anwenderreportage
Moldino Tool Engineering ASRM: Standardisierung mit Automatisierung
Mit starkem Partner auf Erfolgskurs: Der Werkzeugbau von Festo Polymer in St. Ingbert zählt zu den modernsten in ganz Europa und wurde 2017 als Werkzeugbau des Jahres ausgezeichnet. Bei EDM, Elektrodenfräsen und Hartbearbeitung setz man bereits konsequent auf Automatisierung. Um den 24/7-Betrieb weiter zu verbessern, wurden gemeinsam mit MMC Hitachi Tool die Fräsprozesse analysiert und optimiert. Mit dem Ergebnis von weniger Werkzeugtypen und höherer Prozesssicherheit.

Werkzeugbau des Jahres: Die komplett klimatisierte Fertigung von Festo Polymer verfügt über Technik vom Feinsten.
Shortcut
Aufgabenstellung: Optimierung der Fräsprozesse.
Lösung: Einschraub-Torusfräser ASRM, EDT-Gewindefräser, Vollhartmetall-Kugelfräser D-EPDB von MMC Hitachi Tool.
Vorteil: Weniger Werkzeugtypen und höhere Prozesssicherheit.
„Für uns war der Umzug an den neuen Standort 2015 die Gelegenheit, bisherige Abläufe zu überdenken und – wo es sinnvoll ist – in neue Technologien zu investieren”, unterstreicht Jörg Weber, Fertigungsleiter bei Festo Polymer. „In diesem Zuge haben wir den Werkzeugbau konsequent automatisiert und uns auf die Kernkompetenzen fokussiert.“ Bearbeitet werden deshalb ausschließlich formgebende Teile, Grafit oder hochpräzise Stahlteile beim Hartfräsen. Einen hohes technisches Niveau hat sich Festo im Laufe der Jahre auch im Fräsen erarbeitet. Auf dem Erreichten will man sich aber nicht ausruhen, sondern weiterhin kontinuierlich besser werden, vor allem was Maßhaltigkeit, Laufzeiten der Werkzeuge und Prozesssicherheit betreffen. „Dies ist quasi ein evolutionärer Prozess, der über diverse Stellschrauben verfügt", so Weber weiter. So sollten die Fräsprozesse für die Automatisierung standardisiert werden. Zudem gab es bei Festo den Wunsch, insbesondere die am häufigsten vorkommenden Bearbeitungsaufgaben auf den Prüfstand zu stellen, um diese hinsichtlich Werkzeugauswahl, Frässtrategien und Schnittdaten zu optimieren und reproduzierbar zu machen.

Fräser von MMC Hitachi Tool warten in der Fertigungszelle auf ihren Einsatz.

Jörg Weber
Fertigungsleiter bei Festo Polymer
„Gemeinsam mit MMC Hitachi Tool konnten wir die Fräsprozesse stark verbessern und die verwendeten Werkzeugtypen verringern, was sehr relevant für die Automatisierung und die hierfür zwingend notwendige Standardisierung der Prozesse ist.“
Optimierung der Hartbearbeitung
Deshalb wurde im Mai 2014 beschlossen, die Partnerschaft mit MMC Hitachi Tool zu forcieren. Im ersten Schritt ging es um das Optimieren der Hartbearbeitung. Zusammen mit dem Prozessoptimierer Stanislav Pupak-Martin des japanischen Werkzeugherstellers wurden über einen längeren Zeitraum hinweg diverse Tests mit unterschiedlichen Werkstücken und verschiedenen MMC Hitachi Tool-Werkzeugen gefahren – vom Schruppen und Tauchfräsen bis hin zum Fertigschlichten sowie dem Gewindefräsen. Bearbeitet wurden Werkstoffe wie der bei Festo häufig verwendete X38CrMoV5-1 (1.2343), zudem X42Cr13 (1.2083), X45NiCrMo4 (1.2767) oder Böhler-Stähle wie der M390, meist in Härten bis zu 54 HRC, aber auch – wie beim Gewindefräsen in den Böhler K390 – schon mal bis zu 64 HRC.
Bei den diversen Bearbeitungsaufgaben wurden sowohl verschiedene Frässtrategien, Schnittwerte als auch unterschiedliche MMC Hitachi Tool-Fräsertypen miteinander verglichen. Zum Beispiel beim Schruppen eines Formeinsatzes aus 1.2343 mit Z-konstant: Den zunächst verwendeten 20-Millimeter-Torusfräser mit Wendeplatten ersetzte der Prozessoptimierer durch den Einschraub-Torusfräser ASRM Pico Maxi (Wendeplatten JS 4060). Der ASRM zeigte mit 150 Minuten wesentlich mehr Performance, obwohl aufgrund der Maschinensituation die Tiefenzustellung um die Hälfte auf 0,3 Millimeter reduziert werden musste. Im Rahmen der Optimierungsarbeiten wurden auch die EDT-Gewindefräser bei Festo in den Fertigungsprozess implementiert. Diese Werkzeuge können Gewinde fräsen, die sonst häufig senkerodiert werden, direkt – ohne vorzubohren – auch in superharte Stähle.
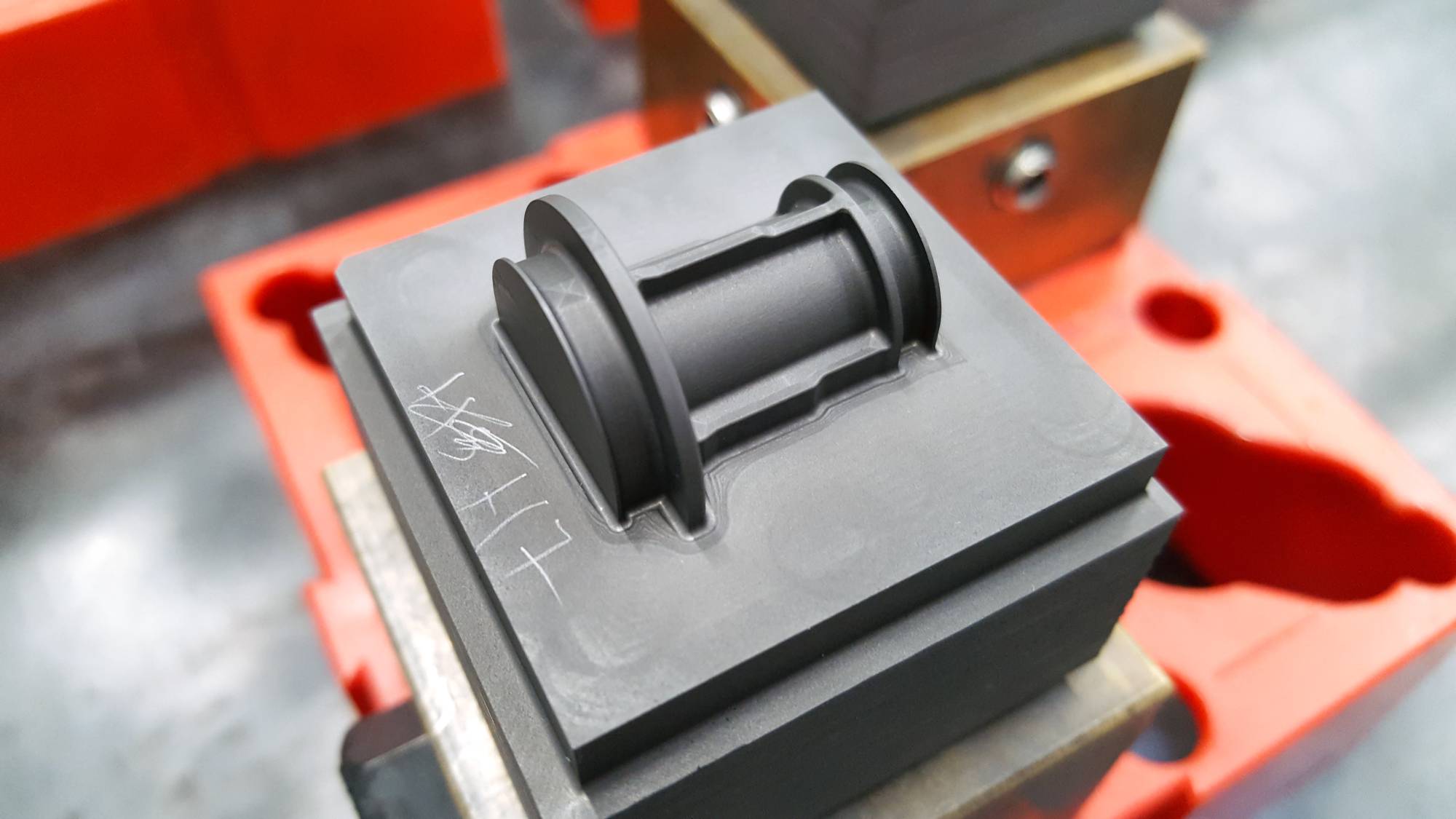
Kein Fräserverschleiß erkennbar: Das Bild zeigt die siebte Elektrode, die mit dem D-EPDB von MMC Hitachi Tool im Rahmen des Vergleichstests komplett geschruppt und geschlichtet wurde. Der 1-Millimeter-Kugelfräser wäre noch für viele weitere Elektroden einsetzbar gewesen.
Mit dem D-EPDB wurde gegenüber den beiden Wettbewerbskandidaten mit 3,2 Metern pro Minute eine mehr als zweieinhalb-fache Vorschubgeschwindigkeit gefahren.

Infos zum Anwender
Festo Polymer ist eine 2014 ausgegründete Tochtergesellschaft der Festo AG & Co. KG, die am Standort St. Ingbert (D) alle Kompetenzen rund um die Polymer- und Elastomerverarbeitung zusammenfasst. Technologie, Werkzeugbau und Fertigung, Digitalisierung, Simulationen und vernetzte Anlagen erfüllen die Anforderungen an eine Produktion, die der sogenannten Industrie 4.0 gerecht wird. Der hochtechnisierte Werkzeugbau von Festo Polymer zählt zu den modernsten seiner Art und wurde 2017 als Werkzeugbau des Jahres ausgezeichnet.
Production 50 beim Grafitfräsen
Angespornt von den signifikanten Verbesserungen bei der Hartbearbeitung sollte ein weiteres Projekt zeigen, dass sich die guten Erfahrungen, die man mit MMC Hitachi Tool gemacht hatte, auf das Grafitfräsen übertragen lassen. Hier wurde ähnlich vorgegangen wie beim Stahl – zunächst wurde der Prozess genau betrachtet und analysiert: Zum Beispiel, wie werden die Elektroden programmiert? Das ist zum Teil über ein bis zwei Tage hinweg gemacht worden, oft zusammen mit mehreren Mitarbeitern. Hier gab es zwischendurch immer wieder kleinere Workshops, wo die neuen Parameter erläutert und diskutiert worden sind. Auf diese Weise wurden gemeinsam neue Frässtrategien und Schnittwerte wie Vorschub, Drehzahl oder Zustellung festgelegt, die sozusagen maßgeschneidert für das automatische Grafitfräsen im Festo-Werkzeugbau waren. Dabei hatte die Prozesssicherheit stets oberste Priorität. Die neuen Werte wurden dann in die Werkzeugdatenbank von VISI CAM eingetragen.
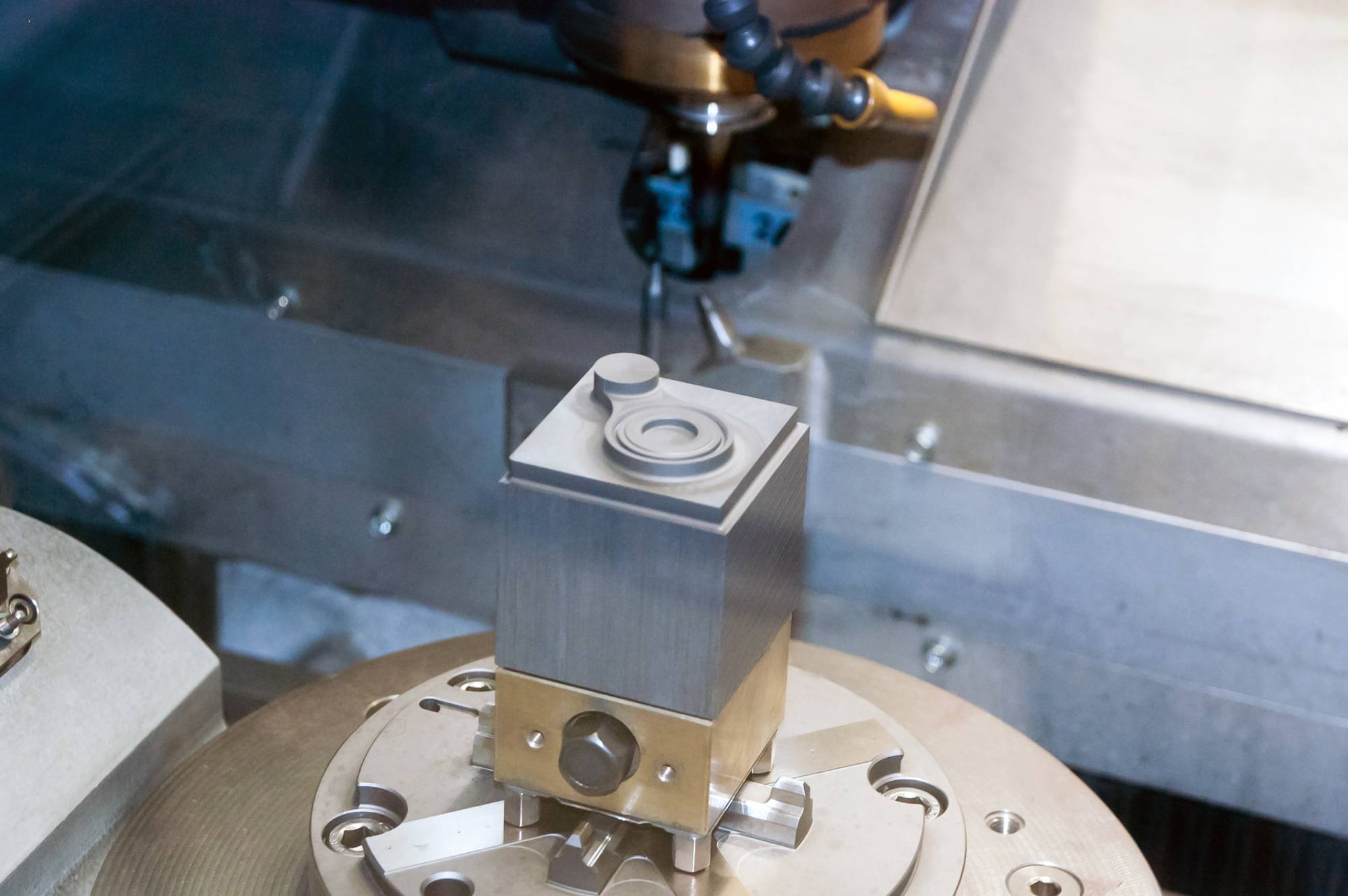
Ein spezielles Testfräsen, wie Festo bisher die Elektroden bearbeitet hatte, sollte Ergebnisse aufzeigen. Dabei mussten sieben Elektroden für den Formeinsatz eines Pneumatikkolbens mit einem 1-Millimeter-Kugelfräser komplett bearbeitet werden. Der Prozessoptimierer ging hierbei nach dem Optimierungskonzept Production 50 vor, das von MMC Hitachi Tool speziell für den Fräsbereich entwickelt wurde. Bei dem MMC Hitachi Tool-Werkzeug handelte es sich um den diamantbeschichteten Vollhartmetall-Kugelfräser D-EPDB-2010-5, der über zwei Schneiden verfügt. Während die beiden Vergleichswerkzeuge jeweils eins nur zum Schruppen von Restmaterial sowie das Zweite zum Schlichten verwendet wurden, kam der D-EPDB beim Schruppen und Schlichten zum Einsatz.

Der hochtechnisierte Werkzeugbau von FestoPolymer zählt zu den modernsten seiner Art.


Rund 30 Prozent schneller
Bei allen Werkzeugen waren die Bearbeitungsparameter bis auf den Vorschub und leicht unterschiedliche Zustellwerte weitgehend gleich. Mit dem D-EPDB wurde gegenüber den beiden Wettbewerbskandidaten mit 3,2 Metern pro Minute eine mehr als zweieinhalb-fache Vorschubgeschwindigkeit gefahren. Beim Schruppen des Restmaterials hat dies durch die leicht unterschiedliche Seiten- und Tiefenzustellung zeitlich keine Vorteile gebracht. Aber beim Schlichten ist Festo rund 30 Prozent schneller geworden. „Gemeinsam mit MMC Hitachi Tool konnten wir die Fräsprozesse stark verbessern und die verwendeten Werkzeugtypen verringern, was sehr relevant für die Automatisierung und die hierfür zwingend notwendige Standardisierung der Prozesse ist“, zeigt sich Jörg Weber mit den Ergebnissen zufrieden. „Mit Blick auf die Automatisierung ist zudem wichtig, dass wir bei der Prozesssicherheit nochmal ein gutes Stück vorangekommen sind.“
Teilen: · · Zur Merkliste