anwenderreportage
Ceratizit Freemax: Knackpunkte gemeistert
Verblüffende Ergebnisse mit der Reibahle Freemax von Ceratizit: Beim Reiben müssen stets zwei Herausforderungen bewältigt werden: dass das Werkzeug vom Material umschlossen ist und dass die Späne gegen den Vorschub abzuführen sind. Bei Karl Berger in Mondsee kommt ein dritter Aspekt hinzu: die große Tiefe der Bohrungen. Gemeistert hat man alle drei mit den Zerspanungsspezialisten von Ceratizit.
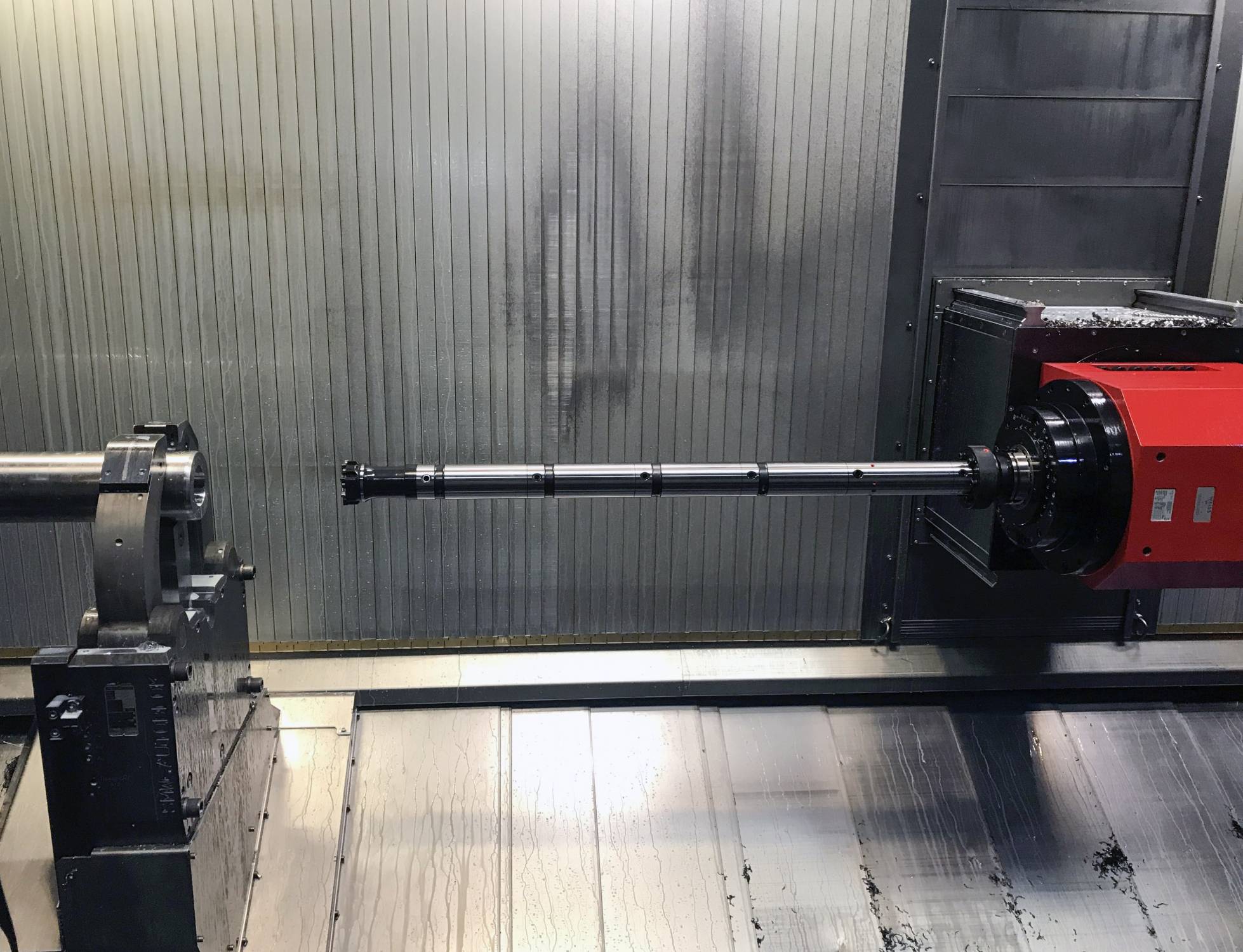
Die Fertigung einer Familie von Hydraulikkolben mit Bohrungslängen bis 1,1 m konnte der Lohnfertiger CNC Berger nur dank der Komet-Reibahle Freemax von Ceratizit umsetzen.
Shortcut
Aufgabenstellung: Prozesssichere Reiblösungen bei der Fertigung von Hydraulikkolben für Großmaschinen.
Lösung: Komet-Reibahle Freemax von Ceratizit.
Vorteil: Knackpunkte gemeistert, Rauheitsvorgaben halbiert.
Sollen Bohrungen von einem Meter Länge oder mehr gebohrt, gerieben und rolliert werden, muss man sich schon etwas einfallen lassen. Erst recht, wenn 42CrMo4 oder St52 zu bearbeiten sind – schwanken bei Letzterem doch immer wieder die Materialeigenschaften oder entstehen schnell Fließspäne. Die Spanabfuhr steht daher im Fokus der Werkzeuganwendung, genauso wie die Beherrschung der Prozesstemperatur. Hinzu kommt: Die Zahl der Werkzeuganbieter, die in der Lage sind, den Ansprüchen bei großer Bohrungslänge mit prozesssicheren Reiblösungen zu begegnen, ist überschaubar. Der oberösterreichische Lohnfertiger Karl Berger CNC-Maschinenbau GmbH musste das in einer schwierigen Situation am eigenen Leib erfahren.
1.195 mm misst die Freemax-Anbindung in der letzten Ausbaustufe bei CNC Berger.
Infos zum Anwender
Die Karl Berger CNC-Maschinenbau GmbH steht für Metallbearbeitung auf höchstem Niveau. In dritter Generation führt Karl Berger jun. die Geschäfte des gerade 70 Jahre alt gewordenen Familienbetriebes. Das Unternehmen aus Mondsee hat sich in der Lohnfertigung auf den Bereich mechanische Bearbeitung spezialisiert: Drehen, Fräsen, Bohren, Schleifen und zugleich Sägen, Tieflochbohren, Verzahnen, Flach-, Außen- und Innenrundschleifen, Honen sowie Finishen. Mit rund 65 Mitarbeitern werden im Zwei- bis Drei-Schichtbetrieb Werkstücke von individuellen Einzelteilen bis hin zur Serienproduktion bearbeitet.
Breites Teilespektrum
Erfahrung in der Zerspanung gibt es in dem 65 Mitarbeiter zählenden, gerade 70 Jahre alt gewordenen Unternehmen zuhauf. Prozesswissen, das man immer wieder konsequent in Qualität umwandelt. Der Lohnfertiger kann auf einen breiten Kundenstamm blicken, der Unternehmen aus der Hydraulik-, Schienenfahrzeug- und Lebensmittelindustrie bis zum allgemeinen Maschinenbau umfasst. Gefertigt werden Drehteile bis 2,0 m Durchmesser und 4,0 m Länge, im Fräsbereich reichen die Dimensionen von 30 x 30 x 30 mm bis zu Großteilen mit einem Gewicht von 10 t. Angefangen bei Kunststoff über Aluminium bis hin zu Guss wird ein breites Werkstoffspektrum in hoher Fertigungstiefe zerspant, wobei der Schwerpunkt auf Bau-, Vergütungs- und nicht rostenden Stählen sowie Gusswerkstoffen liegt. Mit dem Fokus auf 5 bis 50 Teilen bewegen sich die Losgrößen hier im Bereich von 1 bis 1.000.

Easy-to-use: einfaches Werkzeughandling ohne großen Einstellaufwand.
Anspruchsvolle Teilefamilie
In Losen von 20 bis 30 Stück wird in Mondsee auch eine Familie von Hydraulikkolben für Großmaschinen gefertigt, die sich im Jahr zu etwa 1.500 Teilen aufsummieren. Aus zehn Varianten bestehend, reichen die Bauteillängen von 1,0 bis 2,0 m sowie die zugehörigen Bohrungslängen von 0,6 bis 1,1 m. Die Bohrungsdurchmesser belaufen sich auf 70 und 80 mm. Gefertigt werden die Kolben üblicherweise aus 42CrMo4, für Sonderanfertigungen kommt hin und wieder St52 auf die Maschine. Weil in den Bohrungen später ein Kolben unter Druck sicher laufen muss, sind die Ansprüche an die Dichtigkeit des Bauteils und die Kolbenlauffläche hoch: „In der Bearbeitungsfolge aus Bohren, Reiben und Rollieren müssen zum Beispiel beim Reiben H7-Toleranzen sowie Rauheiten von Ra 0,9 µm und Rz1max 10 µm eingehalten werden. Es sind also enge Form- und Lagetoleranzen und hohe Oberflächengüten umzusetzen“, schätzt Geschäftsführer Karl Berger ein.

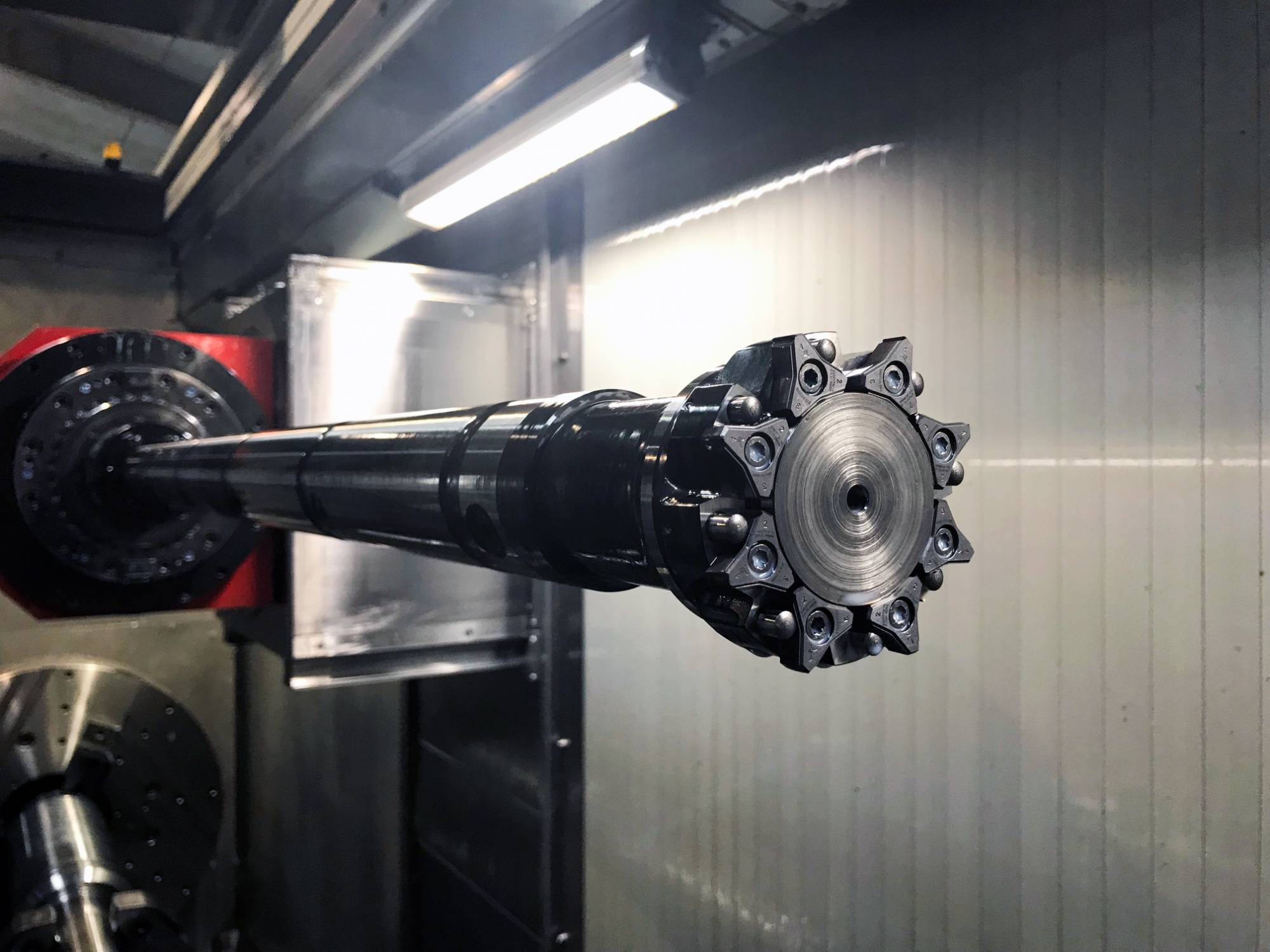
Die eindeutige Zuordenbarkeit der bezifferten Schneidkanten verhindert Fehlbestückungen.
Problematische Erstbestückung
In der Vergangenheit zerspante Berger die Teilefamilie auf mehreren Maschinen: Die Bohrungen der kleineren Hydraulikkolben fertigte man zum Beispiel erst auf einem BAZ. Im Anschluss wurden sie auf einer Drehmaschine ausgedreht. Allein diese Trennung war begrenzt prozesssicher. Da war noch nicht gehont. Mit der Investition in ein Dreh-Fräs-Zentrum zielte Berger daher speziell auf die Komplettfertigung der Kolben. Auch die Erstbestückung der Maschine mit Werkzeugen hat Berger konsequent auf die Kolbenbearbeitung ausgerichtet.
Die Rechnung ging allerdings nicht auf. Zwar hatte der Maschinenhersteller die Funktionsgarantie für die Erstbestückung zum Bohren, Reiben, Rollieren gegeben, das Reiben aber funktionierte nicht. Und das über Monate. Eine äußerst kritische Situation, zumal der Endkunde drückte. Ersatzweise ließen sich die kleineren Kolben zwar auf die bisherige Weise fertigen, bei den größeren Teilen jedoch ging gar nichts. Die Zeit verstrich mit verschiedenen Lösungsansätzen – und noch immer konnte nicht gerieben werden. Zwischenzeitlich wurde sogar vorgeschlagen, eine weitere Pumpe zu installieren, weil die Durchflussmenge für die Innenkühlung nicht ausreiche. Eine horrende Investition. „Letztlich war abzusehen, dass wir das so nie hinbekommen würden. Es war eine Katastrophe“, bekennt Berger. „Mit den kleineren Teilen waren wir lieferfähig, mit den größeren war der Schiffbruch abzusehen.“

Haben gemeinsam die Knackpunkte gemeistert (v.l.n.r.): Denis Osmic, Anwendungstechniker bei Ceratizit Deutschland, Bojan Stevanovic, Maschinenbediener bei CNC Berger, Karl Berger, Geschäftsführer CNC Berger, und Siegfried Koll, Technischer Verkäufer und Anwendungstechniker bei Ceratizit Deutschland.
Es geht auch anders
Dass es anders geht, zeigt die Zusammenarbeit mit dem Team Cutting Tools (Ceratizit, Komet, WNT und Klenk) der Ceratizit-Gruppe, wohin sich Berger in dieser Situation wandte. Keine Woche nach der Kontaktaufnahme kam mit der Freemax eine Komet-Standardreibahle in WSP-Ausführung ins Haus. Was folgte, waren Versuche an fünf Teilen, die für das Einfahren des Werkzeugs kurzfristig reserviert worden waren. „Bei den ersten drei haben wir noch mit dem Vorschub und der Drehzahl gespielt. Wir haben auch die Innenkühlung auf eine zentrale Bohrung umgebaut, um mehr Emulsion durchzubringen. Die beiden letzten Teile fielen dann schon i. O. von der Maschine“, berichtet Siegfried Koll, bei Ceratizit für technische Beratung und Verkauf verantwortlich. Angefangen hatten er und Bojan Stevanovic, Maschinenbediener bei Berger, sowie Denis Osmic, Anwendungstechniker bei Ceratizit, mit dem Durchmesser 70 mm und der Nutzlänge 720 mm. Nachdem hier in St52 erst ein Fließspan auftrat, konnten sie schnell kurze Späne erzeugen. Fertig war die Bohrung dabei in 0,74 Minuten – der Wettbewerber hatte, ohne dass die Qualität stimmte, fünf Minuten gebraucht. „Im zweiten Schritt haben wir ein Ausgleichsfutter eingesetzt, weil wir im Anschnittbereich leicht im Minus waren“, geht Osmic auf die nun folgende Optimierung ein. „So konnten wir die kleineren Ungenauigkeiten beim Einfädeln beseitigen und auch den vorderen Bereich in hoher Güte fertigen.“

Anbindung geliefert
„Letztlich haben wir auf diese Weise nicht einfach ein Werkzeug für das Reiben der Hydraulikkolben geliefert, sondern eine Anbindung“, zieht Koll ein erstes Resümee. Das Reibwerkzeug ist dafür komplett aus Standardkomponenten aufgebaut – beginnend mit einem DAH-Ausgleichshalter HSK A100, der die nötige Rundlaufgenauigkeit an der Schneide garantiert. „Im vorliegenden Fall haben wir diesen Rundlauf auf 5 µm eingestellt“, so Osmic. Im Werkzeugaufbau folgen dann ein Adapter für den DAH-Halter, ein Dämpfungselement sowie vier Segmente in Leichtbau, damit das Werkzeug nicht zu schwer wird. Abgerundet wird das Konzept vom WSP-bestückten H7-Reibkopf Freemax.
Verfügbar ist die Reibahle ab Lager in zwei Varianten: mit DAH-Ausgleichshalter und ABS-Schnittstelle. Zugleich werden die Werkzeuge standardmäßig in Abstufungen von 5,0 und 10 mm angeboten. Während der Anwender klassischer WSP-Reibahlen jeder Platte einen definierten Sitz zuteilen muss, kann er die präzisionsgeschliffenen, dreischneidigen Platten der Komet-Freemax in beliebiger Reihenfolge montieren. Easy-to-use nennt Ceratizit dieses Handling ohne großen Einstellaufwand. Die eindeutige Zuordenbarkeit der bezifferten Schneidkanten verhindert dabei Fehlbestückungen, zugleich sinkt der logistische Aufwand: Ist etwa eine Neubestückung erforderlich, muss das Werkzeug nicht eingeschickt werden. Auch die Lagerhaltung ist gleich null, da die georderte Platte in 24 Stunden beim Anwender ist. Tangential eingebaut, ist eine hohe Stabilität der Platte gegeben, wofür sie über drei Anlagepunkte und eine Anlagefläche am Ring verfügt. Die Schraube ist außermittig so gesetzt, dass an alle Anlagen gedrückt wird. Zum einfachen Handling kommt damit für den Anwender der sichere Sitz hinzu.
Ausgelegt sind die Wendeschneidplatten in beschichtetem Hartmetall oder Cermet, sodass Anwender wie Berger sämtliche Materialgruppen nach ISO-Norm bearbeiten können. Die DBG-P-Beschichtung ist hierbei für abrasive Werkstoffe wie Guss bis zu gehärteten Stählen konzipiert. Um den Span sicher nach hinten abzuführen, verfügt die in Mondsee eingesetzte Standardgeometrie ASG 3000 über einen 45°-Anschnitt. Die Innenkühlung der Freemax erfolgt üblicherweise seitlich auf die Schneiden. Als Option lässt sich kurzfristig – das hat der Umbau bei Berger gezeigt – eine zentrale Lösung umsetzen. „Im vorliegenden Fall haben wir die seitlichen Kanäle bestehen lassen, um über die Kühlung der Schneiden zusätzliche Standzeit zu holen.“ Gearbeitet wird dabei mit Emulsion und 80 bar Druck.


Vorgabe halbiert
Nachdem Berger die Fertigung der kleineren Hydraulikkolben im Griff hatte, ging man schnell zu den großen Teilen über. Inzwischen fallen auch diese zuverlässig in hoher Qualität von der Maschine. Auf dem Weg dahin haben Berger und Ceratizit noch das Werkzeugmagazin so optimiert, dass sich die Reibahlen aufnehmen und automatisch einwechseln lassen. Dass die Komplettbearbeitung heute in der geforderten Güte prozesssicher umgesetzt ist, zeigt sich auch daran, dass die Kolben inzwischen nur noch in größeren Abständen gemessen werden.
„Am Anfang haben wir das bei jeder Bohrung hundert Mal getan“, schmunzelt Berger. „Heute sind wir sicher, dass alles passt.“ Aktuell wird dafür nach dem Bohren mit dem Freemax 8,0 mm eingefädelt, wobei die Werkstückspindel mit 20 min-1 und die Werkzeugspindel bei fU 1,1 mm mit 40 min-1 fährt. Mit der gleichen Drehzahl arbeitet die Werkstückspindel auch beim Reiben der Bohrung, während die Werkzeugspindel mit 500 min-1 und 2,2 mm Vorschub läuft. Die Qualität, die so beim Reiben entsteht, zeigt ein Beispiel: Durchmesser 80,03 mm, Ra 0,442 µm und Rz1max 5,428 µm. Das Fazit lautet folglich: Knackpunkte gemeistert, Rauheitsvorgaben auf die Hälfte gedrückt – die Reibahle läuft.
Teilen: · · Zur Merkliste