept optimiert der Kärntner Maschinenbauspezialist Kostwein an seinem Standort Varaždin in Kroatien die Aufspannung großformatiger Schweißrahmen. Wofür bislang jede Menge Erfahrung, Geduld und Fingerspitzengefühl erforderlich waren, verschlankt die Magnetspannlösung von Schunk den Rüstprozess und gewährleistet auf Anhieb eine deformationsarme Spannung.

Mithilfe der Schunk-Magnetspannlösung bearbeitet Kostwein auf einer Correa FOX M Portalfräsmaschine großformatige Schweißkonstruktionen bis 12.000 mm.
Shortcut
Aufgabenstellung: Aufspannung großformatiger Schweißrahmen.
Lösung: Magnetspannlösung MAGNOS von Schunk.
Nutzen: Enorme Einsparungen bei den Rüstzeiten, deformationsarme Aufspannung, einfache Handhabung und Reinigung.
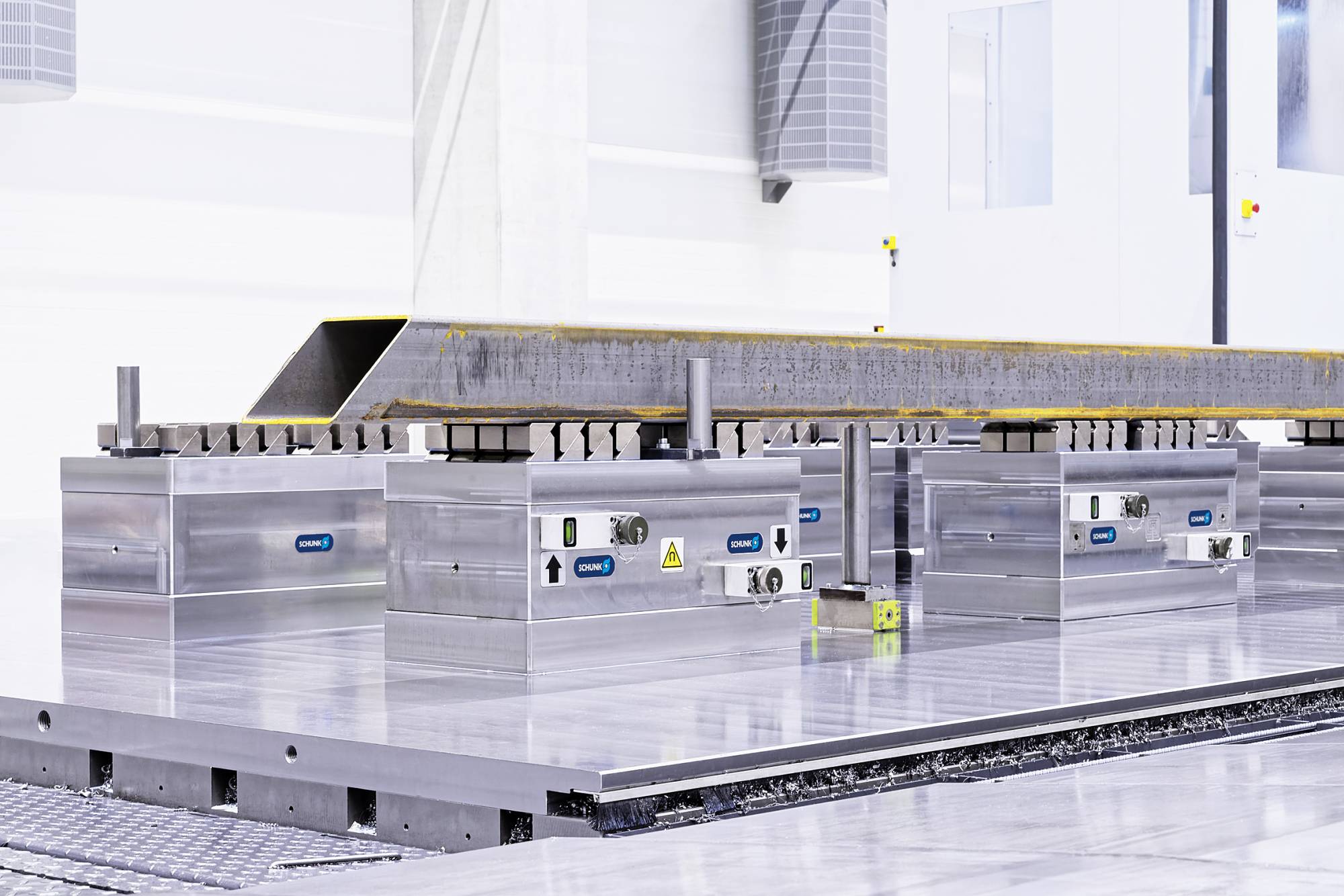
Wenn Maschinenbediener Daniel Varga die Schunk MAGNOS Spannwürfel und -quader mit bloßer Hand auf dem blanken Maschinentisch verschiebt, erinnert das an Tetris im XXL-Format. Was spielerisch wirkt, hat für die betriebliche Praxis elementare Vorteile: Wo bislang Messuhren, Spannpratzen, Pendelauflagen, Unterlegklötzchen und -bleche zum Einsatz kamen, werden heute einfach die Spannblöcke positioniert, nach unten magnetisch auf den Maschinentisch gespannt und oben die Schweißkonstruktionen aufgelegt. Ein Knopfdruck genügt, schon passen sich die beweglichen Polverlängerungen an die mehrere Meter langen Bauteile an und spannen diese verzugsarm, ohne die Zugänglichkeit einzuschränken. Auf 60 bis 70 % taxiert Werkleiter Josef Malle die Einsparungen bei den Rüstzeiten.

Der Maschinentisch wurde komplett mit einer Stahlplatte abgedeckt und überfräst. Auf dieser spiegelblanken Oberfläche lassen sich die Magnos Spannmodule ganz einfach positionieren. Der ideale Abstand der Spannblöcke wurde in Versuchsreihen erprobt.

Josef Malle
Werkleiter Kostwein Proizvodnja Strojeva d.o.o. in Varaždin/Kroatien
„Die größten Vorteile erzielen wir mit der Magnetspannlösung beim deformationsfreien Spannen sowie beim Auf- und Abrüsten. Bei den Rüstzeiten sparen wir 60 bis 70 %.
“
Toleranzen von wenigen Hundertstel
In der Regel bewegt sich die Länge der Schweißrahmen, die Kostwein bearbeitet, in einem Bereich von 2.000 bis 7.500 mm, die Breite liegt bei bis zu 2.500 mm. Maximal sind Teilelängen bis 12.000 mm möglich. Abhängig von der Größe liegen die herstellungsbedingten Abweichungen bei bis zu 7,0 mm auf die Gesamtlänge. „Die beweglichen Polverlängerungen der Magnetmodule gleichen diese Unebenheiten automatisch aus, so dass wir bei den Schweißrahmen zuverlässig Toleranzen von wenigen Hundertstel einhalten“, konkretisiert der Werkleiter. „Die Bediener müssen nichts mehr unterlegen und die Spannblöcke lassen sich ganz leicht manuell an jede beliebige Position des Maschinentischs verschieben, so dass eine größtmögliche Flexibilität gewährleistet ist.“ Auf diese Weise können unterschiedlichste Bauteile zügig gespannt und präzise bearbeitet werden.

Sobald die untere Magnetplatte deaktiviert ist, kann Bediener Daniel Varga den Spannblock mühelos per Hand verschieben.

Die Spannquader werden jeweils anhand eines individuellen Aufspannplans auf dem Maschinentisch positioniert. Nach unten wurde eine Polteilung von 70 mm gewählt, da stets eine vollflächige Auflage gewährleistet ist, nach oben 50 mm.
Doppelseitige Magnetspannung
„MAGNOS Quadratpolplatten von Schunk gelten bis heute als Geheimtipp für die Zerspanung ferromagnetischer Werkstücke. Zur Bearbeitung wird das Werkstück einfach aufgelegt, ausgerichtet und die Magnetspannplatte über einen kurzen Stromimpuls aktiviert“, erklärt Schunk-Fachberater Christian Schlintl den Spannvorgang. Innerhalb weniger Sekunden sorgt dann der Elektropermanentmagnet für sicheren Halt, ohne dass anschließend eine weitere Energiezufuhr erforderlich ist. „Je mehr Pole das Werkstück abdeckt, desto größer ist die magnetische Haltekraft“, so Schlintl weiter. Diesen Effekt macht sich das Team bei Kostwein gleich doppelt zunutze: Es verwendet die Magnettechnologie sowohl nach oben zur Spannung der Werkstücke als auch nach unten zur flexiblen Platzierung der Spannlösung auf dem Maschinentisch.
Anhand des Teilespektrums wurde in enger Abstimmung mit Schunk die Größe und Anzahl der Spannblöcke definiert. Hier hat sich ausgezahlt, dass der Spezialist für Greifsysteme und Spanntechnik bereits in anderen Projekten Erfahrungen mit dem Prinzip der doppelseitigen Magnetspannung gesammelt hatte. Letztlich waren zwei Formate ausreichend: Quader mit annähernd quadratischer Grundfläche (300 x 315 mm) und Quader mit rechteckiger Grundfläche (600 x 315 mm).

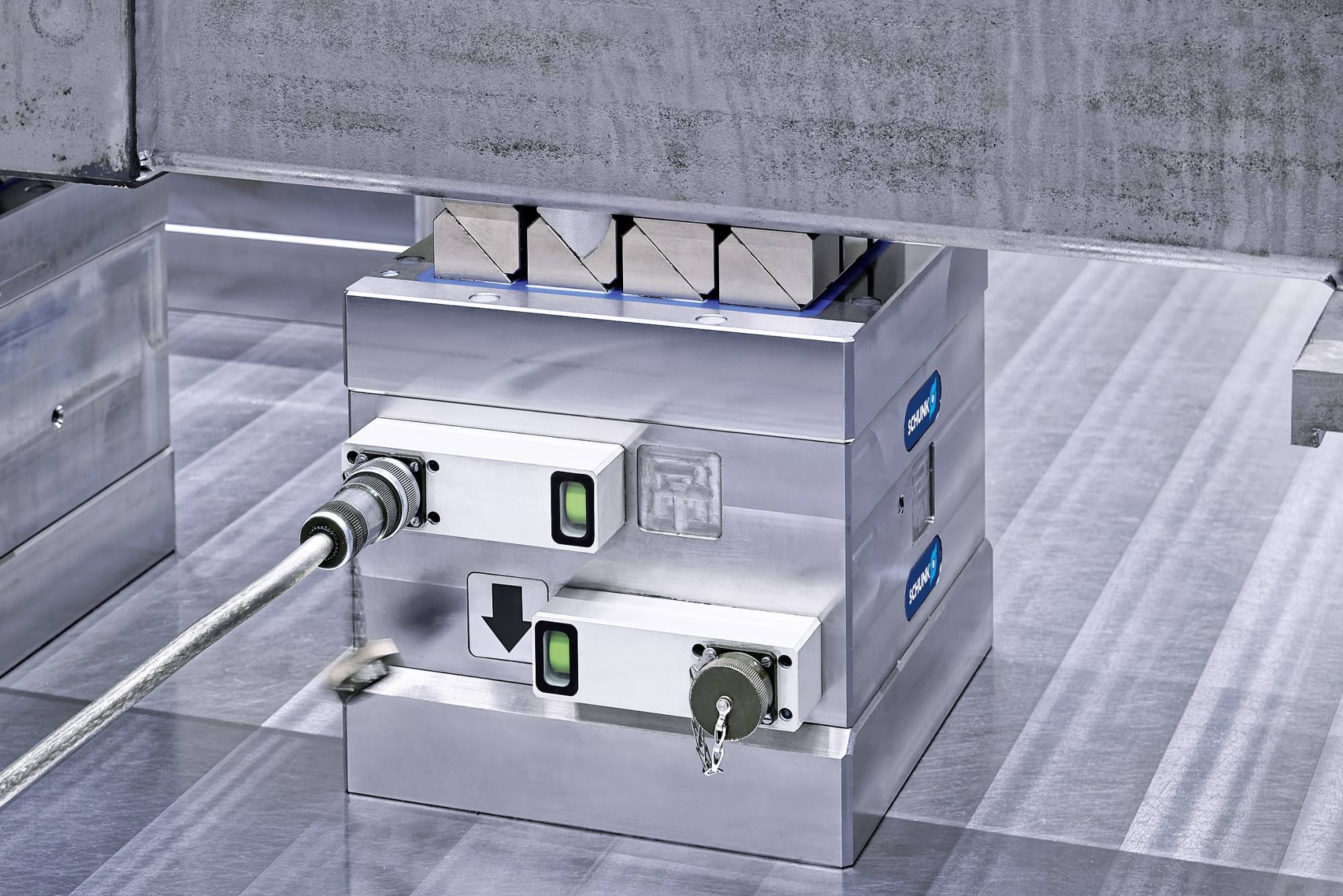
Anhand der Anzeige kann der Bediener jederzeit erkennen, ob die Magnetspannung aktiviert ist (grün) oder nicht (rot).
Rohre und komplexe Schweißrahmen lassen sich auf den Spannquadern deformationsarm spannen und präzise bearbeiten. Die Toleranzen liegen im Bereich weniger Hundertstelmillimeter.

Mithilfe der Rollblockschienen an der Unterseite lassen sich die Spannquader im deaktivierten Zustand ganz einfach platzieren. Sobald die Magnetplatte aktiviert wird, ist der Spannquader sicher auf dem Maschinentisch gespannt.
Infos zum Anwender
Die Kostwein-Gruppe ist ein familiengeführter Zulieferer des Maschinenbaus mit rund 1.100 Mitarbeitern, der sich auf die anspruchsvolle Komplettfertigung von Maschinen und Komponenten spezialisiert hat. Der Schwerpunkt liegt im Bereich der Werkzeug-, Verpackungs-, Druck- und Textilmaschinen. Der Maschinenpark an den vier Fertigungsstandorten in Österreich, Kroatien und Indien umfasst über 250 CNC-Maschinen. Inklusive Montage ist Kostwein an insgesamt neun Standorten vertreten. Ein Kompetenzschwerpunkt am Standort Varaždin, wo über 400 Mitarbeiter beschäftigt sind, liegt im Bereich hochpräziser Schweißrahmen. 2017 war der dortige Betrieb als bestes Unternehmen der Region ausgezeichnet worden.
Blanker Maschinentisch beschleunigt Reinigung
Um die Magnetspannlösung prozesssicher einsetzen zu können, wurde der Maschinentisch der Correa FOX M Portalfräsmaschine komplett mit einer Platte abgedeckt und überfräst, so dass eine plane Fläche ohne T-Nuten und Bohrungen entstand, auf der die Spannblöcke ganz einfach von Hand verschoben werden können. Federgelagerte Kugelleisten an der Unterseite heben die Spannquader automatisch um 1,5 mm an, sobald die untere Magnetspannung gelöst wird. „Früher gab es häufig Probleme mit Kühlschmiermittel und Spänen in den T-Nuten des Maschinentischs. Heute wird der Tisch einfach mit Besen und Schieber sauber gewischt. Die Lösung ist auf das Maximum optimiert“, zeigt sich Malle begeistert. Um auch weiterhin konventionell spannen zu können, steht eine Lochrasterplatte bereit, die bei Bedarf auf den Magnetquadern gespannt wird. „So lassen sich auch Edelstahlteile problemlos spannen und auf der Maschine bearbeiten“, ergänzt der Werkleiter.



Der Maschinentisch der Portalfräsmaschine misst 12.500 mm x 3.000 mm. Eine Trennwand ermöglicht eine Bearbeitung im Pendelbetrieb.
Testlauf überzeugte
Der anfänglichen Zurückhaltung auf Seiten der Mitarbeiter war man bei Kostwein aktiv begegnet: „Bislang waren die Schweißrahmen auf allen Seiten abgefangen worden, also nicht nur unten. Insofern war es nachvollziehbar, dass viele zunächst kritisch waren, ob die Spannlösung funktioniert“, erinnert sich Malle. Daher habe man vor der Investition reale Tests auf Schunk Magnetspannplatten gefahren. „Am Ende wollten die Mitarbeiter in Österreich, wo der Test stattfand, die Magnetspannplatten gar nicht mehr hergeben, so überzeugend war das Ergebnis.“ Mit der Lösung erspart sich Kostwein zudem die digitale Aufbereitung von komplexen Vorrichtungsaufbauten, um diese im Maschinensimulator sichtbar darzustellen und mögliche Kollisionen abzufangen.
Gemeinsam entwickelt und realisiert (v.l.n.r.): Bernhard Kraus, Schunk Verkaufsleiter Österreich, Josef Malle, Werkleiter, Kostwein Varaždin und Christian Schlintl, Schunk-Fachberater Österreich Region Süd/Ost.

Einfaches Handling
Mittlerweile ist das System aus dem täglichen Betrieb nicht mehr wegzudenken, zumal es sich ohne Kran handhaben lässt. Damit bei der Bearbeitung keine Schwingungen entstehen, hatte man in Versuchsreihen den optimalen Abstand zwischen den Spannblöcken ermittelt. Grundlage für das jeweilige Spannquadermuster ist jeweils ein Aufspannplan, der von der NC-Abteilung bereitgestellt wird. Da jedes Teil individuell angetastet wird, genügt es, die Spannblöcke mithilfe eines Maßbandes grob zu positionieren. „3,0 mm Versatz oder eine Koordinatendrehung spielen keine Rolle und werden automatisch von der Maschine ausgeglichen“, erläutert Malle.
Die anfängliche Überlegung, ein Raster in den Maschinentisch zu gravieren, habe man schnell fallen gelassen, nachdem klar wurde, dass die Positionierung der Module ganz einfach mithilfe eines Rollmeters möglich war. Anhand der Statusanzeige kann der Bediener jederzeit den Spannzustand der oberen und unteren Magnetspannplatte eines Spannblocks ablesen, selbst wenn die Magnetspannplatte zur Bearbeitung von der Steuerung abgekoppelt wurde. Mithilfe einer mehrstufigen Haftkraftregulierung lassen sich die Teile ausrichten und innerhalb von Sekunden über einen kurzen Stromimpuls deformationsfrei spannen. Nach der Aktivierung des Permanentmagnets ist keine weitere Energiezufuhr erforderlich, so dass das Kabel zur Ansteuerung direkt wieder entfernt werden kann.


Da der Maschinentisch frei von Nuten und Bohrungen ist, lässt er sich sehr einfach reinigen. Sind die Spannmodule positioniert, werden die Rohre und Schweißrahmen per Kran auf die MAGNOS Spannmodule aufgelegt und gespannt.
Kaum Verschleiß an den Kugelleisten
In der Praxis hat sich das Spannsystem bestens bewährt – sowohl in Bezug auf die deformationsarme Aufspannung als auch in Bezug auf den Rüstvorgang. Dass nach mehreren Monaten Einsatz im Drei-Schicht-Betrieb kein Abrieb an den Kugeln erkennbar sei, spreche nach Ansicht von Josef Malle erst recht für die Lösung. Wichtig sei, den Maschinentisch mit dem Besen oder Schieber abzuziehen, bevor die Spannblöcke bewegt werden. Falls es doch einmal zu einem Schaden an den Kugeln kommen sollte, dann lassen sich die standardisierten Rollblockschienen des durchdachten Spannsystems jederzeit tauschen.
Und Josef Malle zeigt sich abschließend hoch zufrieden: „Durch den Einsatz der MAGNOS Quadratpolplatten von Schunk konnten wir einen weiteren Vorteil bei der Positionierung von Kostwein als schnellster Zulieferer im Bereich der hochpräzisen Großteilebearbeitung generieren.“
Teilen: · · Zur Merkliste