anwenderreportage
Chiron MC332 TWIN²: Vierspindler pusht Werkstoffprüfung
Die voestalpine Stahl GmbH steigert Output mit neuem Kerbfertigungszentrum enorm: Der voestalpine-Konzern ist weltweit ein Synonym für hochwertige Stahlproduktion und einer der wichtigsten Arbeitgeber in Österreich. Stahl ist nicht gleich Stahl und der muss geprüft werden – sowohl in der Entwicklung als auch während der Produktion. Für eine maximale Qualitätssicherung wird in Linz daher im technischen Dienstleistungsbereich Prüftechnik und Analytik auf Unabhängigkeit und höchste technische Standards gesetzt. Im Bereich der Kerbschlagbiegeprobenprüfung wurde daher letztes Jahr eine hochautomatisierte Anlage in Betrieb genommen, dessen Herzstück ein Vierspindel-Bearbeitungszentrum MC332 TWIN² von Stama bildet. Von Ing. Robert Fraunberger, x-technik

Das Herzstück des neuen Kerbfertigungszentrums III der voestalpine Stahl GmbH bildet die Stama MC332 TWIN², ein Vierspindler bei dem aufgrund der jeweils drei gleichen Stahlproben nur drei Spindeln zum Einsatz kommen.
Shortcut
Aufgabenstellung: Neues hochproduktives Bearbeitungszentrum für die mechanische Bearbeitung von Stahlproben für eine Kerbschlagprüfung.
Lösung: Turnkey-Anlage von Stama, Vierspindel-Bearbeitungszentrum MC332 TWIN².
Nutzen: Bearbeitung von drei Proben gleichzeitig, vollautomatisiert über Roboter, hohe Taktzeiten, hohe Stabilität und hohe Zuverlässigkeit im Dauerbetrieb.
Die Steel Division des voestalpine-Konzerns nimmt als umsatzstärkste Division die Qualitätsführerschaft bei höchstwertigem Stahlband und eine weltweit führende Position bei Grobblechen für anspruchsvollste Anwendungen sowie bei komplexen Großturbinengehäusen ein.
Die voestalpine Stahl GmbH ist zudem erste Anlaufstelle namhafter globaler Automobilhersteller und -zulieferer. „Wir sind einer der führenden Stahlproduzenten Europas. Die von der voestalpine Stahl GmbH gelieferten Produkte werden für die Segmente Automobil-, Elektro-, Haus- und verarbeitende Industrie verwendet. Weiters tritt sie als Vormateriallieferant für die voestalpine Grobblech GmbH, Steel & Service Center GmbH und die voestalpine Giesserei GmbH auf“, erklärt DI (FH) Markus Meisinger, M.Sc., prozessverantwortlich für Entwicklung und Engineering im Bereich Prüftechnik und Analytik.

Das neue Kerbfertigungszentrum III besteht hauptsächlich aus vier Handling-Robotern, einer Kreissägeanlage, vier Kerbschlagpendelmaschinen sowie der Stama MC332 TWIN².

Peter Rapp
Verkaufsingenieur Stama Maschinenfabrik GmbH
„Wir freuen uns sehr, dass wir mit unserer Expertise einen wertvollen Beitrag zum Gelingen des Projekts beitragen konnten. Überall dort, wo kunden- und branchenspezifische Prozesslösungen gefragt sind, können wir in Form von Turnkey-Anlagen unser Know-how einbringen.“
Sämtliche Prozessschritte am Standort
In Linz betreibt die voestalpine Stahl GmbH ein voll integriertes Hüttenwerk – mit sämtlichen Prozessstufen an einem Standort: Kokerei, Hochofen, Stahlwerk, Warm- und Kaltwalzwerk sowie Verzinkung und Bandbeschichtung. „So bündeln wir unser Know-how zum Vorteil der Kunden“, zeigt sich Meisinger überzeugt.
Dabei wird hochwertiges warm- und kaltgewalztes sowie elektrolytisch verzinktes, feuerverzinktes und organisch beschichtetes Stahlband und Elektroband hergestellt. „Die unterschiedlichen Stahlsorten bilden die Basis für unsere vielfältigen Weiterverarbeitungsschritte“, so Meisinger weiter. Alleine am Standort Linz werden pro Jahr rund 6,0 Mio. Tonnen Stahl produziert, davon werden 4,2 Mio. Tonnen als Kaltband bzw. veredeltes Kaltband (verzinkt, geglüht oder Elektroband), ca. 1,0 Mio. Tonnen als Grobblech und der Rest als Warmband, hauptsächlich für die Bauindustrie, verkauft.
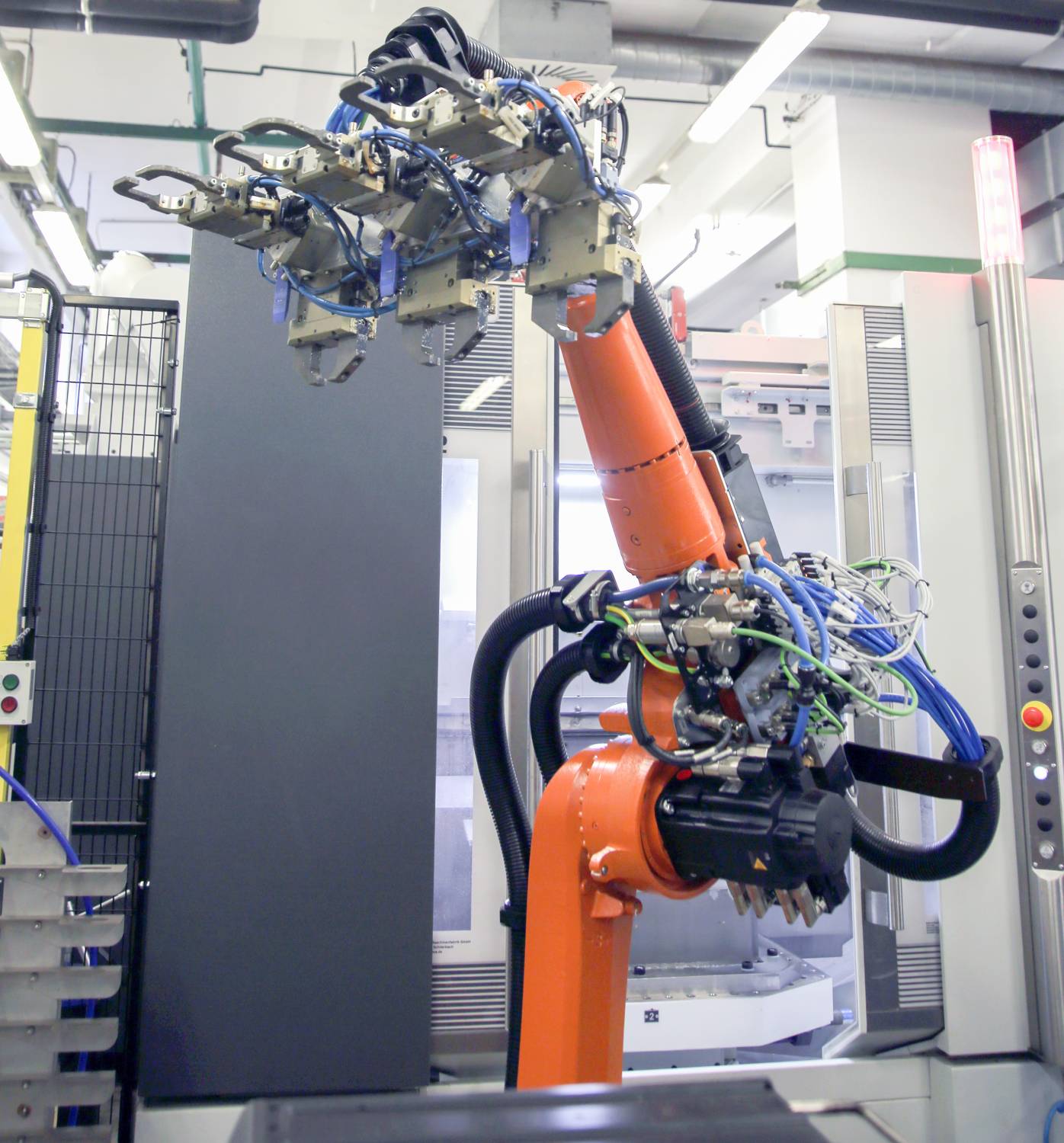
Aufgrund der hohen Variantenvielfalt der Kerbschlagbiegeproben wurde ein ausgeklügeltes Greif- und Spannkonzept entwickelt.

DI (FH) Johannes Rothenwänder
Geschäftsführer Acors eU
„Das Turnkey-Projekt war aufgrund der hohen Komplexität der Prozesse und der enormen Variantenvielfalt der Kerbschlagbiegeproben eine Herausforderung. Aufgrund der ausgezeichneten Zusammenarbeit und des gemeinsamen Erfahrungsaustausches ist das Ergebnis für alle Seiten sehr zufriedenstellend.“
Qualitätssicherung großgeschrieben
Bei derart vielen unterschiedlichen Stahlsorten – und wir sprechen hier von mehr als 300 – ist eine durchgängige Überprüfung der Qualität natürlich ein essenzieller Vorgang. Im technischen Dienstleistungsbereich Prüftechnik und Analytik werden in Linz daher alle neuentwickelten Stähle im Hinblick auf ihre Eignung für die Weiterverarbeitung und ihre Anwendungseigenschaften im Fertigprodukt untersucht. „Wir stellen in Serienproduktion Stahl in hoher Varianz mit Zugfestigkeiten bis über 2.500 MPa her“, bringt sich Andreas Hagenauer, B.Sc., zuständig für Entwicklung und Engineering im Bereich Prüftechnik und Analytik, ein.
Wie ein Material produziert oder verarbeitet werden kann, ist abhängig von der Gefüge- und Oberflächenstruktur. Eine entsprechende Materialprüfung gibt darüber wichtige Aufschlüsse. Aufschlüsse, die in die Prozess- und Produktoptimierung einfließen oder der Forschung und Entwicklung wertvolle Erkenntnisse liefern. In Linz prüft man je nach Möglichkeit und Wirtschaftlichkeit einerseits direkt und vollautomatisiert auf den Produktionsanlagen und andererseits in einem zentralen, hochautomatisierten Prüflabor.


Andreas Hagenauer
B.Sc, Entwicklung und Engineering, Prüftechnik und Analytik – TS Technischer Service, voestalpine Stahl GmbH
„Wir sind mit der Zusammenarbeit mit Stama und Acors sehr zufrieden. Beide Partner sind von Beginn an unsere Ideen mitgegangen und haben diese höchst professionell umgesetzt – alle vereinbarten Punkte wurden absolut erfüllt. Die MC332 TWIN² läuft im Dauerbetrieb höchst zuverlässig und ermöglicht enorme Taktzeiten.
“
Prüflabor mit höchstem Qualitätsanspruch
Das unabhängige, zentrale Prüflabor der voestalpine Stahl GmbH ist nach ISO 17020 bzw. ISO 17025 akkreditiert und ermittelt hauptsächlich Prüf- und Analysewerte zur Produktfreigabe. „Rein rechtlich wäre eine Akkreditierung gar nicht nötig, aber wir sind davon überzeugt, um einerseits unabhängig und andererseits mit der höchsten Qualitätsstufe prüfen zu können“, begründet Meisinger den hohen Stellenwert des Prüflabors im voestalpine-Konzern.
Insgesamt erwirtschaftet man mit ca. 300 Mitarbeitern einen Umsatz von ca. 35 Mio. Euro und das sehr wirtschaftlich, da man seit über zehn Jahren trotz Inflation die Kosten konstant halten konnte. „Das unterscheidet uns von unseren Marktbegleitern – wir verfügen über den mit Abstand höchsten technischen Grad aller Prüflaboratorien, die es weltweit gibt“, hebt Markus Meisinger hervor. Um diesen technologischen Vorsprung zu halten, hat man in Linz darüber hinaus eine eigene Entwicklungsabteilung für Prüfmethoden und Automatisierung in der Prüftechnik etabliert.
Die Anlage läuft zirka 22 Stunden pro Tag und führt aktuell rund 36.000 Prüfungen durch, wobei die Kapazität sukzessive auf 60.000 Prüfungen pro Tag erhöht wird.

DI (FH) Markus Meisinger
M.Sc., Prozessverantwortung Entwicklung und Engineering, Prüftechnik und Analytik – TS Technischer Service, voestalpine Stah
„Unser neues Kerbfertigungszentrum III ermöglicht uns eine unabhängige, hochautomatisierte, mannarme und sehr schnelle Prüfung unserer mehr als 300 unterschiedlichen Stahlsorten, die wir in Linz herstellen. Zudem sorgt es für einen massiven, technologischen Vorsprung.“
Wichtige Werkstoffprüfung
Eine sehr wichtige Werkstoffprüfung ist die Kerbschlagbiegeprüfung, bei der die Zähigkeit einer Materialprobe bei schlagartiger Beanspruchung und vorhandener Kerbwirkung ermittelt wird. Zur Anwendung gelangt diese Prüfmethode bei allen metallischen Werkstoffen und ist neben der Härteprüfung und der Prüfung der Zugfestigkeit eine der am häufigsten angewandten mechanischen Werkstoffprüfungen. Der Probekörper (die Kerbschlagbiegeprobe) des zu untersuchenden Werkstoffes ist einseitig gekerbt (V- oder U-Kerbe) und wird im temperierten Zustand (bis -180°C bzw. bis +300°C) geprüft.
Um die steigenden Kapazitäten für die Produktion und Prüfung von Kerbschlagproben abdecken zu können, wurde 2013 ein Projekt für ein weiteres Kerbfertigungszentrum gestartet (Anm.: Kerbfertigungszentrum I mit Baujahr 2003 bzw. Kerbfertigungszentrum II mit Baujahr 2013). Im Zuge eines Vorprojektes wurden alle Themenfelder durchleuchtet, um die Werkstoffprüfung zukünftig noch wirtschaftlicher durchführen zu können. Ende 2015 erfolgte der Startschuss für ein neues, hochautomatisiertes Kerbfertigungszentrum, das die Durchlaufzeiten gegenüber der Vorgängeranlagen wesentlich reduzieren und die Probenkapazität deutlich erhöhen sollte. „Ebenso wollten wir Proben von Werkstoffen mit Festigkeiten über 1.200 N/mm² (Anm.: Diese müssen durch Erodieren für die Kerbschlagprüfung vorbereitet werden) zur Vermessung, Signierung und letztlich Prüfung in die Anlage automatisiert einschleusen können.“

Jede Probe wird auf der Stama MC332 TWIN² nach einer definierten Vorlage gefertigt. Es werden immer drei gleiche Rohlinge gleichzeitig bearbeitet und dabei entweder V- oder U-Nuten eingebracht, die als Sollbruchstelle für die anschließende Kerbschlagbiegeprüfung dienen.
Infos zum Anwender
voestalpine ist ein in seinen Geschäftsbereichen weltweit führender Stahl- und Technologiekonzern mit kombinierter Werkstoff- und Verarbeitungskompetenz, fokussiert auf Produkt- und Systemlösungen aus Stahl und anderen Metallen in technologieintensiven Branchen und Nischenbereichen mit höchstem Qualitätsanspruch.
Die voestalpine Stahl GmbH in Linz ist die Leitgesellschaft der Steel Division, der größten der vier voestalpine-Divisionen. Sie ist das internationale Stahlkompetenzzentrum des voestalpine-Konzerns. Im Geschäftsjahr 2018/19 erzielte die Division einen Umsatz von 4,9 Mrd. Euro, ein operatives Ergebnis (EBITDA) von 650 Mio. Euro und beschäftigte weltweit rund 10.877 Mitarbeiter.
Neues Kerbschlagbiegeprobenfertigungs- und Prüfzentrum
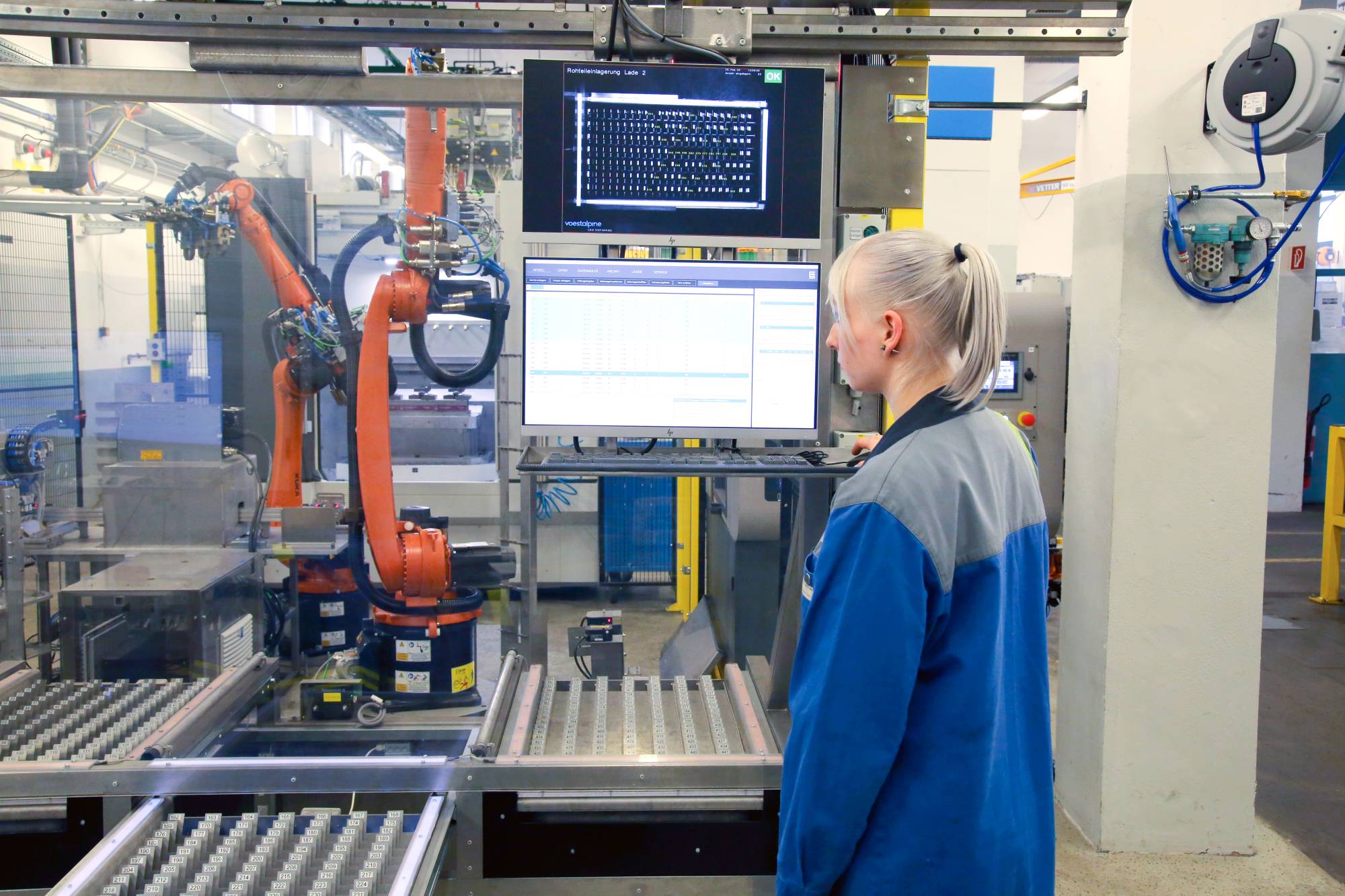
Die neue Anlage ging im Herbst 2019 in Betrieb und besteht aus einem Rohlingsmagazin für 500 Stück (Anm.: Ausgangsrohling 60 x 80 x 15 mm – das entspricht 1.500 Proben mit angenommenen Festigkeiten von 300 bis 1.200 N/mm², die in fünf Klassen unterteilt werden). Zerteilt werden die Rohlinge mit einer ExactCut-Hochleistungskreissägeanlage, anschließend wird vermessen und mit einem DataMatrix-Code signiert. Vier Kuka Roboter mit Greifern von Schunk sorgen für das Handling der Proben. Ein Vierspindel-Bearbeitungszentrum von Stama bearbeitet die Proben in zwei Aufspannungen auf allen Seiten und bringt die V- bzw. U-Kerben ein. Zuletzt werden diese über Förderbänder zu vier Kerbschlagpendelmaschinen (Anm.: sowohl für ISO- als auch ASTM-Norm) geführt. Die Ergebnisse der Prüfungen werden letztlich automatisiert einer Datenbank zur Auswertung übergeben. „Die Anlage läuft gesteuert vom Leitrechner rund um die Uhr, wird aber lediglich von zwei Mitarbeitern zweischichtig (Anm.: 1x Fertigung, 1x Prüfung) bedient“, so Hagenauer weiter.
Zur Orientierung: Von den 240.000 mechanischen Prüfungen pro Monat wird die Hälfte als vollautomatisierte Atline-Prüfung auf den Produktionsanlagen durchgeführt, der Rest kommt ins zentrale, hochautomatisierte Prüflabor. Das neue Kerbfertigungszentrum übernimmt jetzt davon 36.000 Proben in einen hochautomatisierten Prozess – das Ziel sind 60.000 Proben pro Monat. „Daran kann man gut erkennen, welchen Stellenwert die neue Anlage für uns hat“, veranschaulicht der Prüftechnik-Spezialist.

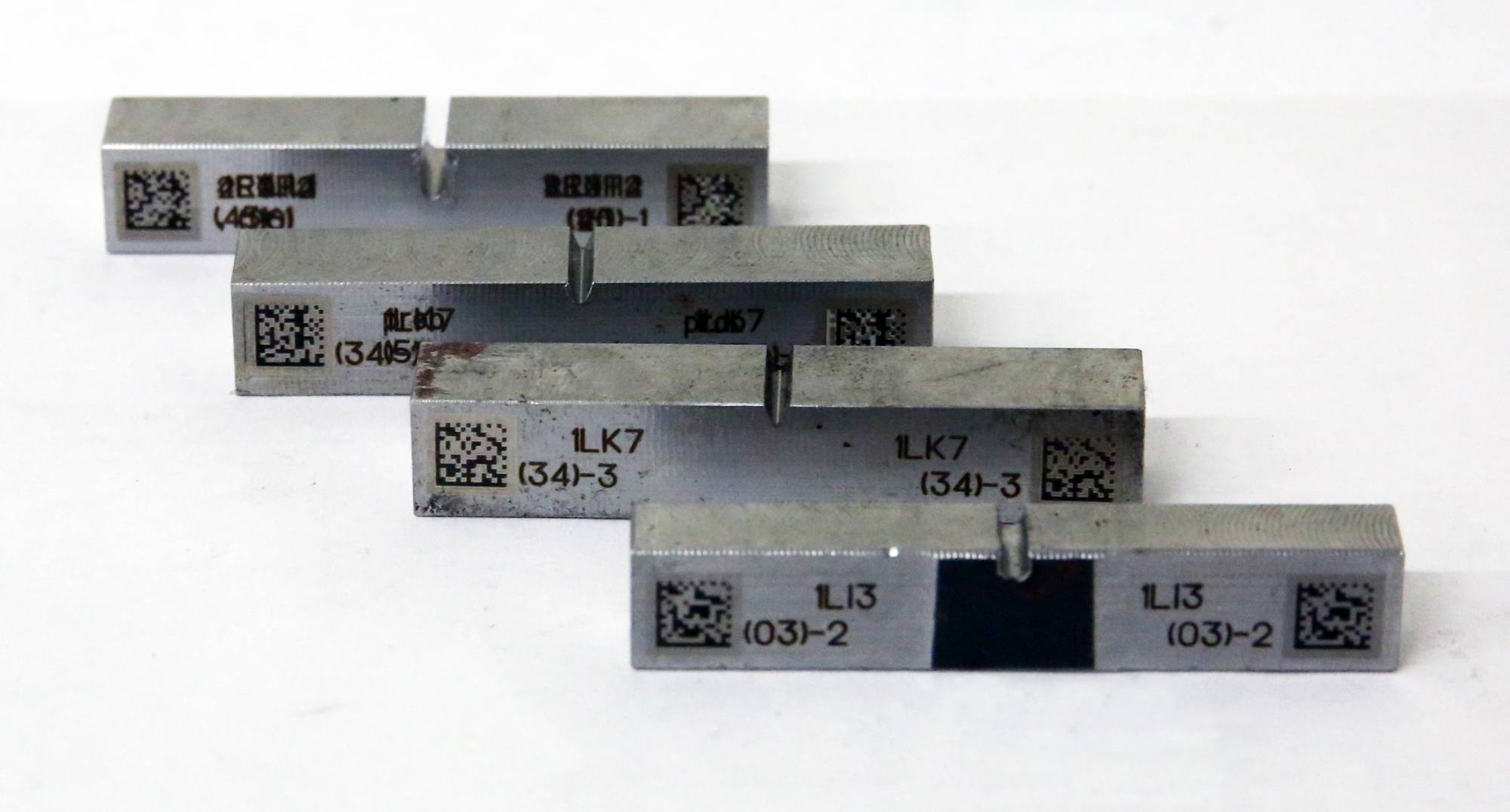
Bei der Kerbschlagbiegeprüfung wird die Zähigkeit einer Materialprobe bei schlagartiger Beanspruchung und vorhandener Kerbwirkung ermittelt. Im Bild rechts sind vier unterschiedliche Probenformen zu sehen.
Stama liefert Turnkey-Anlage
Entscheidend für die Taktzeit der Anlage ist das Bearbeitungszentrum, das die Proben mechanisch im Hundertstel-Bereich bearbeitet und in diese die V- oder U-Kerbe einbringt. Hier suchte man einen neuen Lieferanten, da man zukünftige Automatisierungsprojekte nur mehr mit technisch hochwertigen Maschinen und Komponenten durchführen wollte.
Nach einem Erstgespräch mit Johannes Rothenwänder, Inhaber der österreichischen Stama-Vertretung Acors, sowie einem darauffolgendem Messebesuch auf der EMO in Mailand, war der deutsche Spezialist für kunden- und branchenspezifische Prozesslösungen ein erster Ansprechpartner. „Damals verfolgten wir noch das Konzept des Kerbfertigungszentrums I bzw. II aus den Jahren 2003 bzw. 2013 mit zwei Einspindlern, beladen durch einen Roboter. Bereits in den ersten Gesprächen kam uns die Idee zu einer Mehr- respektive Vierspindel-Lösung“, erinnert sich Hagenauer an die Anfänge. Eigentlich werden nur drei Spindeln für einen Rohling, aus dem ja immer drei gleiche Proben gezogen werden, benötigt. „Extra einen Dreispindler zu bauen, war aus kaufmännischer Sicht aber nicht vertretbar. Deshalb legten wir das Projekt auf einen Vierspindler aus, bei dem eine Spindel als Blindspindel mitläuft und quasi als Ersatz fungiert“, spezifiziert Andreas Hagenauer das Vorgehen.
Natürlich wurden im Zuge eines Lastenheftes noch weitere Maschinenhersteller ins Projekt eingeladen, doch letztendlich hat sich das Projektteam der voestalpine vor allem aufgrund des Know-hows bei der Abwicklung von Turnkey-Projekten sowie dem von Grund auf erkennbaren stabilen Aufbau der Stama-Maschine und der daraus erwartenden hohen Verfügbarkeit im Dauerbetrieb für den deutschen Hersteller entschieden: „Wir haben bewusst eine Turnkey-Anlage inklusive Programmierung, Werkzeugauslegung mit Standardwerkzeugen und Erstausrüstung sowie einem ausgeklügelten Spann- und Greifkonzept geordert“, begründet Hagenauer. „Aufgrund der hohen Komplexität der Prozesse und der enormen Variantenvielfalt unserer Proben (Form, Oberflächengüte, Festigkeit) sprechen wir hier von einer sehr komplexen Gesamtautomatisierung. Stama hat die komplette Strategie zur mechanischen Bearbeitung nach Vorgabe des Lastenhefts perfekt umgesetzt.“
Herzstück: Stama MC332 TWIN²
Als Bearbeitungszentrum wurde eine MC332 TWIN² ausgewählt, die auf die Anforderung der voestalpine ausgelegt wurde. „Ausgehend von der Basismaschine haben wir das Kühlmittel- und Spülsystem, die Messtaster, das Spannsystem mit Auflagenkontrolle, eine Werkzeugbrucherkennung, die Steuerungsausführung der Sinumerik 840 D sl mit Ferndiagnose etc. sowie die Schnittstellen für die Automatisierung für den Fertigungsprozess der Kerbschlagproben optimiert“, bringt sich Peter Rapp, Verkaufsingenieur bei Stama, ein – der auch betont, dass rund 85 Prozent aller von Stama gelieferten Maschinen als Turnkey-Anlage ausgelegt werden.
Stama-Fertigungstechnologien für die Serienfertigung sind bereits seit 1980 erfolgreich im Einsatz. Insbesondere auch die TWIN-Technologie, die für eine hochproduktive, schnell auf verschiedene Varianten umrüstbare sowie flexibel auf Stückzahlschwankungen reagierende Fertigung ausgelegt ist. „Kein anderer Werkzeugmaschinenhersteller weltweit hat eine derart branchenspezifische Erfahrung und Know-how in der doppel- und vierspindeligen Serienfertigung“, bekräftigt Rapp.

Das erfolgreiche Projektteam (v.l.n.r.): Sven Fahrner, Gerald Zeindlinger, Andreas Hagenauer, Markus Meisinger, Sabrina Mayerhofer (alle voestalpine Stahl GmbH), Peter Rapp (Stama) und Johannes Rothenwänder (Acors).
Technologie überzeugt
Die Technologie TWIN² kommt nur in Bearbeitungszentren zum Einsatz, die nach dem Button-up-Prinzip als Doppelspindler entwickelt wurden. Die Zielanwendung der mehrspindligen Bearbeitung definiert die besonderen Grundeigenschaften des Bearbeitungszentrums: hohe thermisch-mechanische Stabilität und Steifigkeit und somit Zuverlässigkeit in der Serienbearbeitung.
Mit einer Leistung von 31 kW, einem Drehmoment von 115 Nm sowie Drehzahlen bis 16.000 min-1 pro Spindel bei Verfahrwegen von (X/Y/Z) 400 x 530 x 450 mm, Eilgängen von 75 m/min und einer Span-zu-Span-Zeit von 3,5 s bietet die MC 332 TWIN² die nötige Performance für eine hochproduktive Serienfertigung. Der 180°-Palettenschwenktisch ist für die hauptzeitparallele Be- und Entladung der Teile ausgelegt. „Eine Besonderheit bei uns ist sicherlich das Teilemanagement inklusive unterschiedlicher Bearbeitung der Proben je nach Werkstoff und Form – geregelt wird das über den Leitrechner, der das entsprechende NC-Programm, in dem alle Fertigungsparameter hinterlegt sind, aufruft“, geht Hagenauer ins Detail. Da auf jeder Probe auch ein DataMatrix-Code angebracht wird, ist eine Verwechslung nicht möglich. In der MC332 TWIN² befinden sich auch drei Renishaw-Messtaster, die die drei jeweils als nächstes zu bearbeitenden Proben vor der Bearbeitung vermessen. Das funktioniert nur aufgrund einer speziellen Programmierung, da die Sinumerik-Steuerung von Siemens lediglich über zwei Messeingänge verfügt.
Auch das Spann- und Greifkonzept wurde aufgrund der Menge an unterschiedlichen Proben speziell abgestimmt. „Die große Schwierigkeit bei uns liegt auch darin, dass wir eigentlich vor der Prüfung nicht exakt wissen, mit was wir es genau zu tun haben. Deshalb haben wir die 16 verschiedenen Probenformen in fünf Festigkeitsklassen unterteilt, was wiederum in Summe 80 verschiedenen Proben entspricht.“ Zur Bearbeitung sind sechs Werkzeuge plus Schwesternwerkzeuge nötig.
Im Jänner 2019 wurde die MC332 TWIN² zunächst als Insellösung in Betrieb genommen, die Automatisierung folgte dann im April und die anschließende Kerbschlagprüfung im Spätsommer 2019 (Anm.: Das Gesamtprojekt wurde mit der Unterstützung von Softwerk, HKE, VS-Integration mit Keyence-Komponenten und Kuka umgesetzt). „Die Stama MC 332 TWIN² liefert einen unglaublichen Output, da mussten wir auch mit der Automatisierung mittels vier Kuka-Robotern nachziehen, um die Taktzeiten halten zu können“, veranschaulicht Hagenauer. Zum Vergleich – die Taktzeiten pro Probe haben sich auf 40 Sekunden reduziert (Anm.: 2003 waren es 240 Sek., 2013 dann 180 Sek.). Die Rüstzeiten konnten aufgrund der Automatisierung auf lediglich fünf Sekunden (von zuvor 50 bzw. 40 Sek.) verkürzt werden. „Bei voller Auslastung der Stama könnten wir rund 90.000 Proben pro Monat bewältigen – wir sind also noch mit entsprechender Reserve ausgestattet.“
Resümee
Seit rund sechs Monaten läuft die Anlage nun in der Vollausbaustufe. „Einige Kinderkrankheiten gibt es noch, beispielsweise im Datenhandling und dem Zusammenspiel zwischen Fertigung und Prüfung. Das ist bei der Größe und Komplexität des Projektes verständlich. Die aktuellen Ergebnisse sind absolut zufriedenstellend – alle vereinbarten Punkte wurden seitens Stama bestens erfüllt. Aktuell sind wir dabei, das CAM-Programm und die eingesetzten Zerspanungswerkzeuge weiter zu optimieren“, fasst Andreas Hagenauer zusammen.
Hervorzuheben seitens des Teams der voestalpine Stahl GmbH ist definitiv die gute Zusammenarbeit mit Stama und deren Vertretung Acors: „In allen Projektphasen wurde hochprofessionell und auf direktem Wege kommuniziert. Auch die Techniker, die bei uns vor Ort im Einsatz waren, waren stets professionell.“ Aufgrund der ausgezeichneten Schulungen und der guten Fernwartungsbetreuung seitens Stama ist auch die Akzeptanz im Team der voestalpine entsprechend gut.
„Mit unserem neuen, hochautomatisierten Kerbfertigungszentrum III haben wir einen großen Vorsprung gegenüber unseren Marktbegleitern. Die Laufzeit ist auf rund 15 Jahre ausgelegt – aufgrund des hohen Outputs und der damit erzielbaren Ergebnisverbesserung gehen wir aktuell von einer Amortisationszeit von lediglich drei Jahren aus“, fasst Markus Meisinger abschließend zusammen. Die Prüfung des Stahls bei der voestalpine erfolgt unabhängig, hochautomatisiert, mannarm und nun noch schneller als zuvor. One step ahead also!
Teilen: · · Zur Merkliste