anwenderreportage
Pama Speedram 2000: Präzisionsarbeit für Windkraftanlagen
PAMA-Fahrständer-Bohrwerk für Großgussteile: Maschinenbautechnisch steht Siempelkamp geradezu als Synonym für Zuverlässigkeit von Großanlagen. Unter den Herstellern kontinuierlich arbeitender Pressen für die Produktion von Holzwerkstoffen gilt Siempelkamp mit der ContiRoll® als Weltmarktführer. Für hohe Fertigungs- und Passgenauigkeiten hält das Unternehmen seinen Maschinenpark auf dem neuesten Stand und baut ihn nach dem jeweiligen Bedarf aus. Präzisionsarbeit leistet hier auch das PAMA Fahrständer-Bohrwerk Speedram 2000. Autor: Peter Springfeld / Freier Redakteur

Blick auf das Fahrständer-Bohrwerk Speedram 2000 bei Siempelkamp.

Robert Krämer
Geschäftsführer der Siempelkamp Maschinenfabrik.
„Dass die Zusammenarbeit mit PAMA-Monteuren bestens klappt, haben wir bereits im Aufbau- und Inbetriebnahmeprozess erfahren. Die reine Aufstellzeit betrug nur sechs Wochen.“
Bei Siempelkamp handelt es sich um ein großes mittelständisches Familienunternehmen, das seit 2003 als Weltmarktführer bei Pressen gilt. „Die weltmeisterlichen Leistungen“, teilt Robert Krämer, Geschäftsführer der im Januar 2012 gegründeten Siempelkamp Maschinenfabrik GmbH, mit „zeigen sich u. a. in einem 280 t schweren Gussstück, aus dem ein Pressenholm für eine Massivumformpresse wurde, sowie in schweren Pressen mit Presskräften bis zu 50.000 t für die Massivumformung. Dazu gesellen sich Motorblöcke mit bis zu 20 Zylindern und einem Gewicht bis zu 84 t für den Schiffsbau.“
Mit der Auslagerung des ehemaligen Fertigungsbereiches im Siempelkamp Maschinen- und Anlagenbau erhielt die Maschinenfabrik GmbH mehr Kompetenzen. Durch die neue Eigenständigkeit kann sie eine größere Flexibilität in Bezug auf eine bessere Maschinenauslastung und damit eine höhere Wertschöpfung erreichen. Dazu hat sich die Siempelkamp Maschinenfabrik GmbH auf drei Standbeine gestellt: die Fertigung für die gesamte Siempelkamp-Gruppe, für den Bereich Maschinen- und Anlagenbau sowie die klassische Lohnfertigung für Dritte.

Die X-Achse bietet einen Fahrweg von 10.000 mm.
Infos zum Anwender
Bei der Siempelkamp Gruppe handelt es sich um ein großes mittelständisches Familienunternehmen, das 1883 gegründet wurde und heute in die Bereiche Maschinen- und Anlagenbau, Gusstechnik sowie Nukleartechnik aufgeteilt ist.
www.siempelkamp.com
Zielstrebiger Ausbau der Fertigungskapazitäten
Mit dem Ausbau der Energieerzeugung aus der Windkraft kamen schon bislang regelmäßige Fertigungsaufträge aus der Gießerei, seit geraumer Zeit ist eine regelmäßige Zunahme durch die besondere Zusammenarbeit zu verzeichnen. „Insbesondere“, schildert Robert Krämer, „steigt der Bedarf an Großbauteilen für die Fünf-MW-Windenergieanlagen. Da sind beispielsweise Maschinenträger, drehbare Gondeln, Adapter für die Rotorblätter, Rotornaben und Achszapfen zu zerspanen. Unsere Kunden erhalten diese Teile wunschgemäß fertig bearbeitet und beschichtet. Deshalb haben wir nach einem geeigneten Bohrwerk gesucht, denn die gefragte Fertigungsgenauigkeit solcher Großgussteile, die bei uns 20 bis etwa 100 Tonnen wiegen, bieten nur Großbohrwerke.“
Zu dieser Zeit konnte PAMA das Konzept seiner Speedram-Fahrständer-Bohrwerke vorstellen. Nachdem die wichtigsten Eckdaten, wie Genauigkeit, Robustheit, Achslängen, Tragfähigkeit des NC-Drehtisches und die Produktivität besprochen und akzeptiert waren, fuhren Robert Krämer und andere Mitarbeiter ins italienische Rovereto, zum PAMA-Stammhaus. Sie haben sich dort die Bearbeitung entsprechend großer Werkstücke angesehen. Beim Nachmessen der bearbeiteten Flächen auf unterschiedlichen Höhen und in unterschiedlichen Tiefen bestätigte sich die hohe Genauigkeit. Die Toleranzabweichungen lagen unter einem Hundertstel Millimeter. So wurden sich die Partner rasch einig über einen schnellen Bau der in Auftrag gegebenen Maschine. Entsprechend der besonderen Dringlichkeit war die bestellte Maschine bereits nach neun Monaten für den Produktionsbeginn in Krefeld fertig und wurde pünktlich übergeben
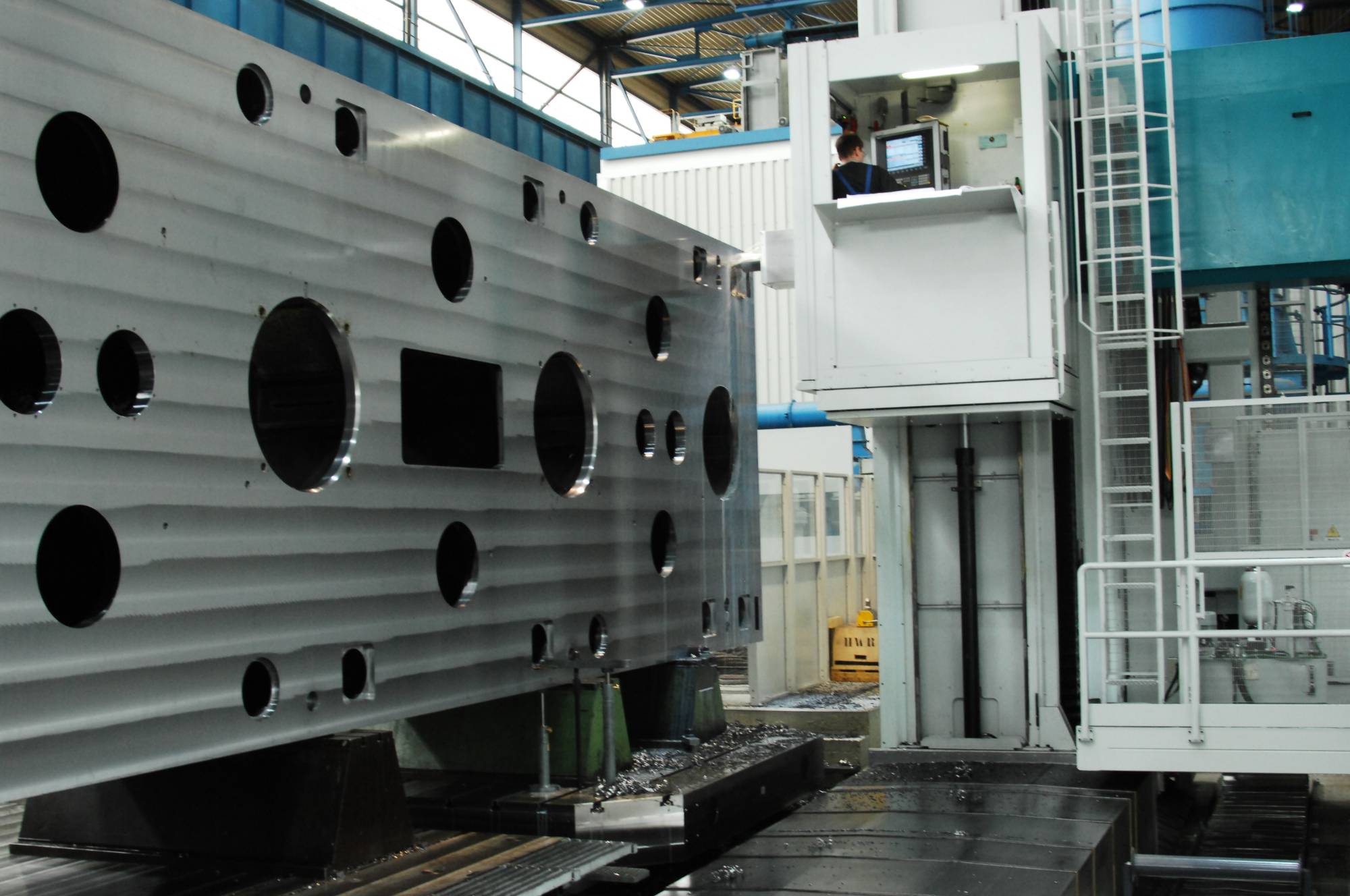
Auch die Bedienkabine bewegt sich in vertikaler Richtung, so dass der Bediener die Bearbeitung des Werkstücks, wie beispielsweise den Pressentisch, stets im Blick hat. Darüber hinaus zeigt das Bild, dass sich große Werkstücke zugleich auf dem Drehtisch und auf dem Plattenfeld aufspannen lassen.
Der Axialverfahrweg der Traghülse beträgt 1.200 mm.
Realisierung der Präzisionsarbeit
Das Teilespektrum und die zu erledigenden Bearbeitungsaufgaben geben vor, welcher Maschinentyp gebraucht wird. „Entsprechend der Teilegröße“, erläutert Willi Vogel, PAMA-Vertriebsbevollmächtigter, „haben wir ein Fahrständer-Bohrwerk Speedram 2000 mit einer Sinumerik-840D-Steuerung ausgesucht. Die Speedram-Baureihe beginnt mit dem 1000er Modell und bewegt sich in 1000er Schritten bis zur Speedram 5000. Unsere Maschinen, also auch die Speedram 2000 sind prinzipiell modular aufgebaut. In der Praxis unterscheiden sich die Maschinen durch die unterschiedlichen Konfigurationen entsprechend der jeweiligen Kundenwünsche. Dazu gehören beispielsweise wunschgemäße und realisierbare Achslängen sowie eine individuelle Ausstattung mit gewünschten Zusatzausrüstungen."
Das Fahrständer-Bohrwerk Speedram 2000 besitzt ein 6.000 x 5.000 mm großes Plattenfeld und einen verfahrbaren NC-Drehtisch „TH 100“ mit einer Tischgröße von 4.000 x 4.000 mm, sowie eine Tragkraft von 100 t.
Damit die Bohrspindel alle auf dem Drehtisch und auf dem Plattenfeld aufgespannten Werkstücke erreicht, bewegt sich der Ständer entlang der 10 m langen X-Achse. In vertikaler Richtung kann sich der Spindelkasten auf der 5 m langen Y-Achse bewegen. Dabei fährt die Bedienkabine mit, so dass der Bediener die Bearbeitung des Werkstücks, wie beispielsweise den abgebildeten Pressentisch, stets im Blick hat. Zur Bearbeitung in Z-Richtung stehen mehrere Achsen zur Verfügung: So beträgt der Axialverfahrweg der Traghülse 1.200 mm. Zusätzlich kann sich die Bohrspindel auf der W-Achse um weitere 1.000 mm nach vorn schieben. Auf der V-Achse bewegt sich der NC-Drehtisch auf 2.000 mm in der Querrichtung. Diese Achse dient sowohl zum kollisionsfreien Drehen als auch zum Zustellen des Werkstücks zur Bohrspindel. Damit steht der Spindel ein enormer Aktionsraum zur Verfügung. „Trotzdem“, betont Robert Krämer, „realisiert die Maschine bis auf den heutigen Tag – d. h. seit einem Jahr und zwei Monaten, in denen die Maschine in drei Schichten an sechs Tagen in der Woche arbeitet – eine hervorragende Wiederholgenauigkeit. Auf dem kompletten, 10 m langen X-Weg bleibt die Bearbeitungstoleranz unter der Grenze von 0,015 mm.“
„Diese hohe Genauigkeit“, betont Willi Vogel, „ist bei den Speedram-Maschinen Standard. Sie ist das Ergebnis einer effizienten Maschinenkonstruktion, die sich nachhaltig an einer zuverlässigen und präzisen Fertigung orientiert. So zeichnen sich Speedram Fahrständer-Bohrwerke durch eine präzise Zustellung auf allen Achsen aus. Unterschiedliche Maßnahmen halten die thermischen Einflüsse möglichst klein. Speedram-Maschinen sind mit hydrostatischen Führungen in allen Achsen ausgestattet. Um eine hohe Präzision des Ölfilms im hydrostatischen System zu erreichen, werden die hydrostatischen Taschen aus Bronze manuell geschabt. An allen vier Seiten wird die Traghülse im Spindelkasten hydrostatisch geführt. Konsequenterweise sind auch beim verfahrbaren NC-Drehtisch sowohl die Dreh- als auch die Verschiebeachse hydrostatisch gelagert.“
So wie die PAMA-Konstrukteure die Stick-Slip-Effekte ausschließen, so arbeiten sie auch daran, die thermischen Einflüsse bei der Bearbeitung zu minimieren. Eine Maßnahme ist die doppelwandige Ausführung des Ständers. „Sie bewirkt“, hebt Willi Vogel hervor, „nicht nur eine höhere mechanische Stabilität, sondern auch eine deutlich bessere Thermostabilität. Bei der Minimalmengenschmierung der Spindellager geht es weniger um die Reduzierung der Ölversorgung, sondern wie bei den anderen Lagern um die Sicherstellung der Ölzuführung, die neben der Schmierung auch für die Thermostabilisierung zuständig ist. Darüber hinaus arbeitet die von PAMA patentierte, automatische Echtzeit-Kompensation gegen mögliche Längenausdehnungen der Bohrspindel bzw. der Traghülse. Weiterhin bewirkt die innere Kühlschmiermittelzuführung durch das Werkzeug nicht nur ein sicheres Ausspülen der Späne, sondern auch die Kühlung des Werkstücks an der Zerspanstelle. Zusätzlich bieten die Speedram-Maschinen auch eine wirkungsvolle Zuführung von Kühlschmierstoffen über Düsen von außen an die Bearbeitungsstelle.“
Auch die automatische Kompensation des Durchhangs der Traghülse, der Schwerpunktverlagerung des Spindelkastens sowie der Neigung des Ständers beim Ausfahren der W- und Z-Achsen gehören zu den Maßnahmen, um die Präzision zu garantieren. Die Traghülsenkompensation erfolgt über zwei hydraulisch betätigte Zuganker, die über eine Sinumerik 840-D angesteuert werden. Um die Traghülse waagerecht zu halten, wird eine hydraulische Gegenkraft erzeugt. Dazu sind die Gewichte der unterschiedlichen Fräsköpfe in der Steuerung hinterlegt.

Aufgespannter Maschinenträger eines Windkraftrades auf dem verfahrbaren NC-Drehtisch „TH 100“.
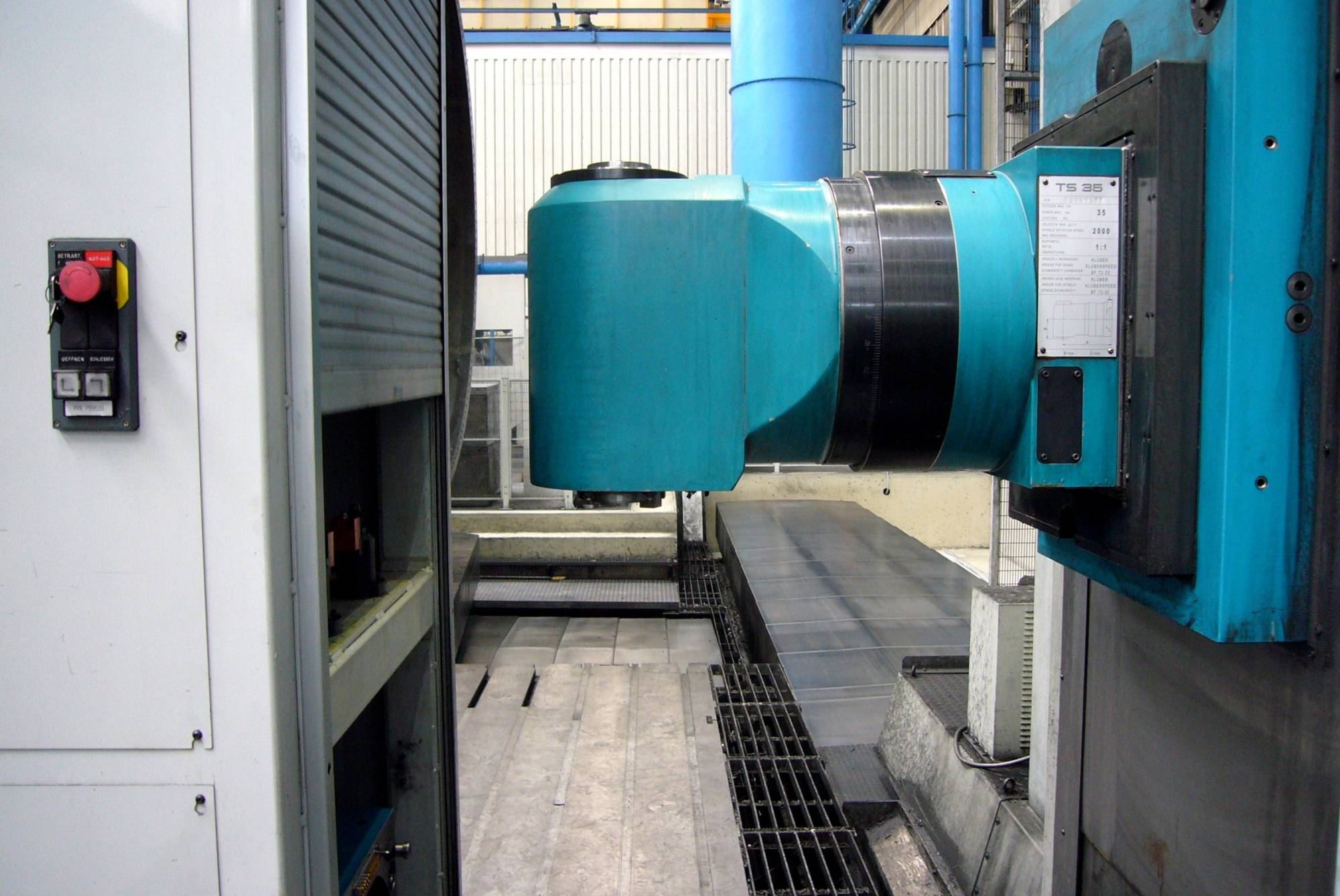
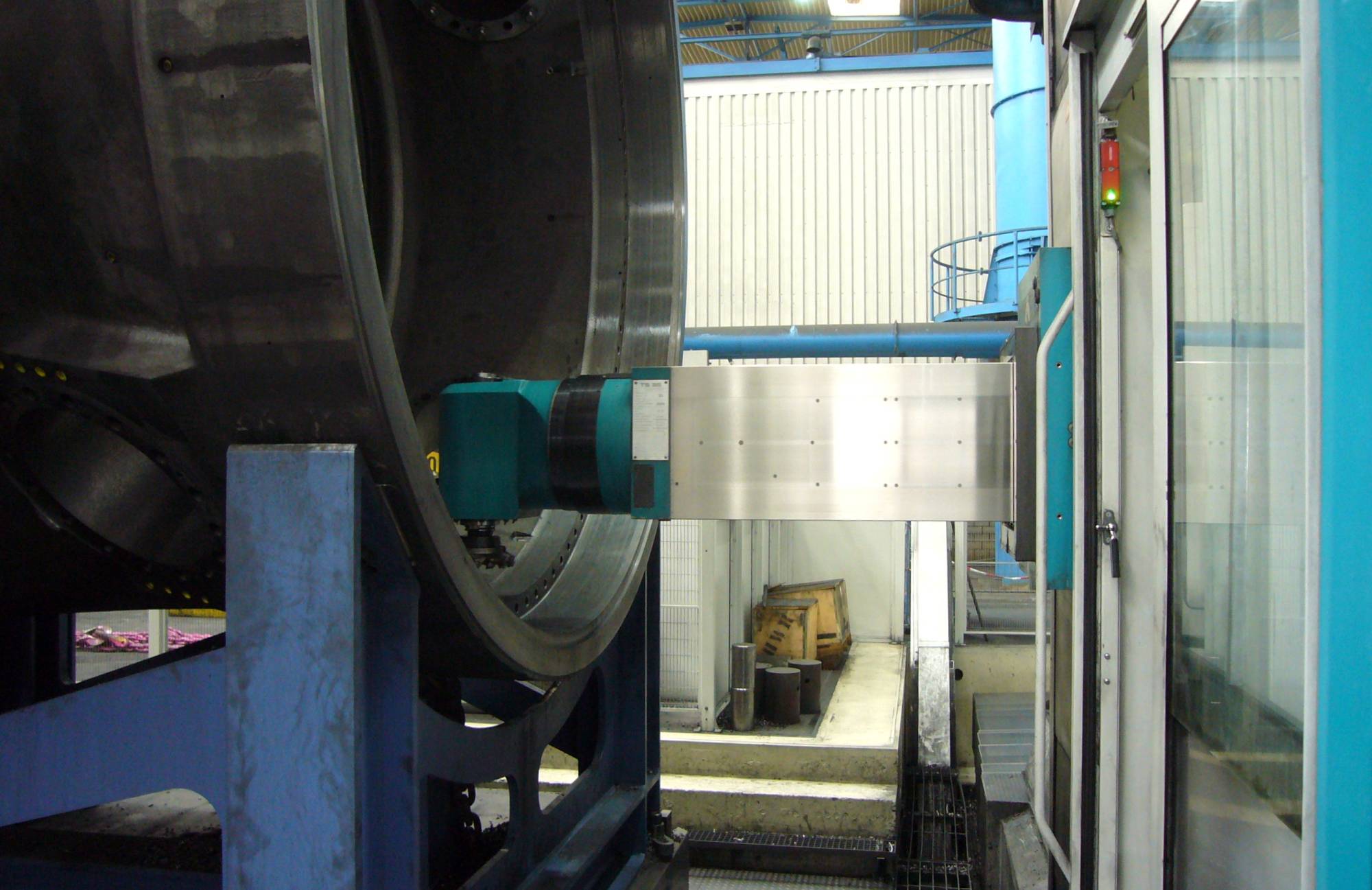
In der Pick-up-Station angedockter Winkelfräskopf TS 35.
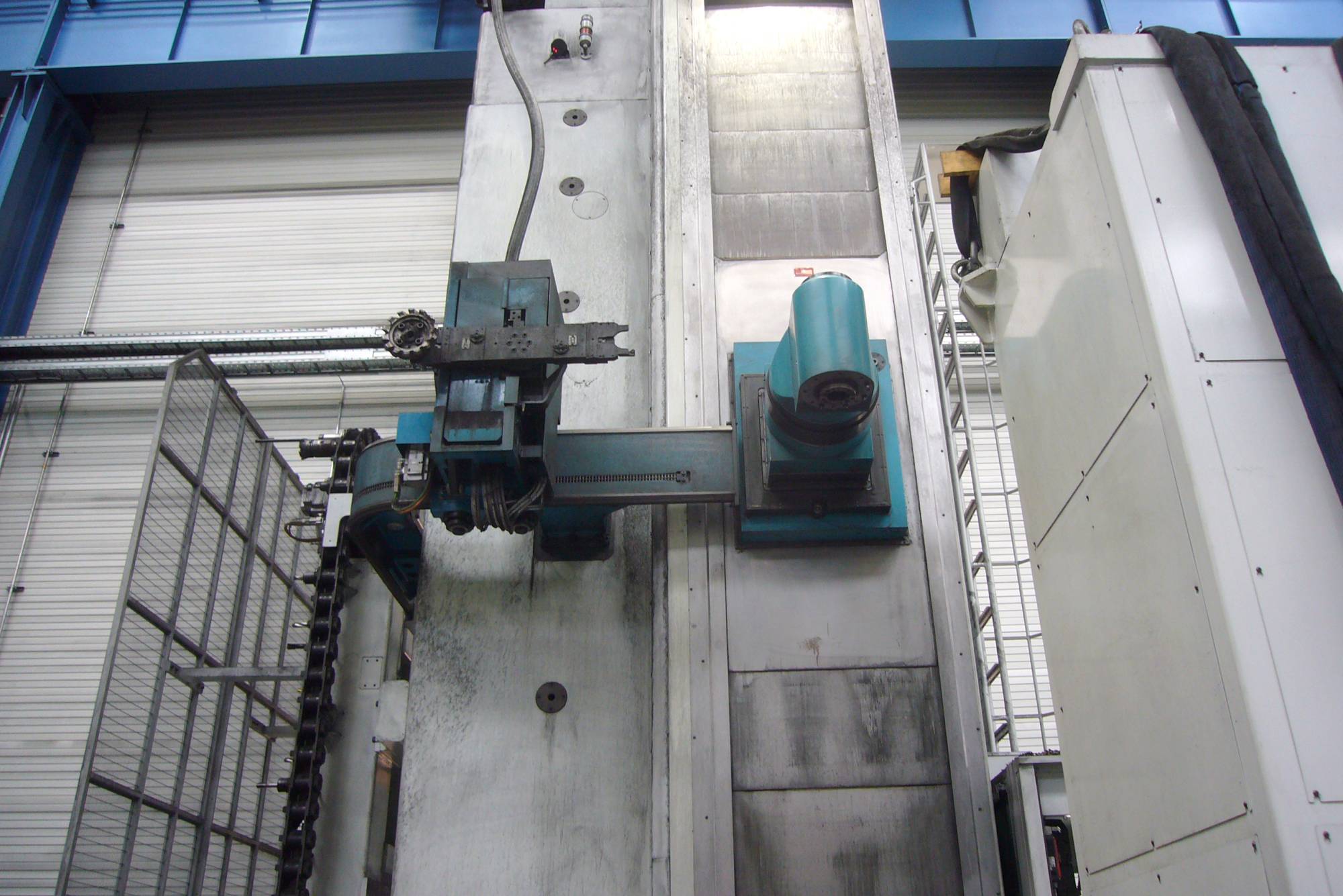
Aus dem mitfahrenden Kettenmagazin holt sich der automatische Werkzeugwechsler das benötigte Werkzeug.
Leistungsstarkes Speedram-Fahrständer-Bohrwerk
Die 160 mm große Bohrspindel bietet eine Leistung von 60 kW und entwickelt ein max. Drehmoment von 5.056 Nm. Zur hohen Produktivität tragen auch die Eilgänge der Achsvorschübe bei. Sie betragen in der X-, Z- und W-Achse 20 m/min und in der Y-Achse 15 m/min.
Auf-, Um- und Abspannprozesse auf den Dreh- und Verschiebetisch reduzieren die Produktivität der Maschine. „Um diese Zeitverluste möglichst klein zu halten“, erläutert Robert Krämer, „spannen wir in der Regel kleinere Teile zur Bearbeitung auf Spannvorrichtungen, die wir auf das Plattenfeld aufspannen. Dadurch können wir die Stillstandzeiten der Maschine während der Auf-, Um- und Abspannprozesse auf dem Dreh- und Verschiebetisch reduzieren. Entsprechend der Größe der hauptsächlich zu bearbeitenden Werkstücke dauern diese Prozesse im Idealfall etwa drei Stunden – können aber auch eine ganze Schicht in Anspruch nehmen. Der aufgespannte Maschinenträger eines Windkraftwerks für eine 5-MW-Anlage wird in drei Aufspannungen bearbeitet. In der ersten Spannlage bearbeitet die Maschine die Anschlagfläche. Dabei erfolgt die Bearbeitung in der ersten Spannlage auf dem Plattenfeld. In der zweiten Spannlage auf dem Dreh- und Verschiebetisch erledigt die Speedram 2000 die Fertigbearbeitung am gesamten Umfang. In dieser Spannlage wird u. a. die Flanschfläche bearbeitet, die in der Endmontage vor Ort den Maschinenträger mit dem Ständer verbindet. Für einige dieser Arbeiten werden die mitgelieferten Fräsköpfe gebraucht. In der dritten Aufspannung auf der Speedram wird der Maschinenträger aus der Vorrichtung gehoben, um die Rückseite bearbeiten zu können. Vorteilhafterweise sind die Gehäuse für die Windkraftanlagen recht ähnlich, so dass es uns möglich war, für unterschiedliche Gehäuse eine gemeinsame Vorrichtung zu bauen, die dann auf dem Dreh- und Verschiebetisch aufgespannt bleiben kann. In diesen Fällen schaffen wir dann tatsächlich Umspannzeiten von nur drei Stunden.“
„PAMA“, so Krämer weiter, „ist der Zeit voraus, was die Werkzeuganbindung betrifft. PAMA baut im eigenen Haus unterschiedliche Fräsköpfe an, die zum Teil nach Kundenwünschen gefertigt werden. Die Zusatzaggregate lagern geschützt in einer geschlossenen und automatisch arbeitenden Pick-up-Station. Sie bietet Platz für drei Zubehörköpfe. Da wir derzeit mit zwei unterschiedlichen Fräsköpfen arbeiten, haben wir noch einen Reserveplatz. Wir nutzen einen automatischen Winkelfräskopf TS 35 und einen automatischen Universalfräskopf TTL 2 30.“
Bis auf schwere Sonderwerkzeuge werden alle Werkzeuge aus dem Kettenmagazin über den Werkzeugwechsler automatisch eingewechselt – sowohl an der Bohrspindel als auch an den Zusatzfräsköpfen. Das Einlagern der Werkzeuge in das Kettenmagazin, das 120 Plätze bietet, erfolgt manuell. „Dazu gebe ich“, erläutert Martin Szoltysek, der die Maschine seit Januar bedient, „die Werkzeugnummer in den Rechner ein und teile ihm eine Platznummer zu. Es kann aber auch sein, dass die Fertigungsplanung für jedes Werkzeug einen Platz bereits zugewiesen hat. Dann hat diese Vorgabe Vorrang. Die Siemens-Steuerung Sinumerik 840D ermöglicht ein problemloses und sicheres Bedienen der Maschine.“
Teilen: · · Zur Merkliste