anwenderreportage
Paul Horn S100: Stechdrehsystem für alle Materialien
In Vandans im Montafon sorgt die zentrale Instandhaltungswerkstätte der Vorarlberger Illwerke AG dafür, dass die Pumpspeicherkraftwerke des Energieversorgers zuverlässig Strom liefern. Für Instandhaltung, Wartung und Reparatur sind die Experten gut gerüstet. Zum Ein- und Abstechen in verschiedensten Werkstoffen verlassen sie sich auf ein Stechdrehsystem von Horn, in Österreich vertreten von Wedco.
Universell für viele Werkstoffe einsetzbar: Das modulare Stechdrehsystem von Horn hat sich bei den Instandhaltern der Vorarlberger Illwerke bestens bewährt.
Shortcut
Aufgabenstellung: Prozesssichere Bearbeitung unterschiedlichster Werkstücke und Materialien.
Lösung: Modulares Stechdrehsystem von Horn.
Vorteil: Universeller Einsatz, prozesssichere und stabile Bearbeitung, zuverlässiges Ergebnis.
Die Kraft des fließenden Wassers hinterlässt unübersehbare Spuren. Auch im Metall der Düsennadeln, die für die Regulierung der Wasserzufuhr zu den Turbinen des Pumpspeicherkraftwerks verantwortlich sind, hat das Wasser tiefe Riefen ausgewaschen. Die Düsennadel kommt im Rahmen der regulären Überholung des Maschinensatzes des Kraftwerks, die je nach Kraftwerk regelmäßig in Abständen zwischen 15 und 20 Jahren ansteht und, abhängig von Größe und Umfang, jeweils rund ein halbes Jahr dauern kann, mit all den anderen Teilen nach Vandans.
Hier in der zentralen Instandhaltungswerkstätte des Energieversorgungsunternehmens werden die Aggregate so weit wie möglich zerlegt, genauestens überprüft und auch wieder instandgesetzt. Dabei gilt: Alles, was zerlegbar ist, wird auch auseinander genommen und genau inspiziert. Technisch sind die Instandhalter für ihre Aufgabe gut ausgerüstet, vom Drehen übers Fräsen, Schleifen, Läppen, Honen bis zum Sandstrahlen reicht die Palette der eingesetzten Technologien. In dem umfangreichen Maschinenpark zur Zerspanung findet sich neben einigen älteren, aber immer noch sehr genau arbeitenden Großmaschinen auch ein leistungsfähiges Fräs-Drehzentrum Mazak Integrex e 500H-II.
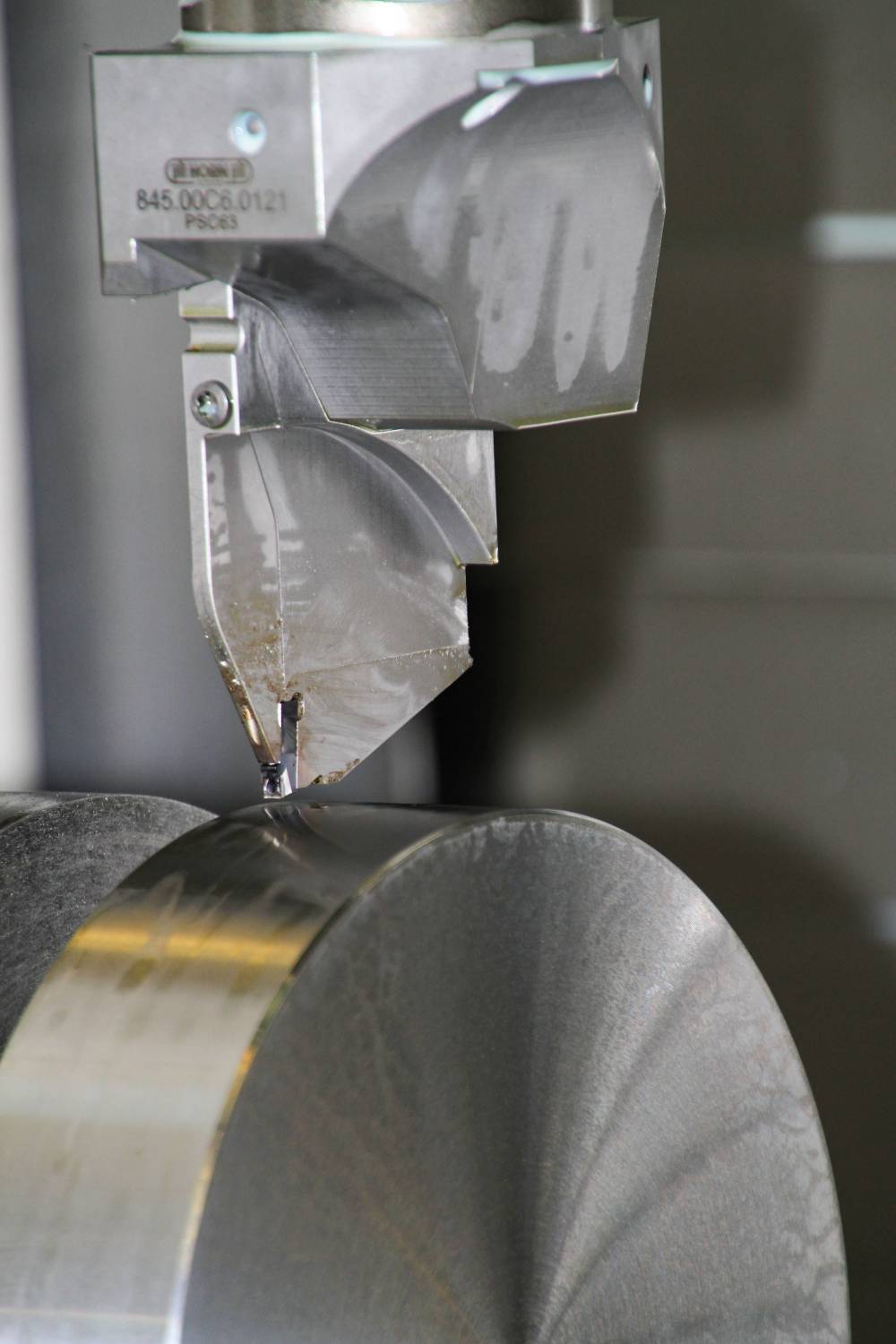
Mit der Kassette LNK100 kann in Verbindung mit dem für die Illwerke gefertigten Sondergrundhalter direkt am Futter abgestochen werden.
Modulares Stechdrehsystem
Das modulare Stechsystem von Horn für Stechkassetten besteht aus Grundhaltern für Revolver mit BMT-/MAZ-Anschluss oder VDI-Halter für Scheiben- und Sternrevolver und Grundhaltern für Dreh- und Fräszentren. Die passenden Stechhaltestücke mit integrierter Kühlmittelführung ermöglichen die Höhenverstellung der Kassetten und deren Befestigungen sowohl in Normallage als auch in Überkopflage, links sowie rechts am Stechhaltestück. Die Kassetten mit Schnittstellen 845 und 842 dienen als Aufnahme für die Stechplattensysteme S100, S101, S224 und S229 mit unterschiedlichen Geometrien und Substraten. Verfügbar sind Stechbreiten von w = 1,2 bis 6,0 mm mit Stechtiefen bis 55 mm. Die Kassetten haben eine integrierte Kühlmittelzufuhr in Ausführungen für Spannfinger- und Unterstützungskühlung.
Unterschiedlichste Werkstücke und Materialien
Für Christoph Schuchter, Maschinenschlosser und stellvertretender Leiter der Werkstatt, deckt diese Maschine einen weiten Bereich ab: „Wir bearbeiten in unserer Werkstatt auf unterschiedlichsten Maschinen Pumpenteile, Turbinenteile, Düsennadeln und vieles mehr bis 4,0 m Drehdurchmesser und 24 t Gewicht – größere Werkstücke wie etwa Kugelschieber mit teilweise mehr als 200 t vergeben wir an verlässliche Partner“, erklärt der Zerspanugstechniker. „Die Mazak Integrex ist für uns eine sehr universelle Maschine – wir fertigen und überarbeiten auf ihr höchst verschiedene Werkstücke. Die Bandbreite reicht dabei von einer Bohrung mit M10-Gewinde bis zu Werkstücken mit 350 mm Durchmesser und bis zu 3,0 m Länge.“ Und die Palette der zu zerspanenden Materialien erstreckt sich von rostfreien Stählen über weitere hochvergütete Edelstähle und einfache Baustähle bis hin zu verschiedenen Bronzelegierungen. Eine immer wieder neue Herausforderung sowohl an das Können und Wissen der Instandhaltungsspezialisten als auch an deren Maschinen und Werkzeuge.
Die Integrex verfügt über eine innere Kühlmittelzufuhr bis 70 Bar, sie bietet in ihrem Magazin bis zu 80 Werkzeugen Platz. „Wenn man jedoch so verschiedene Werkstücke und Materialien zu bearbeiten hat wie wir, dann kommt man sehr schnell zu der Erkenntnis, dass auch zunächst vielleicht üppig erscheinende 80 Werkzeugplätze nur sehr begrenzt ausreichen“, erläutert Schuchter. „Wir benötigen daher Werkzeuge, die nicht unbedingt auf höchste Performance und kürzestmögliche Bearbeitungszeiten getrimmt sein müssen – wir jagen keine Sekunden, kurze Zykluszeiten wie in der Großserienfertigung sind bei uns schließlich kein Thema. Unsere Werkzeuge müssen vielmehr sehr universell ausgerichtet sein – sowohl in Puncto Werkstoffvielfalt als auch bei den zu bearbeitenden Geometrien wollen wir mit ihnen ein möglichst weites Spektrum abdecken. Und vor allem: Die Qualität der Bearbeitung muss zuverlässig passen.“
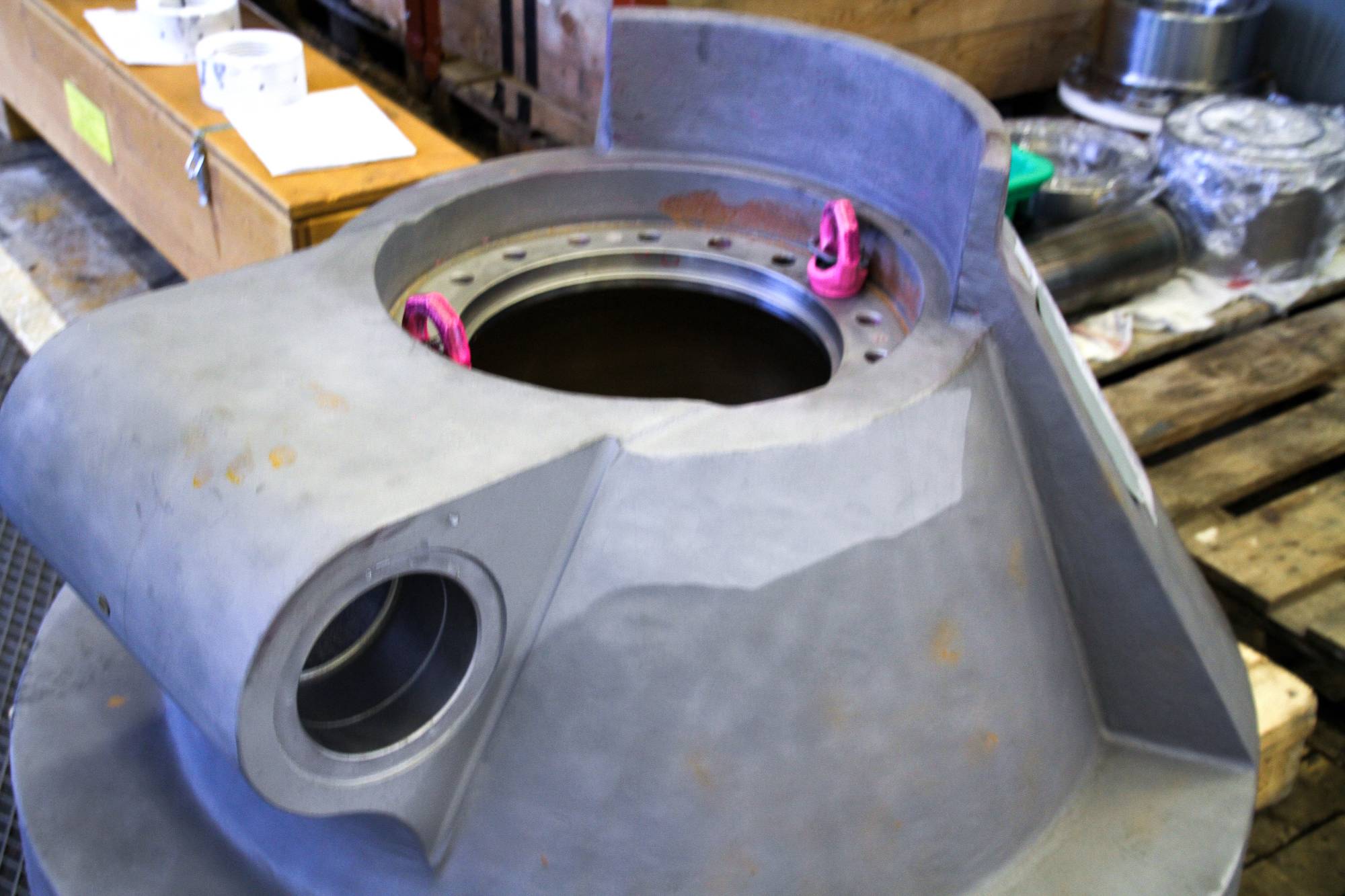
Ein Großteil des Werkstückspektrums, das in Vandans als Neu- oder Reparaturteil zu bearbeiten ist, besteht aus Schrauben, Muttern, aber auch Armaturen und Rohrstücken: beispielsweise einem Zwischenstück, das zwei Rohrleitungen miteinander verbindet – ein kurzes Rohr mit zwei relativ großen Flanschstücken an den Enden aus einem rostfreien Stahl 1.4057 mit einem Durchmesser von 170 und einer Länge von 160 mm, Gewicht etwa 10 kg. Das Anfertigen solcher Zwischenstücke in den unterschiedlichsten Varianten gehört zum ständigen Repertoire der Instandhalter in Vandans.
Die Kassette LNK100 sorgt dafür, dass der Kühlschmierstoff direkt in die Zerspanungszone gebracht wird.
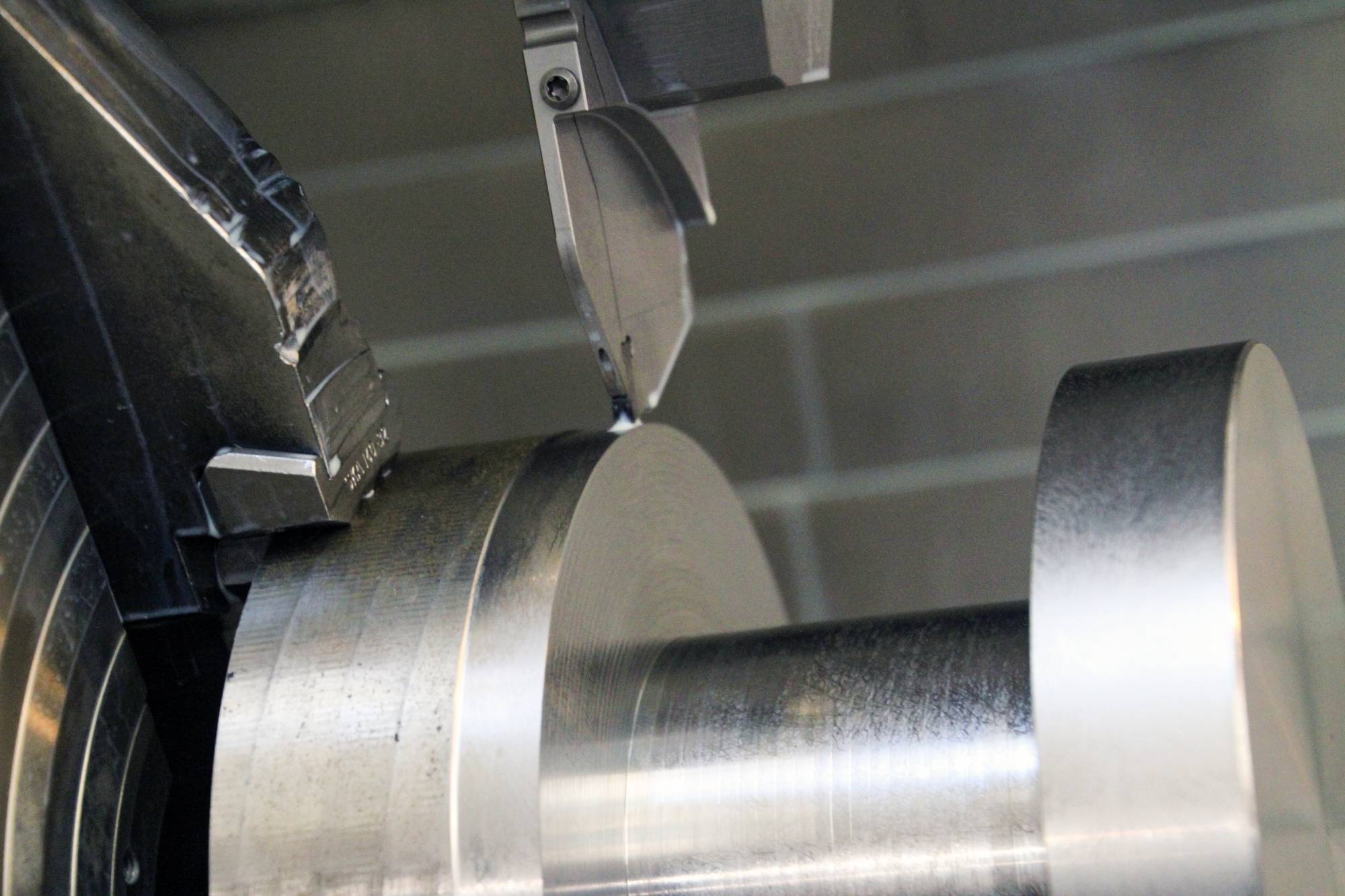
Das Verbindungsstück nimmt Form an: Die Kassette erlaubt es den Zerspanern, direkt am Futter abzustechen.

Gut zu erkennen: die Auslässe für den Kühlschmierstoff.
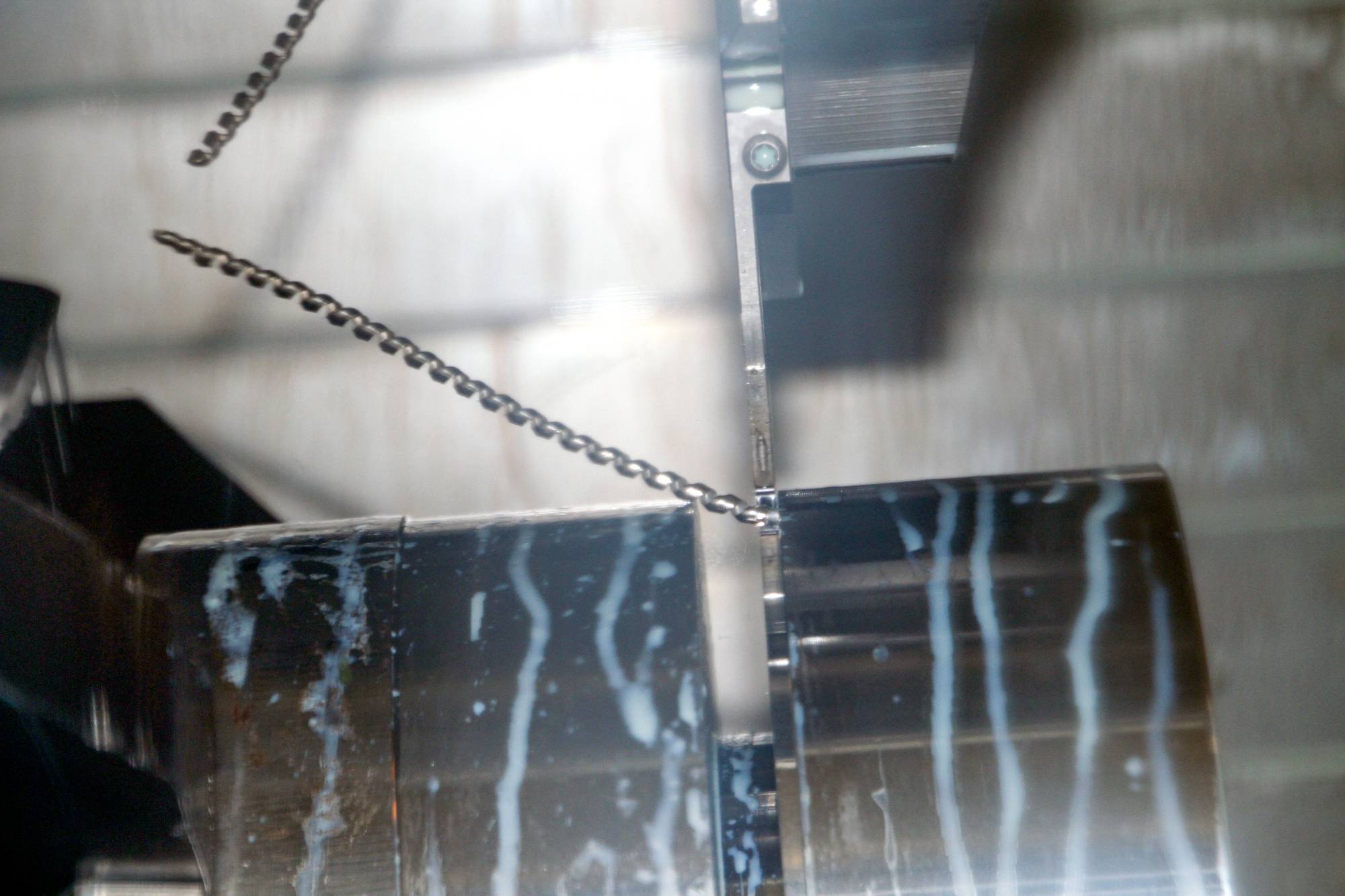
Die Späne fließen schnell und ungehindert aus der Zerspanungszone ab.

Neu gefertigt – Spitzen für Düsennadeln aus rostfreiem Edelstahl.

Zusätzlich zu Stählen unterschiedlichster Art kommen auch Bronzelegierungen zum Einsatz.

Das Wasser hinterlässt Spuren: So schaut die Spitze einer Düsennadel nach zehn bis 15 Jahren Betrieb aus.

Christoph Schuchter
Maschinenschlosser und stellvertretender Werkstattleiter der Vorarlberger Illwerke AG
„Schön, dass Horn seine Anwender ernst nimmt und Lösungen schafft, auch wenn für den Werkzeughersteller nicht die großen Stückzahlen dahinterstehen.
“
Modular aufgebautes Stechdrehsystem
Der Zwischenraum zwischen den beiden Flanschen wird unter anderem auch dafür benötigt, um bei der Montage die Schrauben zu positionieren, mit denen die Rohrleitung zusammengefügt wird. Dieser Bereich wird auf der Drehspindel der Mazak Integrex freigestochen. „Beim Stechdrehen setzen wir seit einigen Jahren auf die Werkzeugsysteme des Hartmetallspezialisten Paul Horn, die bei uns in Österreich von Wedco vertrieben werden“, erklärt Schuchter. „Zusammen mit dem für uns zuständigen Anwendungstechniker von Wedco hatten wir auch schnell eine adäquate Lösung für unsere Aufgabe gefunden – ein modular aufgebautes Stechsystem, das unsere Werkstoffvielfalt umfassend abdeckt.“
Die Schneidplatte S100 von Horn mit einer Schneidbreite von 4,0 mm, Eckenradien von 0,3 mm und spezieller Geometrie für universellen Einsatz ist geeignet zum Einstechen und Abstechen. Im rostfreien Material wie bei dem Zwischenstück fahren die Vorarlberger mit einer Schnittgeschwindigkeit vc = 90 m/min bei einem Vorschub pro Umdrehung von fn = 0,12 mm/U. Zusammen mit der Innenbearbeitung benötigt dieses Werkstück auf der Mazak Integrex eine Gesamtbearbeitungszeit aus dem Vollen von rund zwei Stunden. In unvergüteten Werkzeugstählen kommen die Zerspaner auf Schnittwerte von vc = 120 m/min und fn = 0,2 mm/U.
Oft wird Material aufgeschweißt, das dann zerspanend weiterbearbeitet wird.

Die Mazak Integrex e 500H-II ist für die breite Werkstück- und Materialvielfalt optimal geeignet.

Partnerschaftliche Zusammenarbeit auf Augenhöhe (v.l.n.r.): Ing. Thomas Flatschacher, zuständiger Vertriebstechniker bei Wedco, Hubert Ganahl, Teamleiter Instandhaltung Mechanik Korrosionsschutz sowie Christoph Schuchter, stellvertretender Werkstattleiter; beide Vorarlberger Illwerke AG.


Infos zum Anwender
Die Vorarlberger Illwerke AG ist seit ihrer Gründung im Jahr 1924 auf die Erzeugung von Spitzen und Regelenergie für regionale und internationale Partner ausgerichtet. Spitzen- und Regelenergie ist jene Energie, die im Tagesverlauf die oft kurzzeitig wechselnden Belastungsspitzen deckt. Die Kraftwerke und Anlagen werden zur Aufrechterhaltung des Gleichgewichtes zwischen Verbrauch und Erzeugung von elektrischer Energie eingesetzt. In der zentralen Instandhaltungswerkstätte in Vandans werden die Maschinensätze der Kraftwerke überholt, gewartet, geprüft und repariert. Den rund 70 Mitarbeitern in den Bereichen Mechanische Werkstätte und Korrosionsschutz sowie Instandhaltung Montage Maschinen- und Elektrotechnik steht dafür ein leistungsfähiger Maschinenpark zur Verfügung.
Auf die Bedürfnisse der Anwender hören
„Die Horn-Schneidplatte hat uns sofort überzeugt“, betont Schuchter. „Allerdings war für uns der vorhandene Halter nicht optimal – wir benötigen ein System, mit dem man so knapp wie möglich am Futter einstechen kann.“ Der Werkzeughersteller nahm die Anregung aus Vandans gern auf und fertigte zur Kassette LNK100 als Sonderlösung den Sondergrundhalter 845.00C6.0121 für die Vorarlberger Illwerke. „Das ging sehr schnell – innerhalb von drei Wochen konnten wir mit dem neuen Halter arbeiten“, erinnert sich der Drehspezialist. „Schön, dass Horn hier seine Anwender ernst nimmt und Lösungen schafft, auch wenn für den Werkzeughersteller nicht die großen Stückzahlen dahinterstehen.“ Die Kassette ist auf IKZ ausgelegt, über zwei Öffnungen wird der Kühlschmierstoff direkt in die Zerspanungszone geleitet. Prozesssicher und stabil schneidet sich das Werkzeug durch die unterschiedlichen Werkstoffe. Die Späne fließen gut und sauber ab.
„Wir arbeiten in etwa seit sechs Jahren mit den Experten von Wedco und Horn zusammen“, resümiert Schuchter. „Und für neue Projekte sind wir immer wieder im Gespräch – wir schätzen diese partnerschaftliche Zusammenarbeit auf Augenhöhe und wollen sie auch in Zukunft fortsetzen.“
Teilen: · · Zur Merkliste