anwenderreportage
SWT 6K6V160R00: CNC-Bearbeitung aus einem Guss
Um sowohl in der Gussteilbearbeitung als auch in der Lohnfertigung effizient arbeiten zu können, setzt die Mettec GmbH auf ein einheitliches, durchgängiges Werkzeugkonzept. Als langjähriger Lieferant versorgt die SWT Schlager Werkzeugtechnik GmbH das Unternehmen dazu mit fast allem, was das Zerspanerherz begehrt. Autor: Georg Schöpf / x-technik

Qualitätssicherung hat bei Mettec einen hohen Stellenwert und wird als Grundlage für langfristigen Erfolg gesehen.

Michael Schneider
Geschäftsführer der Mettec CNC-Metallbearbeitung und Gussteilefertigung GmbH
„Für uns steht Qualität an oberster Stelle. Auch bei Maschinen und Werkzeugen ist uns das wichtig, um langfristig wirtschaftlich arbeiten zu können.“
Im letzten Jahr feierte die Mettec CNC-Metallbearbeitung und Gussteilefertigung GmbH, im oberösterreichischen Buchkirchen bei Wels, ihr zehnjähriges Bestehen. „Begonnen hat alles als Ein-Mann-Betrieb. Mittlerweile beschäftigen wir 70 Mitarbeiter“, beschreibt Michael Schneider, Gründer und Geschäftsführer von Mettec, die steile Entwicklung seines Unternehmens.
In enger Zusammenarbeit mit der Schwesterfirma Mettec Guss Metallgießerei und Formenbau GmbH in Wels hat sich das Unternehmen zum Spezialisten in der Gussteileherstellung und -bearbeitung entwickelt. Dabei stehen Aluminium- und Rotgussteile im Fokus, wobei auch die Bearbeitung von Schmiedeteilen immer mehr an Bedeutung gewinnt. Darüber hinaus wird aber auch auf 40 modernen Maschinen konventionelle CNC Dreh- und Fräsbearbeitung für Präzisionsteile aus Metall und Kunststoff geboten. „Dabei beschränkt sich unser Angebot aber nicht nur auf die Herstellung der Teile. Als Systemlieferant in der Fahrzeug-, Elektro- und Maschinenbauindustrie sind wir in der Lage, Komplettbaugruppen inklusive der erforderlichen Messtechnik und Qualitätssicherung anzubieten“, erläutert Schneider weiter.
„In der Drehbearbeitung können wir Werkstückgrößen bis 600 mm Durchmesser und 1.200 mm Drehlänge bearbeiten. In der Fräsbearbeitung ist erst bei 3.000 mm in X-Richtung Schluss. Wir beliefern unsere Kunden in Losgrößen von zehn bis 5.000 Stück, wobei bei einzelnen Wiederholteilen bis zu 100.000 Stück im Jahr möglich sind“, definiert der Geschäftsführer gängige Auftragsumfänge. Da das Unternehmen für derartige Wiederholteile im hauseigenen Vorrichtungsbau Spannelemente und Trägerkomponenten selbst herstellen kann, sind extrem kurze Durchlaufzeiten von vier bis fünf Wochen realisierbar – oft sogar noch beträchtlich kürzer.


Werner Gramelt
Vertriebstechniker SWT GmbH
„Durch ein durchgängiges und einfaches Werkzeugkonzept können wir mit einer überschaubaren Anzahl an Fräsern und Schneidplatten einen Großteil der anfallenden Fräsoperationen bewältigen. Das schafft Prozesssicherheit und spart Werkzeugnebenkosten.“
Hohe Fertigungstiefe
Speziell in der Gussteilbearbeitung kann Mettec seinen Kunden eine hohe Fertigungstiefe bieten. „Von der Gussteilkonzeption, über die Formherstellung, das CNC-Finish bis hin zur Laserbeschriftung bekommt unser Kunde alles aus einer Hand. Dabei sind im Sandguss Teile bis 400 kg realisierbar“, erklärt Schneider.
Qualität steht dabei für den engagierten Unternehmer, der gerne selbst in der Fertigung mitarbeitet, „um dran zu bleiben“, wie er selbst sagt, an oberster Stelle. „Neben hochgenauer Fertigung bieten wir unseren Kunden auch Sonderleistungen, wie metallurgische Untersuchungen und Oberflächenvergütung“, stellt er seinen Anspruch klar und ergänzt: „Als besonderes Zuckerl bieten wir die Möglichkeit, Gussteile durch mogolisieren abzudichten. Dabei werden die Werkstücke durch ein besonderes Verfahren mit einem Harz infiltriert und somit 100 %ig dicht.“
Dabei vergisst er aber nicht hervorzuheben, dass er auch bei den Lieferanten auf hohe Qualität setzt. Sowohl was das Material anbelangt als auch die Beratungsleistung. Dass Kontinuität dabei eine wichtige Rolle spielt, ist beispielsweise daran zu erkennen, dass das Unternehmen seit Beginn einen großen Teil der benötigten Präzisionswerkzeuge über die SWT Schlager Werkzeugtechnik GmbH aus Steyr bezieht.

Fachlicher Austausch ist seit jeher Grundlage für die gute Zusammenarbeit zwischen SWT und Mettec. v.l.n.r. Florian Jäger, Facharbeiter Fräsen bei Mettec, Michael Schneider, Geschäftsführer von Mettec, Werner Gramelt, Vertriebstechniker bei SWT.
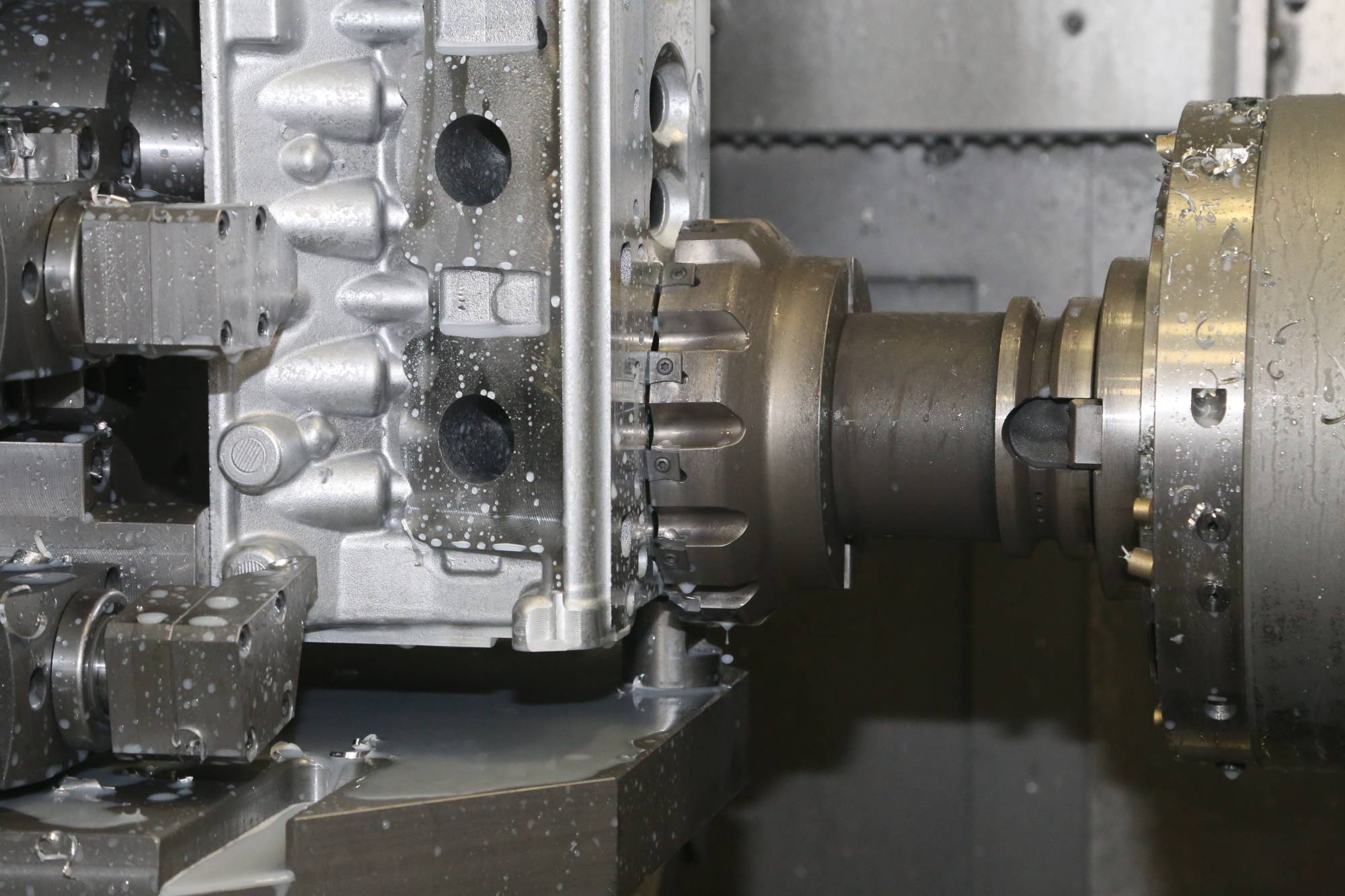
Beim Planfräsen ermöglicht der V-MAX Typ 6K6V160R00 mit 160 mm Durchmesser die Bearbeitung der Auflagefläche eines Zylinderkopfes in nur einem Arbeitsgang.


Infos zum Anwender
Die Mettec CNC-Metallbearbeitung und Gussteilefertigung GmbH im oberösterreichischen Buchkirchen bei Wels ist Spezialist für Gussteilbearbeitung und CNC Dreh- und Frästeile. Auf 40 modernen Fräs- und Drehbearbeitungszentren stellen 70 bestens ausgebildete Mitarbeiter im 3-Schicht-Betrieb komplexe Serienteile in Losgrößen von 10 bis 50.000 Stück her.
Überschaubar und universell
„Das verwendete Sortiment umfasst dabei Fräser aus den Serien Hi Pos Trio, Di FEED Deka, Hi QUAD und Hi FEED Mini von Ingersoll. Im Bereich der Aluminiumanwendungen kommen im Wesentlichen die THES-Platten, in der Ingersoll 10K Sorte, und im Stahlbereich die THLS-Platten, in der Ingersoll 2505 Sorte, zur Anwendung. Im Zirkularfräsen wird das Konzept um die Sim Mill Serie von Simtec ergänzt“, umreißt Werner Gramelt, Anwendungstechniker bei SWT das eingesetzte Fräserspektrum.
„Die Di FEED Deka und Hi QUAD Fräser haben sich, zusammen mit PNCT und SDMS-Platten in 2505 Qualität beim Hochvorschubfräsen, bestens bewährt. In diesem Bereich darf natürlich der Hi Feed Mini mit UNLU MOTR-Platten in 2505 Qualität als Arbeitstier im Bereich bis 50 mm Durchmesser nicht fehlen“, ergänzt er.
Dass für die umfangreichen Fräsoperationen ein recht überschaubares Sortiment an Fräskörpern und Schneidplatten genügt, erklärt Gramelt mit dem Bestreben, die Variantenvielfalt bewusst niedrig zu halten, denn: „Hält man die Varianz niedrig, wissen die Mitarbeiter im Unternehmen schnell, was sie den einzelnen Werkzeugen zumuten können. Das führt zu einer hohen Prozesssicherheit bei niedrigen Werkzeugnebenkosten“, verrät er wissend.

Im hauseigenen Vorrichtungsbau entstehen Aufspannvorrichtungen, die speziell bei Wiederholteilen die Rüstzeiten minimieren, und damit Durchlaufzeiten beschleunigen.
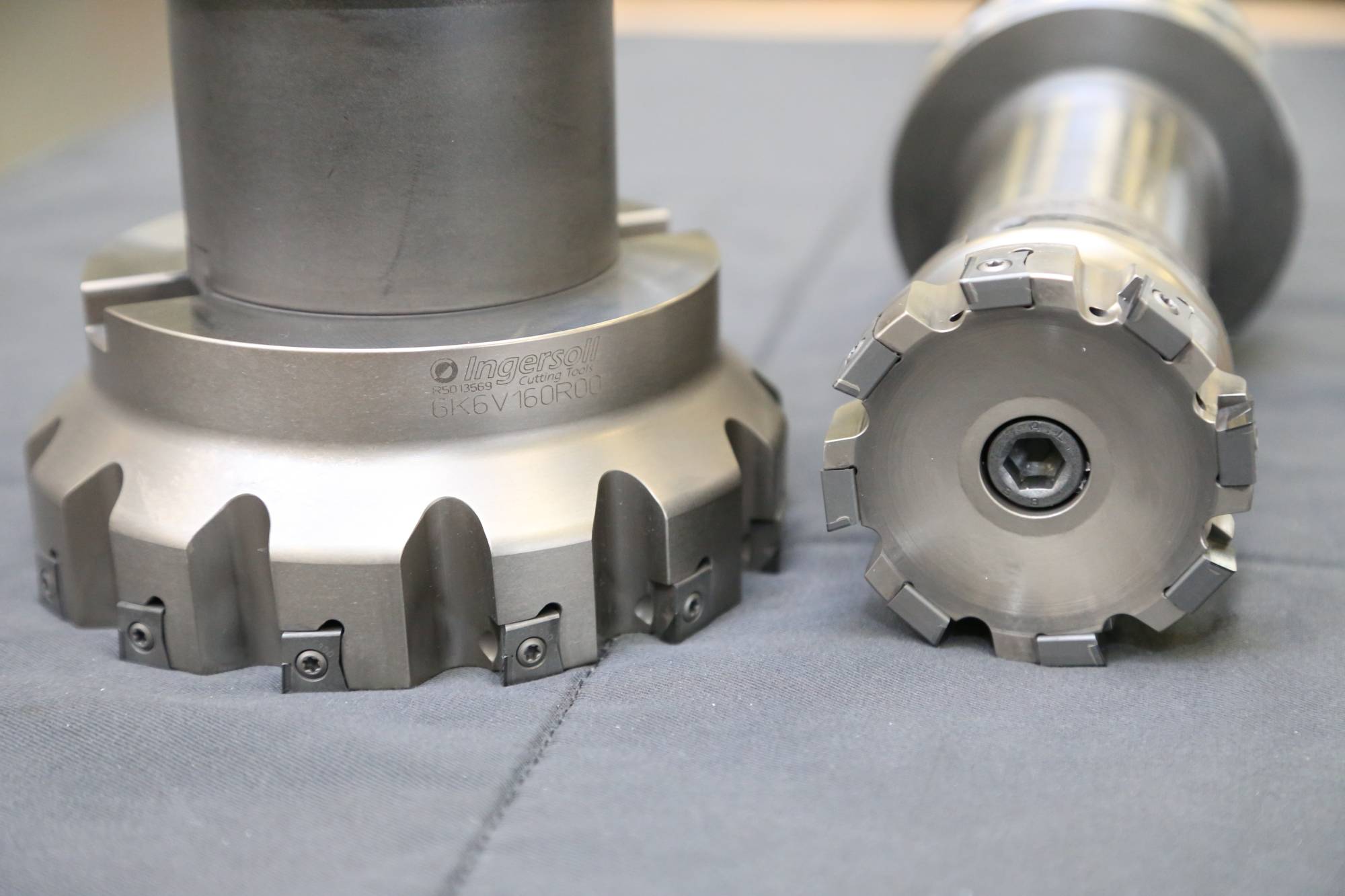
Die beiden 6K6V Fräsköpfe der V-MAX Line von Ingersoll zeichnen sich durch hohe Laufruhe auch bei stark unterbrochenen Schnitten aus. Die PKD-Schneidplatten sorgen für optimale Schnittergebnisse bei der Aluminiumbearbeitung.
Ein Projekt, zwei Fräser
Ein ganz besonderes Anforderungsprofil entstand bei der Fertigung von BMW Zylinderköpfen. „Ziel war es, die Anzahl der Bearbeitungsschritte beim Besäumen und Planen der Blöcke weitgehend zu reduzieren“, beschreibt Schneider sein Ansinnen.
Bei diesem Projekt konnte der findige Gussteilexperte die Möglichkeiten des hauseigenen Vorrichtungsbaus voll ausschöpfen. Zunächst wurden die Zylinderköpfe mit handelsüblichen Spannelementen gerüstet. Schnell wurde klar, dass die Rüstzeiten mit den Bearbeitungszyklen nicht mithalten konnten. Es wurde daher ein proprietäres Spannkonzept entwickelt, das einerseits mittels hydraulischen Klemmen ein schnelles Rüsten und Beschicken der Maschine erlaubt und andererseits genug Freiraum bietet, dass sämtliche Fräsvorgänge in nur einer Aufspannung erfolgen können.
In der Zylinderkopf und Motorblockbearbeitung haben sich 1-D-einstellbare Eck- und Planfräser in Verbindung mit PKD Schneidplatten vielfach bewährt. Speziell die geschliffenen und polierten PKD-Schneiden auf Hartmetallgrundkörpern bieten ein Schnittverhalten, das eine Reduktion von Bearbeitungsschritten bei gleichbleibend hoher Oberflächengüte erlaubt. Generell eignen sich die Ingersoll PKD-Platten in IN90D Qualität mit geschliffenen Schneidkanten besonders für die effiziente Bearbeitung von Aluminiumwerkstoffen. „Mit Hilfe von nur zwei V-MAX Fräserkörpern konnten wir sämtliche anfallenden Aufgaben abdecken“, freut sich Gramelt und er erklärt weiter: „Beide Fräskörper zählen zur MAX-line Serie. Den größeren, Typ 6K6V160R00 mit 160 mm Durchmesser, verwendet Mettec durch die Ausstattung mit 13 Schneidplatten Typ NYE324R00 als Planfräser. Aufgrund der hohen Anzahl an Schneiden ist eine verkürzte PKD Schneide mit einer ap von 6 mm völlig ausreichend. Durch den großen Durchmesser und die hervorragenden Gleichlaufeigenschaften des Fräsers genügt ein einziger Arbeitsschritt, um eine sauber geschlichtete Fläche zu erhalten.“
Für Eckfräsungen und schmalere Flächen wurde der Typ 6K6V080R00 mit 80 mm Durchmesser und acht Schneidplatten Typ NYE324R103 ausgestattet. Die Schneide dieser Platten erstreckt sich auf die volle Schneidenhöhe von 12 mm.

Mettec versteht sich auch als Lieferant für Baugruppen und Komponenten, bei denen auch ein Materialmix problemlos realisiert werden kann.
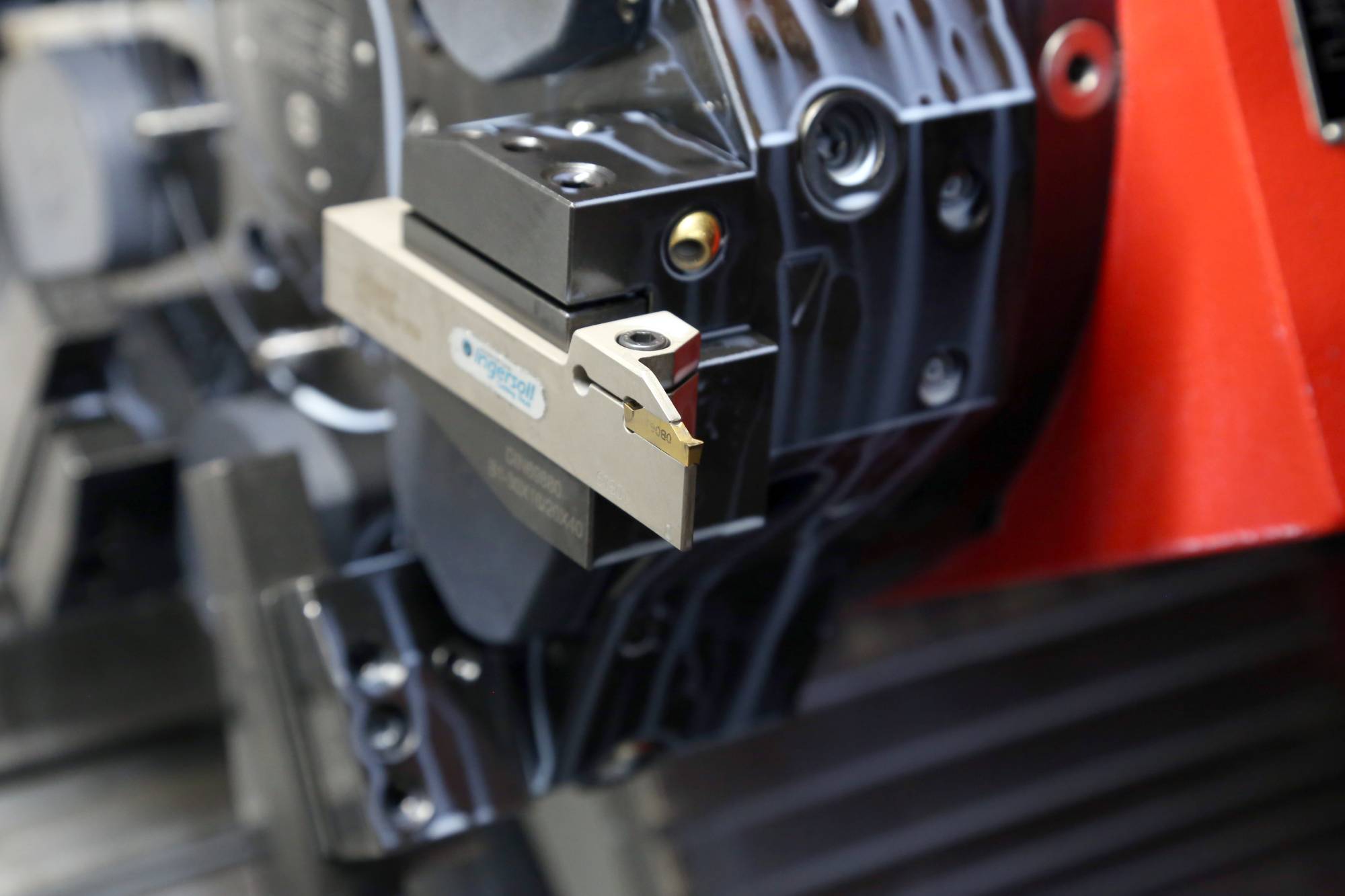
Beim Stechen setzt man bei Mettec auf die bewährten Ingersoll-Stechplatten in TT9080 Sorte.

v.l.n.r. Werner Gramelt, Vertriebstechniker bei SWT, Joachim Täubel, Produktionsleiter Dreherei bei Mettec, Michael Schneider, Geschäftsführer von Mettec.
Universell stechen
Auch in den Bereichen Bohren und Drehen dominieren Werkzeuglösungen von SWT. Wobei die TDC3 von Ingersoll (Anm: und auch die TDC3-6L) in 9080 Qualität den Bärenanteil im Stechen leistet. „Es ist halt einfach eine Universalplatte mit der man so gut wie alle Stechoperationen bewältigen kann“, weiß Gramelt. „Dass Mettec mittlerweile einen Großteil seiner Werkzeuge über uns bezieht, freut uns natürlich besonders“, so Werner Gramelt. Dass auch die Wendeplattenbohrer von Ingersoll, Osawa VHM Bohrer und Yamawa Gewindewerkzeuge über SWT bezogen werden, passt gut in das Gesamtkonzept.
„Wir fühlen uns durch SWT einfach gut betreut. Für uns ist neben hoher Werkzeugqualität und Liefertreue auch die kompetente Beratung wesentlicher Grund für die umfassende Kooperation“, begründet Schneider abschließend die Zusammenarbeit mit seinem Lieferanten.
Teilen: · · Zur Merkliste