Die Branchenplattform von x-technik
Anzeige
veranstaltung
Am 16. Mai 2024 fand in Kapfenberg das Schwerzerspanungsseminar von WaldrichSiegen statt. Betrachtet wurde die wirtschaftliche Bearbeitung großer und zumeist schwerer Werkstücke. Die unterschiedlichen Faktoren, die es dabei zu beachten gilt, wurden gemeinsam mit den Partnern Boehlerit, Parotec sowie CGTech beleuchtet. Rund 70 Interessierte folgten der Einladung.
interview
Als weltweit einziger Hersteller konzentriert sich WFL ausschließlich auf die Entwicklung und Produktion multifunktionaler Dreh-Bohr-Fräszentren. Bei der Millturn-Baureihe stehen Prozessoptimierung und Produktivitätssteigerung sowie zunehmend auch Automatisierung und Digitalisierung im Fokus. Ein modularer Aufbau sowie individuelle Sonderlösungen garantieren eine optimale Anpassung an die jeweilige Fertigungsaufgabe. Anlässlich des WFL-Technologiemeetings 2024 konnten wir mit Geschäftsführer Mag. Norbert Jungreithmayr über die aktuell sehr gute Auftragslage und die technologischen Highlights sprechen sowie einen Blick in die Zukunft werfen.
AMB-Vorschau 2024: Instabile Märkte, lückenhafte Lieferketten, Krisenherde, der Trend zur Elektromobilität und ein zunehmender Fachkräftemangel verunsichern viele Unternehmer. Doch die Branche ist Kummer gewohnt und weiß, dass sie mit Innovationen in ihre Kerntechnik genauso wie in eine intelligente und zeitgemäße Einbettung ihrer Produkte in die Prozesse ihrer Kunden antworten muss. Das gilt besonders in einem AMB-Jahr.
anwenderreportage
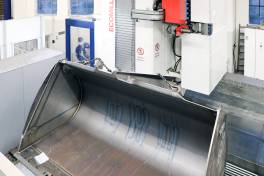
Siebenwurst stand bei einem Spritzgusswerkzeug zur Herstellung eines Batterieträgerkastens für elektrisch angetriebene Nutzfahrzeuge vor der Entscheidung, ob die aufwendige, bis zu 56 mm tiefe Rippenstruktur in die rund vier Quadratmeter große Formplatte senkerodiert oder gefräst werden soll. Der Hightech-Werkzeugbauer aus Dietfurt an der Altmühl (D) entschied sich für Letzteres – und hat über die Hälfte an Zeit und viel Geld gespart. Auch und gerade dank der werkzeug- und prozesstechnischen Unterstützung von Moldino.
Die Komplettbearbeitung von anspruchsvollen Großteilen ist ohne Frage die Königsklasse der Zerspanung. Wenn es dabei auch noch in das Umfeld der Hochpräzision geht, sind die modularen Dreh-Fräszentren von Weingärtner oft die erste Wahl. Dem österreichischen Werkzeugmaschinenhersteller ist es jetzt gelungen, die Wirbeltechnologie in das mpmc Dreh-Fräszentrum zu integrieren.
Soraluce wird auf der EMO die neue Maschinenbaureihe Performance Line sowie eine neue Generation von Fräsköpfen präsentieren. Der Werkzeugmaschinenhersteller wird die Besucher bei einem geführten Rundgang über den Stand über die neuesten technologischen Entwicklungen informieren. Der Rundgang umfasst neben Live-Demonstrationen auch Themenecken, in denen sich die Besucher mit technischen Experten austauschen können.
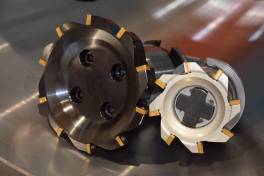
Das Produktspektrum der Windschiegl Maschinenbau GmbH in Windischeschenbach reicht von Kleinteilen mit Abmessungen von wenigen Millimetern bis hin zu sehr großen Bauteilen, deren Gewicht bis zu 140 Tonnen erreichen kann. Hohe Präzision ist in jedem Fall verlangt. Als für ein Werkstück 13 Tonnen Stahl zerspant werden mussten, war der Hochvorschubfräser GoldSFeed der Ingersoll Werkzeuge GmbH gefragt.
Als weltweit führender Produzent und Anbieter innovativer Kran- und Hebelösungen setzt Palfinger auf höchste Fertigungstiefe, um möglichst wirtschaftlich, prozesssicher und flexibel agieren zu können. Am größten Produktions- und Fertigungsstandort in Lengau bearbeitet man daher große Krankomponenten mit einer Fahrständerfräs- und Multitaskmaschine Soraluce FLP 8000 von Bimatec Soraluce, in Österreich vertreten durch TMZ. Ausschlaggebende Gründe für die Investition waren der kompakte Fräskopf, ein flexibles Bearbeitungssystem mit zwei NC-Drehtischen sowie Dynamik und Stabilität.
Im Engel-Werk St. Valentin sind die Produktion von großen Spritzgießmaschinen mit einer Schließkraft von 30.000 kN – bis in Sonderanwendungen sogar 80.000 kN – sowie die Werkstofftechnik angesiedelt. Dabei werden auf rund 80 CNC-Maschinen unterschiedliche Guss- sowie Stahlwerkstoffe zerspant. Seit 2018 verwendet man bei mehr als 85 Prozent aller Zerspanungsaufgaben den Kühlschmierstoff Prexut Fluid A 10 20 E von PHI OIL. Und das mit klaren Vorteilen in Sachen Standzeit, Verbrauch, Gesundheit und Produktivität.
Zur Fertigung diverser Werkstücke und Teile für die amerikanische Marine baut ein Unternehmen auf die Qualität, Präzision sowie Zuverlässigkeit von WaldrichSiegen-Maschinen und hat deshalb seinen Maschinenpark um eine Vertikaldrehmaschine ProfiTurn V 4500/60-Y erweitert.
Soraluce stellt mit der Performance Line eine völlig neue Produktreihe vor. Die Performance Line ergänzt das Angebot an Premium-Lösungen und bietet eine optimale Kombination aus Zuverlässigkeit und Präzision gepaart mit außergewöhnlicher Flexibilität für die Bearbeitung mittelgroßer Werkstücke. Eine Grundkonstruktion, drei Maschinenkonzepte, unendlich viele Lösungen, angepasst an die jeweiligen Bearbeitungsanforderungen.
Raahen Konepajatyö Oy ist Lohnfertiger und spezialisiert auf die Bearbeitung von Großbauteilen, unter anderem für die Bergbau- und Papierindustrie. Überzeugt von der Langlebigkeit, Zuverlässigkeit und Qualität der Maschinen von WaldrichSiegen hat sich das Unternehmen aus Finnland zum Kauf eines PCR II 150-Bohrwerks in Plattenausführung der Marke Union entschieden.
Für Jelba Werkzeug- und Maschinenbau gehören schwere Brocken zum Zerspanungs-Alltag. Das Unternehmen bearbeitet Bauteile mit einem Gewicht von bis zu 80 Tonnen. Eine besondere Rolle spielt dabei das Hochvorschubfräsen. In diesem Technologiesektor setzt Jelba mit großem Erfolg auf eine Innovation von Iscar. Durch den Einsatz von MILL 4 FEED haben sich die Standzeiten um bis zu 50 Prozent verlängert. Darüber hinaus schlagen schnellere Bearbeitungen und geringerer Werkzeugverschleiß zu Buche.
Vom 7. bis 10. März 2023 öffnet die Intec, internationale Fachmesse für Werkzeugmaschinen, Fertigungs- und Automatisierungstechnik, in Leipzig ihre Türen. Fachbesucher können sich am Stand von Bimatec Soraluce auf geballtes Know-how im Bereich der Fertigungstechnologie freuen.
Über 80 Prozent des weltweiten Handels wird per Schiff abgewickelt, Tendenz steigend. Gleichzeitig wachsen die Anforderungen an moderne Schiffe in Sachen Ausstattung, Effizienz und Größe, die sowohl Höchstleistungen erbringen als auch härtesten Umgebungen standhalten müssen. Als Spezialist für Schiffsbau vertraut MacTaggart Scott bei der Teilefertigung auf die Qualität und Performance von WaldrichSiegen.
WaldrichSiegen ist ein eigenständiges Unternehmen innerhalb der international tätigen HerkulesGroup, die ihren Hauptsitz in Siegen hat. Wir sprachen mit Dr. Thorsten Mehlhorn, Geschäftsführer der Waldrich Siegen GmbH & Co. KG über Synergien innerhalb der Gruppe, das Thema Energieeffizienz und über den österreichischen Markt.
Miba setzt zur prozesssicheren Fertigung von Anlaufringen auf Bearbeitungszentren von Matec: Die Windkraft ist einer der Hoffnungsträger und Quelle für saubere, erneuerbare Energie. Damit der Betrieb eines Windparks noch wirtschaftlicher wird, steigen auch die technologischen Anforderungen der Windturbinen. Miba Gleitlager hat daher in den letzten Jahren intensiv im Bereich alternativer Energieerzeugung geforscht und produziert seit nun fünf Jahren hydrodynamische Gleitlager für Windkraftanlagen. Für jedes dieser Gleitlager sind bis zu 48 Anlaufringe notwendig – diese werden in Laakirchen auf drei maßgeschneiderten 5-Achs-Bearbeitungszentren Matec 30HV mit Pendelbearbeitung rund um die Uhr gefertigt.
Auf der AMB 2022 präsentierte Bimatec Soraluce sich erneut als Partner, der nicht einfach nur liefert, was bestellt wird, sondern der genau zuhört, die Kundenbedürfnisse präzise analysiert und in enger Zusammenarbeit mit dem Kunden schließlich genau das herstellt und liefert, was dieser wirklich braucht.
Mit der mpmc (multi product machining center) bietet Weingärtner schon seit Jahren eine modulare Schrägbett-Dreh- und Fräsmaschine für die horizontale Komplettbearbeitung. Die mpmc ist das Kernprodukt des Unternehmens, für ihre Weiterentwicklung sorgt ein Team von hochqualifizierten Ingenieuren.
Seit dem Jahr 2006 werden in Ludwigsfelde (D) die offenen Baumuster des Mercedes-Benz Sprinter gefertigt. Für das neue Produkt wurde eine komplett neue Fertigungslinie mit hochmodernen, automatisierten Produktionsanlagen errichtet. Für die Prototypenfertigung der Fahrgestelle vor Ort setzt die Mercedes-Benz Ludwigsfelde GmbH auf die Qualität und Zuverlässigkeit des Union Bohrwerks TC 130 in Tischbauweise.
Auf der kommenden AMB werden die beiden 5-Achs-Bearbeitungszentren 30HVC und 50HVC zum Messehighlight am Matec-Stand. Ihr Ziel: eine Produktivitätssteigerung im Einsatz. Und getreu dem Unternehmensslogan „Die modulare Evolution“ wird der Fokus von Matec in Stuttgart auf Themen wie Automation und innovativen Konzepten im Bereich Großmaschinen liegen.
Um gepanzerte Fahrzeuge in Bewegung zu setzen, sind große Antriebskräfte erforderlich. Hierbei sorgen Getriebe der Renk GmbH mit Hauptsitz in Augsburg für den entsprechenden Vortrieb. Schließlich gilt Renk als der Spezialist für vollautomatische Getriebe für schwere militärische Kettenfahrzeuge. Und wo Top-Performance gefragt ist, sind Fertigungslösungen von WFL nicht weit.
Gerade wenn es um anspruchsvolle Zerspanungsanwendung im Bereich der Großteilebearbeitung geht, ist Weingärtner ein gefragter Partner. Neben hochstabilen Bearbeitungszentren punktet Weingärtner mit Verfahrenstechnik, CAM-Software sowie optimal ausgelegter Werkzeugtechnologie. Bei einem herausfordernden Kurbelwellenprojekt konnte man gemeinsam mit dem Werkzeugexperten Walter die geforderten Toleranzen und Oberflächengüten realisieren. Walter Austria punktete dabei einmal mehr durch seine hohe Engineering Kompetenz.
Über 350 Besucher und Kunden aus dem In- und Ausland besuchten vom 18. bis 20. Mai die Soraluce Summit in Bergara, Nordspanien. Auch die x-technik Redaktion war vor Ort. Anlass war das 60-jährige Jubiläum von Soraluce – sechs Jahrzehnte Maschinenbau in den Bereichen Fräsen, Drehen, Schleifen, Multitasking und Automatisierung.
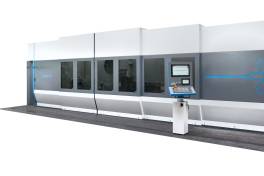
Im Hoch- und Tiefbau boomen die Geschäfte seit vielen Jahren. Entsprechend wichtig sind moderne Baufahrzeuge, die optimal an den jeweiligen Bedarf angepasst sind. Als einer der weltweit führenden Hersteller hat sich der japanische Konzern Komatsu schon seit Jahrzehnten in diesem Markt etabliert. Das gilt auch für die in Hannover ansässige Komatsu Germany GmbH, die bis 2002 als Hanomag AG firmierte. Seit März 2021 steht dort in der Produktion eine Fahrständerfräsmaschine Ecomill von Emco Mecof. Damit ersetzt der Baumaschinenhersteller zwei ältere Bearbeitungszentren, spart wertvollen Platz sowie Arbeitszeiten und erhöht die Produktivität deutlich.