WFL Millturn: Tieflochbohren mit System
Innenbearbeitungskompetzenz von WFL – Teil 1/3: In der Thementrilogie „Innenbearbeitungskompetenz von WFL“ geben wir einen Überblick über die Themen Tieflochbohren, Ausdrehen und Auskammerung. Der erste Teil beschäftigt sich mit der aufwendigen Herstellung tiefer Bohrungen. Die WFL Millturn Technologies GmbH & Co. KG bringt dabei die Vorteile der Komplettbearbeitung voll zur Geltung und setzt dabei Maßstäbe hinsichtlich Wirtschaftlichkeit und Präzision. Auf der AMB in Stuttgart (Halle 5 Stand C32) werden dazu Hochleistungs-Innenbearbeitungswerkzeuge und Bearbeitungsstrategien Live präsentiert. Autor: Georg Schöpf / x-technik


Reinhard Koll
Leiter Anwendungstechnik bei WFL
„Mit unseren integrierten Tieflochbohrungen sind wir in der Lage, mindestens die gleiche Bohrleistung zu erreichen, wie bei einer dezidierten Tieflochbohrmaschine und das bei höherer Präzision.“
Die wohl grundlegendste Innenbearbeitung ist das Bohren. Ein Sonderfall ist das Tieflochbohren, das im ersten Teil der Trilogie im Vordergrund steht. Es zählt zu den Spezialdisziplinen in der Zerspanung, zumal für diese Bearbeitungsschritte in der Regel besonderes Equipment, sowohl hinsichtlich Werkzeugen, als auch Maschinen, benötigt wird. Von Tieflochbohrungen spricht man in der Regel bei Bohrvorgängen, deren Durchmesser zwischen 0,2 und 500 mm betragen und deren Bohrungstiefen üblicherweise größer als das Dreifache des Durchmessers sind. Bei kleineren Bohrungsdurchmessern kann das Verhältnis Länge zu Durchmesser L/D ≤ 100, in Sonderfällen manchmal sogar bis zu 400 erreichen, abhängig von Verfahren und Bauteilwerkstoff. Bei großen Durchmessern wird das Verhältnis Länge zu Durchmesser meist durch den Verfahrweg der Maschine beziehungsweise durch ihre Bettlänge begrenzt.

Die Führungsleisten, die den Bohrer im Bohrloch abstützen (Anm.: hier bei einer Bohrung in Inconell, bei gleicher Bohrleistung) werden je nach Kühlschmiermittel, Betriebsdruck und Schnittdaten unterschiedlich beansprucht. Die richtige Kombination (Bild rechts) kann die Beanspruchung deutlich verringern.
Besondere Herausforderungen, spezielle Werkzeuge
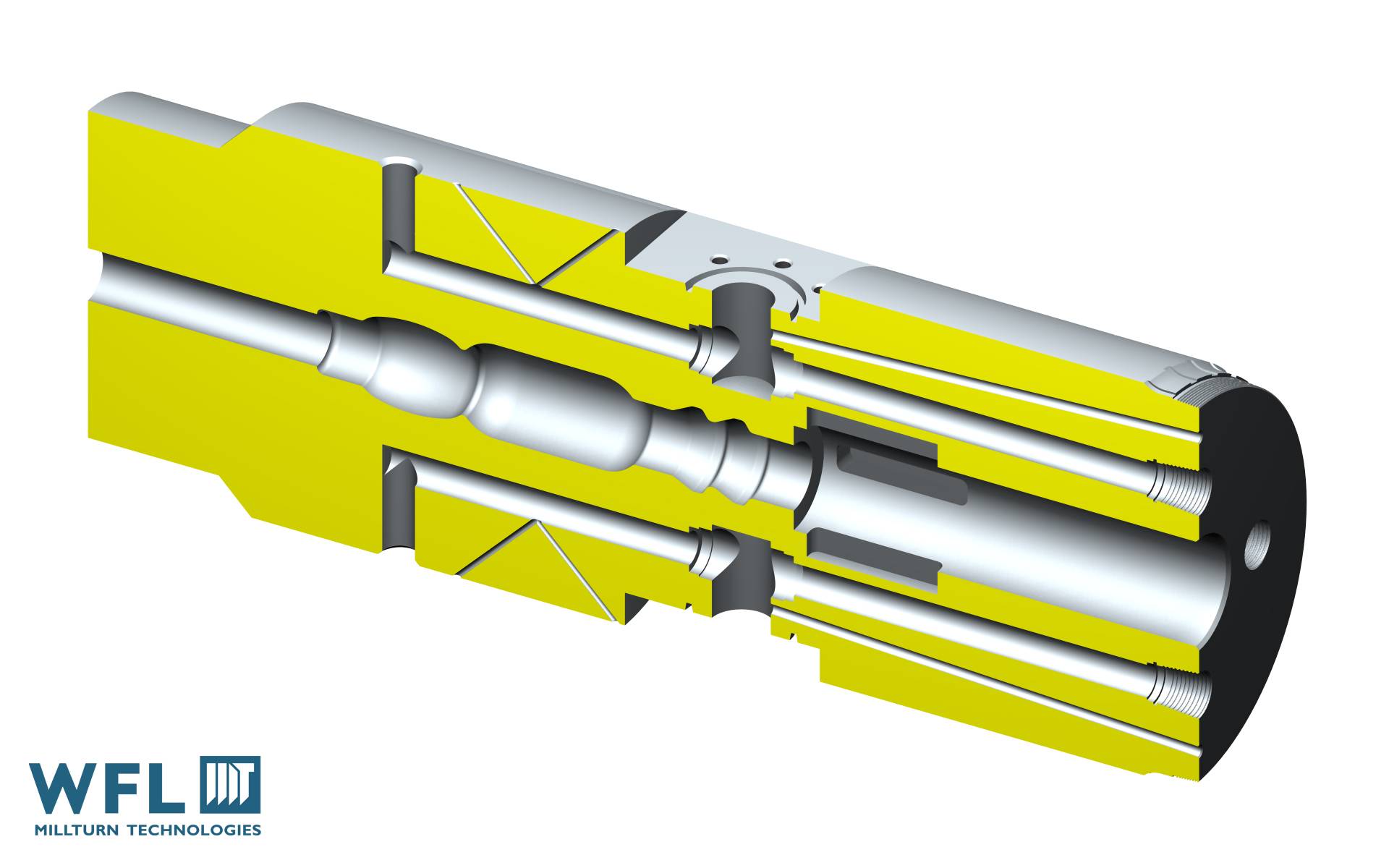
Die Herausforderung im Tieflochbohren ist stets die Zufuhr des Kühlschmiermittels an die Schneide, der gleichmäßige Spanabtransport und eine möglichst gerade Bohrung herzustellen. Im Laufe der Jahre wurden dafür verschiedene Bohrwerkzeuge entwickelt, die sich jeweils für unterschiedliche Einsatzzwecke anbieten. Bei den Tieflochbohrverfahren besteht der Bohrkopf neben der eigentlichen Hauptschneide (meist eine einzelne, oder durch Wechselschneidplatten gebildete Schneidkante) aus einer Nebenschneide und zusätzlichen Führungsleisten. Dieser Aufbau sorgt für eine Abstützung des Bohrers an der Bohrungswand, was eine höhere Genauigkeit und bessere Zentrierung des Bohrers im Prozess ermöglicht. Das Abstützen des Bohrers verursacht zudem einen Glättungsprozess, der für eine höhere Oberflächenqualität der Bohrung sorgt.
Bohrungen in beliebiger Anzahl und Lage sind innerhalb kürzester Zeit realisierbar. Verschiedene Bearbeitungsschritte können dadurch flexibel hintereinander geschachtelt werden.
Wirtschaftliche Betrachtung
Bei einem Großteil der Bauteile die auf den Bearbeitungszentren der Linzer WFL Millturn Technologies GmbH & Co. KG hergestellt werden, sind Tieflochbohrungen ein wesentlicher Bearbeitungsbestandteil. Nicht zuletzt deswegen hat man diesem Thema besonderes Augenmerk geschenkt. „In der Gesamtbearbeitung von Bauteilen ist Tieflochbohren häufig ein Hindernis. Viele Unternehmen verfügen nicht über die geeigneten Maschinen und müssen diesen Bearbeitungsschritt vergeben“, begründet Reinhard Koll, Leiter Anwendungstechnik bei WFL die besondere Betrachtung. „Nicht nur, dass es oft viel Zeit kostet, bis das Werkstück vom Dienstleister zurück kommt, es entstehen neben den zusätzlichen Rüstzeiten auch Ungenauigkeiten aufgrund zusätzlicher Spannvorgänge.“
„Dass dies bei mehreren Tieflochbohrungen pro Bauteil zu einem wirtschaftlich relevanten Faktor werden kann, ist leicht erkennbar“, ergänzt Dieter Schatzl, Marketing Manager bei WFL. „Diese Bohrungen kommen zwar häufig vor, nehmen in Summe aber meistens nur wenig Bearbeitungszeit in Anspruch. Darum lohnt sich für viele Unternehmen der Erwerb einer gesonderten Maschine dafür einfach nicht. Und genau da setzen wir mit der integrierten Tieflochbohrung in unseren Bearbeitungszentren an“, so Schatzl weiter.
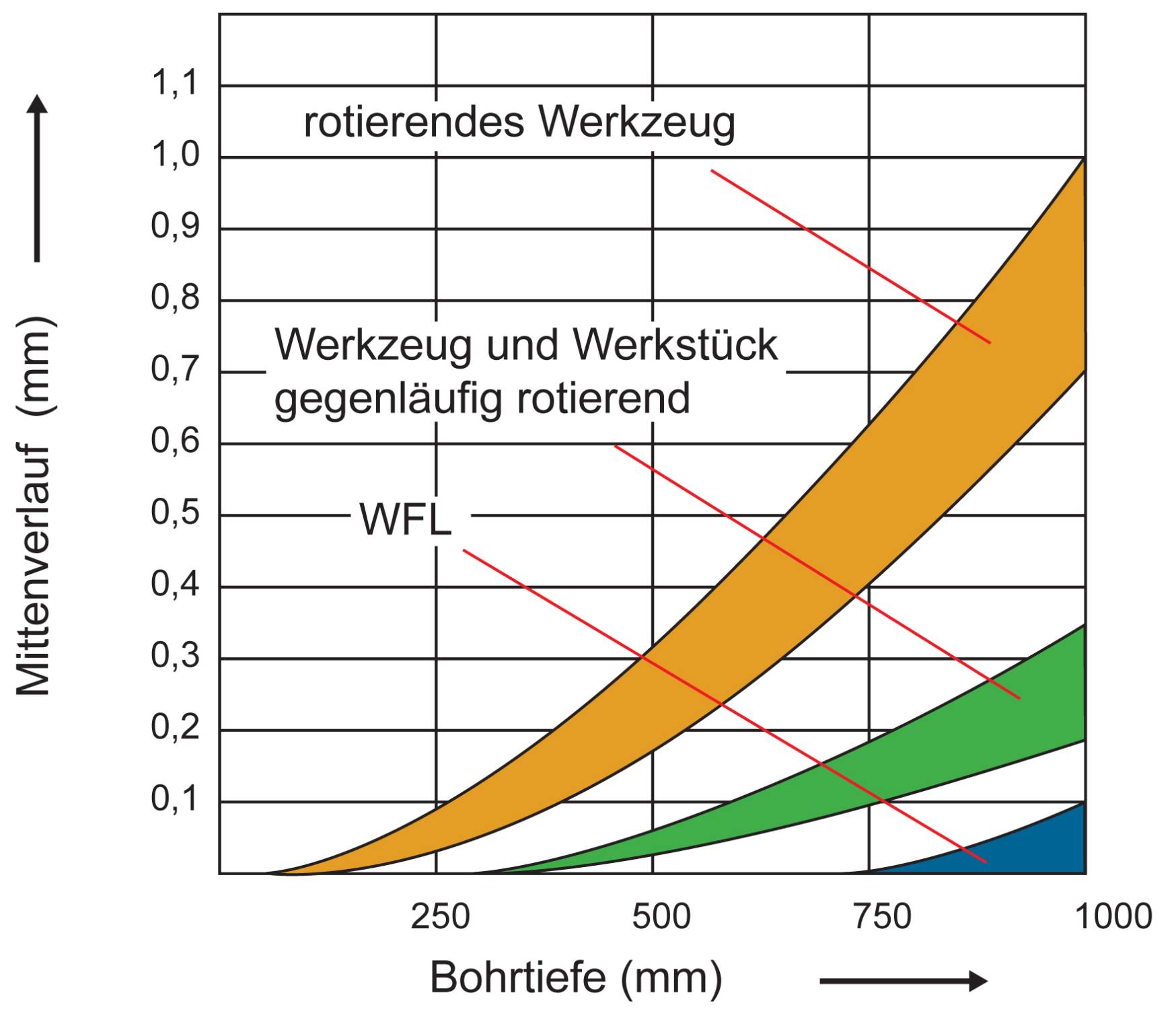
Durch das gegenläufige Rotieren von Werkstück und Bohrer ergibt sich eine zusätzliche Zentrierung des Werkzeugs, was zu besonders genauen Bohrungen mit minimalem Mittenverlauf, auch bei großer Bohrtiefe führt.
Integrierte Bearbeitung
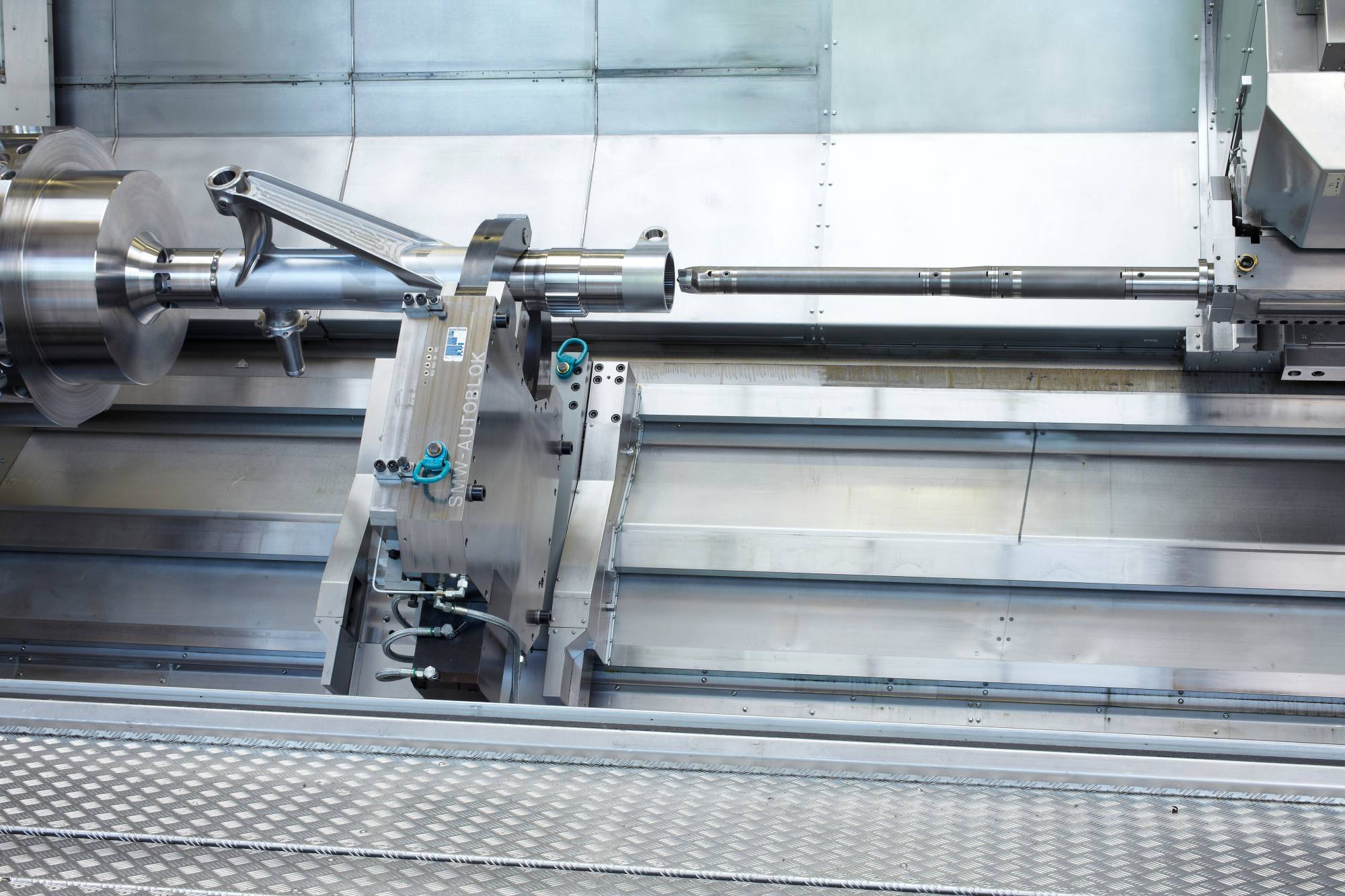
Bei extrem tiefen Bohrlöchern oder schwer zerspanbaren Werkstoffen, ist aufgrund von Werkzeugabnutzung häufig ein stufenweises Bohren mit Werkzeugen unterschiedlicher Länge, bei gleichem Durchmesser, erforderlich. Die Millturn Bearbeitungszentren von WFL bieten für diese Bearbeitungsschritte entscheidende Vorteile. Einerseits können sämtliche Bohrwerkzeuge, die zum Einsatz kommen, im Werkzeugmagazin vorgehalten werden, was Spannzeiten minimiert und gleichzeitig die Positionsgenauigkeit erheblich verbessert. Andererseits ist eine echte 6-Seiten Tieflochbearbeitung in nur einer, bis maximal zwei Aufspannungen möglich.
Die Vorteile liegen auf der Hand. Rüstzeiten werden dadurch enorm reduziert und Nachbearbeitungen, die aufgrund von Deformation aus anderen Arbeitsschritten entstehen, können unmittelbar vorgenommen werden. Prozessschritte können beliebig hintereinander geschachtelt werden, ohne an der Genauigkeit Abstriche machen zu müssen.

Ejektorbohrer, eine Sonderform von BTA-Bohrern, kommen in WFL-Maschinen ab einem Durchmesser von 25 mm zum Einsatz.
Spezielle Überwachungszyklen
Zusätzlich wurde seitens WFL eine Prozessüberwachung für die Tieflochbohrung in die Maschinensteuerung integriert, die es ermöglicht, Prozesskräfte schon in einem frühen Stadium der Bohrung zu ermitteln und diese Prozessdaten für die Überwachung der restlichen Bohrungstiefe zu verwenden, was bei der hohen Bandbreite der zu verarbeitenden Bauteilwerkstoffe, vom einfachen Stahl bis zur schwer zerspanbaren Sonderlegierung, besonders wichtig ist. Diese Vorgehensweise liefert sogar bei Einzelbohrungen ein optimales Bohrergebnis bei gleichzeitig ressourcenschonender Bearbeitung.
WFL hat für das Tieflochbohren eine Prozessüberwachung in die Maschinensteuerung integriert, die es ermöglicht, Prozesskräfte schon in einem frühen Stadium der Bohrung zu ermitteln und diese Prozessdaten für die Überwachung der restlichen Bohrungstiefe zu verwenden.
Wer gut schmiert…
Eine wesentliche Bedeutung beim Tieflochbohren kommt auch der Wahl des Kühlschmierstoffes sowie den Arbeitsdrücken im jeweiligen Bearbeitungsstadium zu. Diese Faktoren haben wesentlichen Anteil an der Prozesssicherheit in der Bearbeitung und der Oberflächengüte der Bohrungen.
„Unsere Maschinen werden auf die individuellen Anforderungen ausgelegt, egal ob mit Emulsion, mit Öl oder mit beiden Kühlschmierstoffen bearbeitet wird. Dabei können wir mit einer Arbeitsdruckbandbreite von 10 bis 350 Bar und einer Fördermenge von 10 bis 800 Liter jeden Anforderungsfall abdecken“, schildert Koll eine Besonderheit der WFL-Maschinen.

Die WFL Millturn Technologies GmbH & Co. KG bringt nicht zuletzt beim Tieflochbohren die Vorteile der Komplettbearbeitung voll zur Geltung und setzt dabei Maßstäbe hinsichtlich Wirtschaftlichkeit und Präzision.
Geballte Innenbearbeitungskompetenz
Neben den technischen Voraussetzungen für Tieflochbohrungen (Anm.: wie zum Beispiel mitfahrende Lünetten, die in den Maschinen meist ohnehin bereits vorhanden sind) bietet WFL seinen Kunden auch Unterstützung in der Definition der Bearbeitungsstrategien. Umfangreiches Prozess Know-how sowie geeignete Kontrollmechanismen stellen eine reproduzierbar hohe Bohrqualität sicher.
WFL lädt Kunden und Interessenten ein, sich auf der AMB eingehend über deren umfangreiche Innenbearbeitungskompetenz zu informieren und präsentiert zu diesem Zweck in der Halle 5, Stand C32 Hochleistung-Innenbearbeitungswerkzeuge mit den dazugehörigen Bearbeitungsstrategien.
Teilen: · · Zur Merkliste