Walter TC430: Werkzeugkosten pro Bauteil senken
Anwendungslösungen für die Automobilindustrie: Die Kosten pro Bauteil sind das Maß, an dem die Effizienz eines Prozesses in der Automotive-Industrie gemessen wird. Die eingesetzten Werkzeuge stellen dabei einen nicht unerheblichen Kostenfaktor dar. Das gilt besonders für Vollhartmetallwerkzeuge (Round Tools) zum Bohren, Fräsen und Gewinden. Sie machen nach Schätzungen des Werkzeugspezialisten Walter rund die Hälfte der zerspanenden Anwendungen in der Automobilindustrie aus. Je nach Besonderheiten der Bauteile können Bohr- und Gewindearbeiten mit Round Tools rund 15 bis 50 Prozent der Gesamtkosten pro Bauteil beeinflussen.
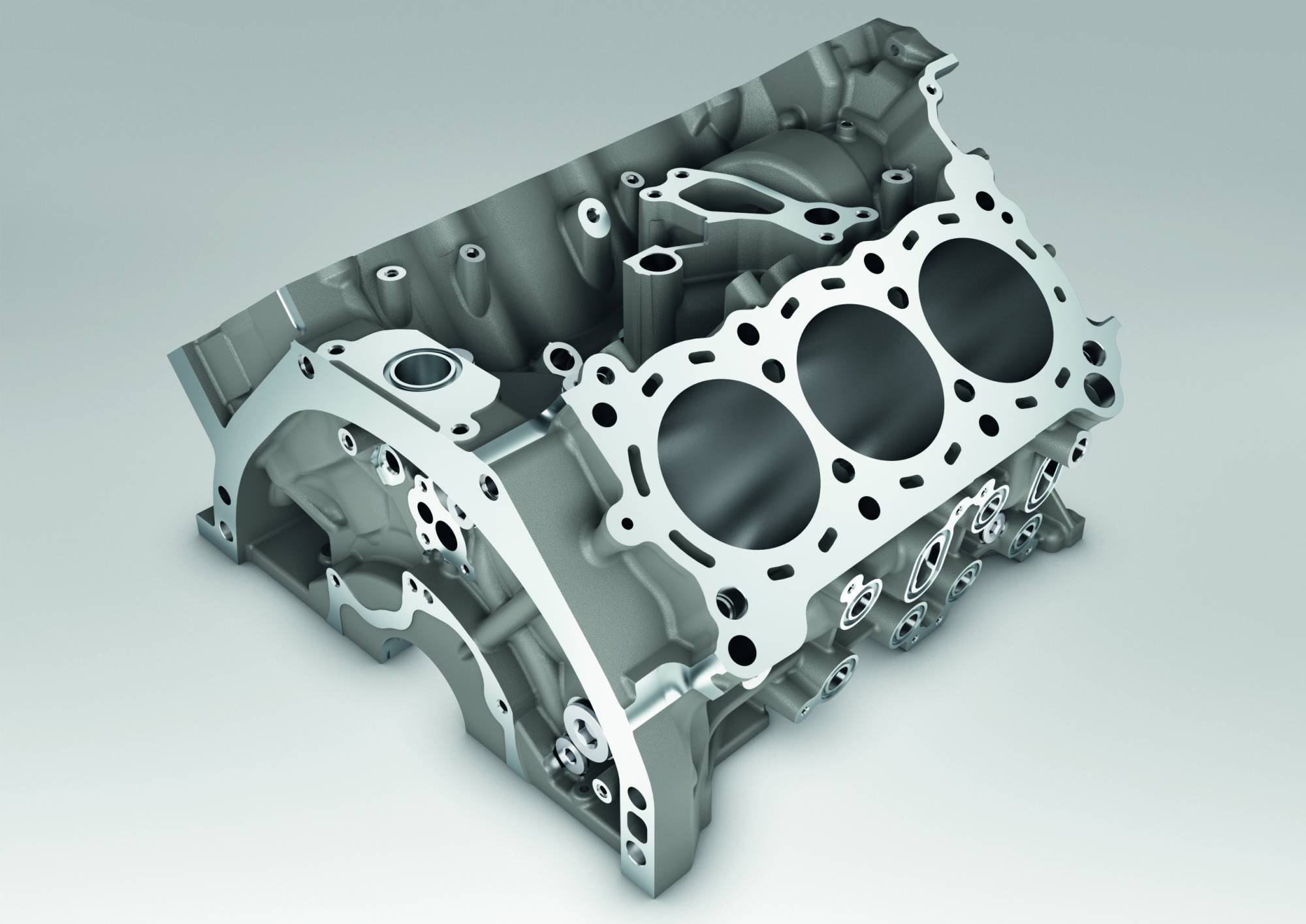
Eine typische Aufgabe für Serienfertiger: viele gleiche oder tiefe Bohrungen in ein Werkstück aus Aluminiumlegierung einbringen, zum Beispiel am Zylinderkopf.

Gerardo Campitiello
Component Manager Transportation bei Walter
„Die Walter Engineering Kompetenz geht weit über das einzelne Zerspanungswerkzeug hinaus. Im Fokus stehen die gesamte Zerspanungsstrategie und die Bearbeitungsprozesse beim Kunden.“
Der durch schärfere Umweltvorschriften beschleunigte Wechsel vom Verbrennungsmotor hin zu elektrischen oder anderen alternativen Antrieben betrifft alle Bereiche der Automotive-Industrie – bis auf Details in den Produktionsprozessen. Walter begleitet die Veränderungen in der Branche von Beginn an aktiv: Das Unternehmen bietet Automobilherstellern und -zulieferern weltweit ein umfassendes Portfolio an Werkzeugen und Services, das kontinuierlich um innovative neue Lösungen erweitert wird. Die Walter Automotive-Experten haben dabei nicht nur die wachsende Anzahl neuer Materialien im Blick. Auch für bereits etablierte Prozesse werden, meist nach kundenspezifischen Anforderungen, bisherige Werkzeuglösungen optimiert oder auf der Basis neuer Technologien alternative Lösungen entwickelt.
Bereits heute nehmen Leichtbaumaterialien einen erheblichen Anteil in der Automobilproduktion ein. So liegt der Anteil von Aluminium-Motorblöcken bereits bei um die 70 %– ein Bereich, der bis vor Kurzem noch klassischen Werkstoffen wie Grauguss und Stahl vorbehalten war. Aluminiumlegierungen sind schon heute auch bevorzugte Werkstoffe für Getriebe- oder Ölpumpengehäuse, für Fahrwerkselemente und in Strukturbauteilen. Mit dem Trend zu E-Antrieben wird ihr Anteil noch zunehmen.

Aufgrund der speziellen Schneidengeometrie mit Ausspitzung und scharfen Schneidkanten sowie polierten Spannuten lässt sich mit DC166-Bohrern eine höhere Vorschubgeschwindigkeit fahren.
Kostenreduktion aus der ganzheitlichen Perspektive
Schwieriges Zerspanungsverhalten, besonders auch bei neuen Werkstoffen oder anspruchsvollen Bauteilgeometrien mit vielen Kavitäten, erhöht die Komplexität der Bearbeitungsprozesse, und das bei hohem Kostendruck. Hier setzen die Walter-Zerspanungsexperten an: „Als Premiumhersteller mit 100 Jahren Erfahrung bieten wir mit einem Standardsortiment von über 25.000 Produkten allein im Vollhartmetall-Segment für viele Anwendungssituationen bereits sehr gute bis optimale Lösungen. Die Walter Engineering Kompetenz geht aber weit über das einzelne Zerspanungswerkzeug hinaus. Im Fokus steht immer der gesamte Bearbeitungsprozess beim Kunden. Werden unsere Experten früh in die Erarbeitung von Produktions- und Werkzeugmanagement-Prozessen einbezogen, ergeben sich oft Effizienzgewinne, die über das Zerspanungswerkzeug selbst hinausgehen. Anforderungen wie die Sicherstellung mannloser Produktionsprozesse, über alle Produktionsstätten eines Unternehmens hinweg reproduzierbare Prozesssicherheit und -qualität oder die ständige Verfügbarkeit der Werkzeuge, lassen sich nur in der ganzheitlichen Betrachtung umsetzen. Die Wahl der geeigneten Werkzeuge aus dem Walter Standard oder die Entwicklung eines Sonderwerkzeuges nach prozessspezifischen Vorgaben ergibt sich dann aus der Gesamtbetrachtung“, beschreibt Gerardo Campitiello, Component Manager Transportation bei Walter, das ideale Vorgehen.

Der für Grund- und Durchgangsgewinde geeignete Gewindeformer TC430 verdankt seine Standzeitvorteile einem neuen Substrat, seiner Geometrie mit mehr Polygonen sowie einer neuartigen Vor- und Nachbehandlung.
Sonderwerkzeug in kurzer Zeit
Was in der Beschreibung zeitaufwändig klingt, verläuft in der Praxis in sehr engen Zeitkorridoren der Automobilindustrie. Prozesse und Strukturen bei Walter selbst sind entsprechend aufgestellt: Werkzeuge aus dem Standardsortiment sind innerhalb von 24 Stunden beim Kunden. Der Sonderwerkzeugservice Walter Xpress liefert Werkzeuge, die nach Kundenspezifika entwickelt und gefertigt werden, üblicherweise in zwei bis vier Wochen. Die Basis ist ein automatisierter 3D-Prozess, der sich flexibel an das jeweilige Projekt anpassen lässt. Eine eigene Abteilung (Business Applications Development) verbessert mit dem Blick auf die Trends im Markt kontinuierlich vorhandene Anwendungslösungen und entwickelt ganz neue Ansätze. Hier sind Ingenieure als Component Manager für einzelne Bauteile wie Motorblock, Gehäuse, E-Achs-Antrieb, Turbinengehäuse oder Kurbelwelle verantwortlich. Trends im Markt und in der technologischen Entwicklung haben sie frühzeitig im Blick und steuern die Produktentwicklung entsprechend. Praxisnah getestet werden können die neuen Walter-Lösungen dann im Technology Center in Tübingen: Aktuelle Visualisierungs- und Simulationstechnologien ergänzen hier den Testlauf auf den Maschinen.
„Für Walter-Kunden auf allen Ebenen der Automotive-Industrie heißt das: Sie profitieren vom umfangreichen technischen Know-how eines innovativen Anbieters, der sich weltweit engagiert und außerdem in die relevante Grundlagenforschung eingebunden ist“, veranschaulicht Campitiello. Das Unternehmen investiert erheblich in eigene Forschungs- und Entwicklungsprojekte bis hin zum Aufbau von Fertigungskompetenz in Bereichen, die bei Mitbewerbern oft an Dritte ausgelagert werden. So verfügt Walter als einer der wenigen Anbieter am Markt über eine eigene Beschichtungsabteilung.
Der Walter Gewindeformer TC 430 ermöglicht ausreißfestere Gewinde bei dynamischer Krafteinwirkung.
Mehr Produktivität beim Bohren
Viele gleiche oder tiefe Bohrungen in ein Werkstück aus Aluminiumlegierung einzubringen, zum Beispiel am Zylinderkopf, ist eine typische Aufgabe für Serienfertiger. „Walter bietet mit dem VHM-Bohrer DC166 ein Werkzeug, das die Produktivität im Vergleich zu bisher üblichen Bohrern bis zu 30 % steigert“, so Campitiello. Aufgrund der speziellen Schneidengeometrie mit Ausspitzung und scharfen Schneidkanten sowie polierten Spannuten lässt sich mit DC166-Bohrern eine höhere Vorschubgeschwindigkeit erzielen. Für 16 Löcher mit jeweils 60 mm Tiefe, eingebracht in einen Zylinderkopf aus AlSi10MgCu, konnte ein Kunde die Bearbeitungszeit halbieren. Ein Bohrer schafft 2.000 Werkstücke, eine Verdopplung gegenüber dem vorher üblichen Prozess. Das innengekühlte Sonderwerkzeug ist optimiert für Minimalmengenschmierung (MMS) oder Kühlung mit Emulsion.


Neben digitalen Visualisierungs- und Simulationsmöglichkeiten lassen sich im Walter Technology Center neue Lösungen auch auf der Maschine testen.
Prozesssicherheit beim Gewindeformen
Beim Gewindeformen in ISO P-Werkstoffen kommt es vor allem auf die Bruchsicherheit der eingesetzten Former an. Mit dem TC430 hat Walter bereits ein Modell im Angebot, das sich durch seine hohen Standzeiten auszeichnet. Der für Grund- und Durchgangsgewinde geeignete Gewindeformer TC430 verdankt seine Standzeitvorteile einem neuen Substrat, seiner Geometrie mit mehr Polygonen sowie einer neuartigen Vor- und Nachbehandlung. Sie bewirkt, dass der TC430 Supreme trotz mehr Polygonen das Drehmoment um rund 30 % reduziert. Dadurch ist der Gewindeformer auch für den Einsatz auf Maschinen mit geringerer Leistungsaufnahme sehr gut geeignet.
Für Anfang 2020 plant Walter die Markteinführung eines weiteren Hartmetall-Gewindeformers für ISO-P-Werkstoffe. „In den aktuellen Feldtests hat das neue Werkzeug bereits seine herausragenden Eigenschaften bewiesen. Konzipiert für Grund- und Durchgangslöcher bis max. 3,5xDN, erzielt er die doppelte Standzeit gegenüber vergleichbaren Formern. Die Leistungsaufnahme an der Spindel konnte um über 30 % reduziert werden“, schildert Campitiello abschließend.
Teilen: · · Zur Merkliste