anwenderreportage
Heidenhain TNC 640: Einzelteile ohne Rüstzeit in Serie fertigen
Trimatec realisierte intelligente Automatisierung mit Fastems und Heidenhain: Mit Beharrlichkeit, einem großen Erfahrungsschatz aus der Praxis und der Unterstützung der Automatisierungsspezialisten Fastems und Heidenhain setzte der Lohnfertiger Trimatec seine Vision in die Realität um. Zwei DMC 60 H-Maschinen mit der neuesten Heidenhain-Steuerung TNC 640 werden aus einem Lagerliftsystem von einem Roboter bestückt. Der übernimmt zudem das Spannen der Roh- und Halbfertigteile.

Trimatec realisierte intelligente Automatisierung mit Fastems und Heidenhain.
Shortcut
Aufgabenstellung: Vollautomatisierte 6-Seiten-Fräsbearbeitung ab Losgröße 1.
Lösung: Zwei DMC 60 H-Maschinen ausgestattet mit der Heidenhain-Steuerung TNC 640 werden aus einem Lagerliftsystem von einem Roboter bestückt.
Vorteil: Unterbrechungsfreie, 72-stündige 6-Seiten-Bearbeitungen möglich.
„Unsere Vision ist eine Fertigung, in die kein Mitarbeiter mehr manuell eingreifen muss, um z. B. das Werkstück für die Bearbeitung der sechsten Seite von Hand zu wenden“, fasst Oliver Schöning, Fertigungsleiter bei Trimatec, die Idee der Automatisierungslösung kurz und knapp zusammen. Und Carlos Beja, Betriebsleiter bei Trimatec, ergänzt: „Jetzt sind wir in der Lage, über Nacht verschiedenste Aufträge mit Stückzahl 1 zu fertigen. Gleichzeitig können wir unseren Mitarbeitern auch noch gute Arbeitszeiten ohne Schichtdienste gönnen“.
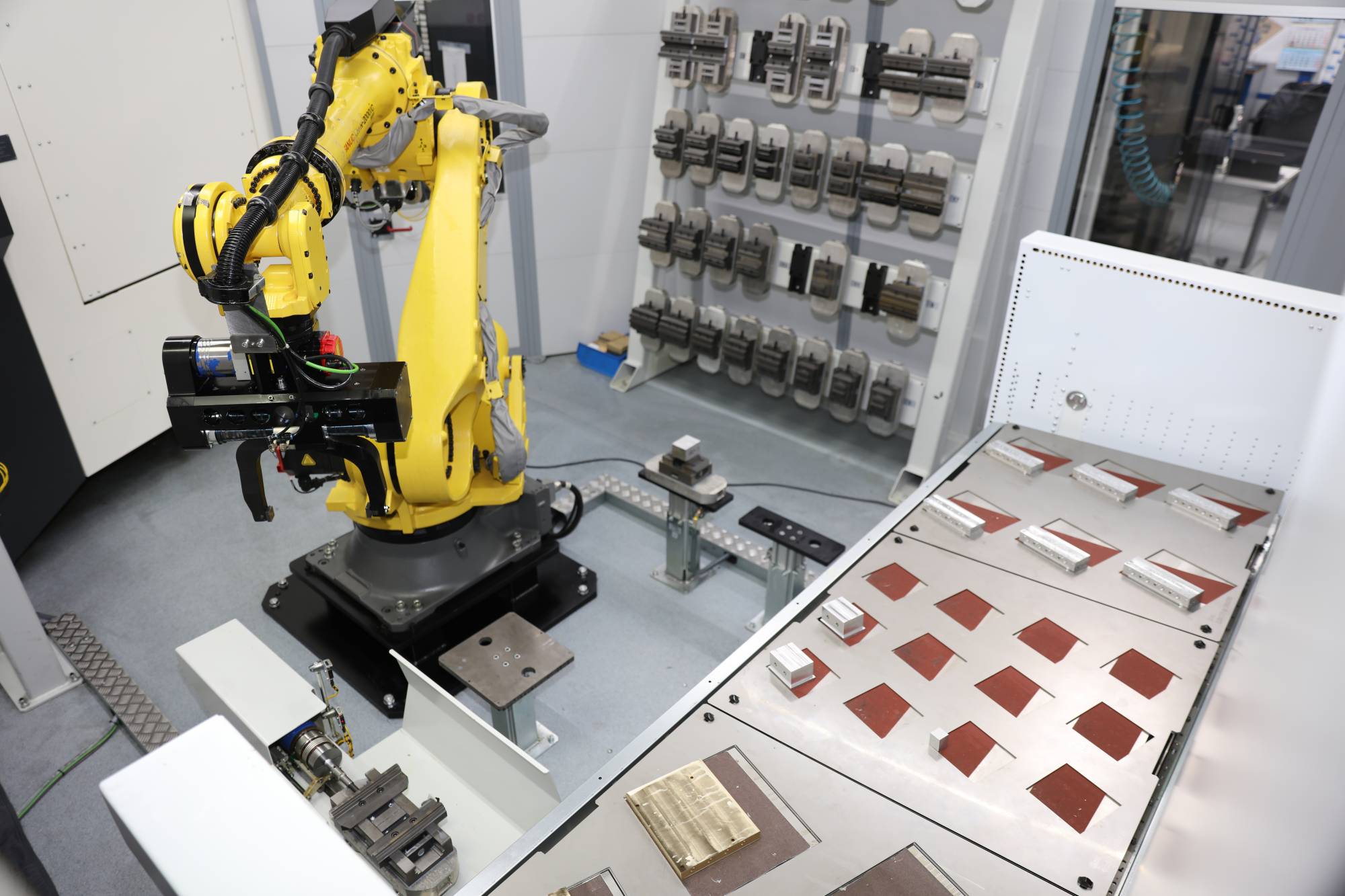
Zentral im Mittelpunkt des Geschehens: der Arbeitsbereich des Roboters mit Zugriff auf das Lagerliftsystem, das Schraubstockregal, die Schraubstockstation, den Zentrierplatz und die Pufferstationen.

Oliver Schöning
Fertigungsleiter bei Trimatec
„Wir haben an allen Maschinen – sowohl an den Fräs- als auch an den Drehmaschinen – Heidenhain-Steuerungen. Beim Fräsen gibt es vor allem in der 5-Achs-Simultanbearbeitung nichts Besseres. Und beim Drehen, das wir im Gegensatz zum Fräsen direkt an der Maschine programmieren, ist die Bedienung und Programmerstellung unvergleichlich einfach und anwenderfreundlich.“
Automatisierung fängt nicht mit dem Roboter an
„Unsere Anlage ist nicht vor zwei oder drei Jahren entstanden. Da haben wir mit der Umsetzungsphase begonnen. Die eigentliche Automatisierung haben wir schon viel früher in Angriff genommen“, schildert Carlos Beja den langen Prozess. „Eine Automatisierung fängt nicht mit dem Roboter an. Mit einem Roboter hört alles auf. Sein Einsatz funktioniert nur, wenn vorher alle anderen Hausaufgaben ordentlich gemacht wurden.“
Zu den Hausaufgaben, die Trimatec zu erledigen hatte, gehörte vor allem die perfekte Beherrschung des Fertigungsprozesses. „Bevor Sie über eine Automatisierung nachdenken, müssen Sie im ganz normalen manuellen Betrieb sicherstellen, dass alle Programme problemlos durchlaufen. Dass Sie Ihre Werkzeuge kennen und den Prozess der Werkzeugüberwachung beherrschen. Dass die Werkzeugspannung zu einhundert Prozent klappt. Dass Sie die Reinigung von Werkstücken und Paletten im Griff haben und, und, und …“, rekapituliert Carlos Beja die lange Lernphase. „Unser ganzes Wissen aus über 20 Jahren Fräsbearbeitung haben wir dann am Ende in unserer Anlage und im Roboter umgesetzt.“
Doch wie funktioniert die Trimatec-Automatisierung in der Praxis? Wer vor der Anlage steht, sieht vor allem das gewaltige Lagerliftsystem, das in 17 Schubladen Platz für insgesamt 374 Werkstücke bietet. Links neben dem Lagerliftsystem steht der Leitrechner, der die komplette Anlage steuert. Der Roboter steht zentral hinter dem Lagerliftsystem. Um ihn herum gruppieren sich außer dem Lagerliftsystem die beiden DMC 60 H-Maschinen von DMG MORI, die Schraubstockstation zur Werkstückspannung, ein Schraubstockregal, eine Zentrierstation, eine Wendestation und zwei Pufferstationen für vorgespannte Werkstücke – alles in Reichweite des Roboters, der hier autark seine Arbeit verrichtet.
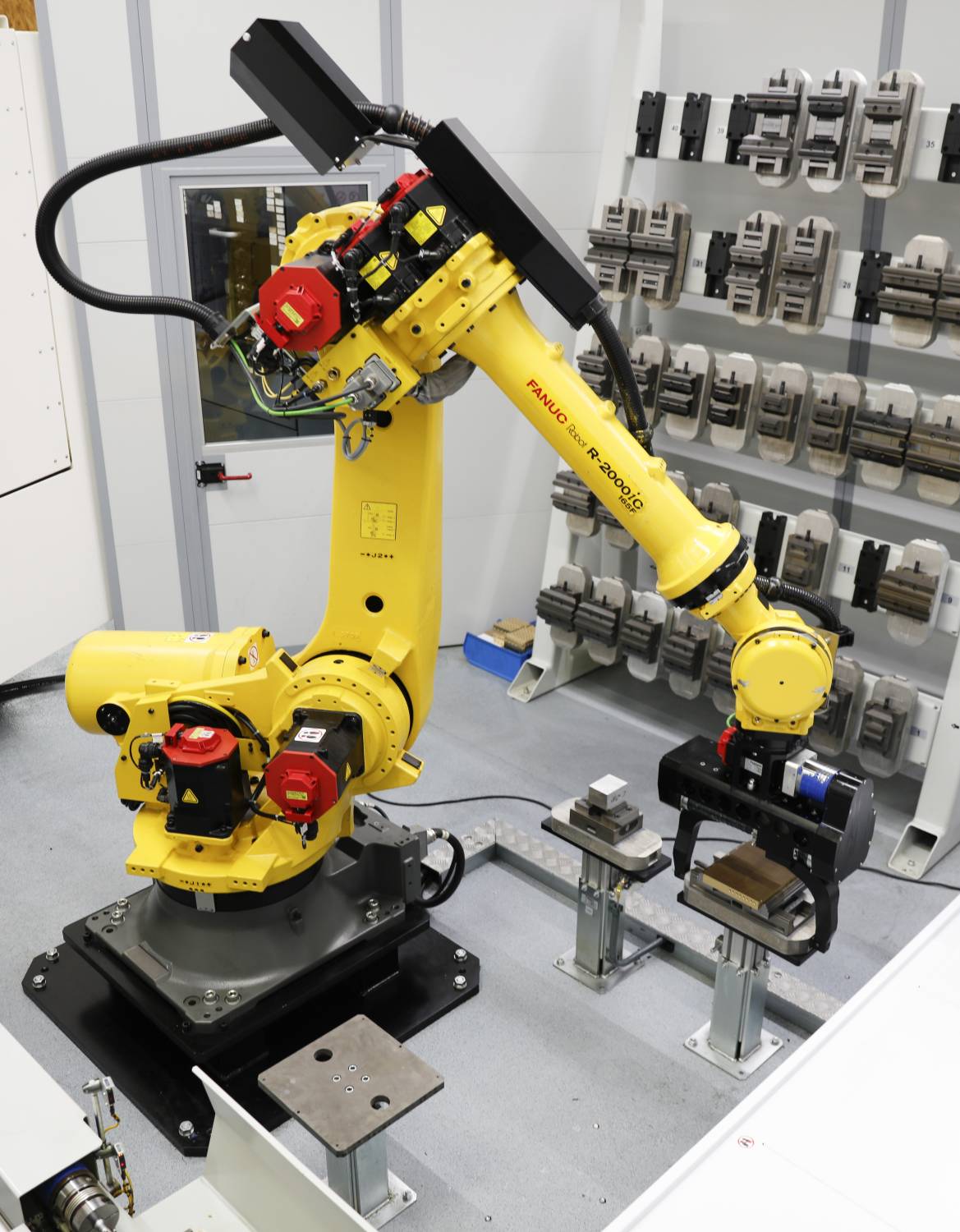
Der Roboter transportiert einen Rohling zur Schraubstockstation. Die Greifkräfte werden dabei in zehn Stufen an das Werkstück angepasst. Auf den Pufferstationen warten Werkstücke auf ihre Bearbeitung.

Starke Partner einer innovativen Automatisierung: Oliver Schöning von Trimatec (links) und Fastems-Projektleiter Johannes Louven an der Heidenhain TNC 640-Steuerung einer der beiden automatisierten DMC-Maschinen.
Infos zum Anwender
Trimatec ist ein nach DIN EN ISO 9001:2008 zertifizierter Systemanbieter der mechanischen Zerspanungstechnologie. Das Spezialgebiet des Unternehmens ist die Einzel- und Kleinserienfertigung qualitativ hochwertiger, komplizierter und maßgenauer Bauelemente sowie komplexer Werkstücke.
Die Kunden kommen vornehmlich aus den Bereichen Sondermaschinenbau, Vorrichtungsbau, Muster- und Modellbau, Feinwerktechnik, Kunststofftechnik, Werkzeugbau, Formenbau etc.
Ein Trimatec-Tag hat 32 produktive Stunden
„Mit dieser Konstellation können wir 72 Stunden ohne Unterbrechung 6-Seiten-Bearbeitungen durchführen – wenn es sein muss an 374 verschiedenen Einzelwerkstücken“, benennt Oliver Schöning die Fakten der Anlage. „Unser Mitarbeiter an der Maschine kann im Rahmen seiner normalen 8-Stunden-Tagschicht die Anlage bestücken, die Aufträge eingeben, für die notwendigen Werkzeuge in den beiden Maschinen und ausreichend Kühlschmiermittel sorgen sowie notwendige Wartungsarbeiten ausführen. Danach und zum Teil auch schon währenddessen läuft jede Maschine mindestens 16 Stunden produktiv“, ergänzt Carlos Beja. „Mit unserer Automatisierung kann ein Mann an einem Tag 32 Stunden Fertigungszeit erreichen.“ Oder ein entspanntes Wochenende genießen und gleichzeitig hochproduktiv sein.
Die CAM-Programme für die Anlage kommen aus der Arbeitsvorbereitung. Hier werden sie auch komplett auf einer virtuellen Maschine im CAM-System simuliert, bevor sie übergeben werden. Mit diesem Mehraufwand stellt Trimatec im Vorfeld sicher, dass die Arbeitsschritte innerhalb der Automatisierung reibungslos laufen. Denn ist ein Projekt einmal in die Automatisierung eingespielt, sollen nach Möglichkeit keine Eingriffe mehr notwendig werden. Neben dem Bearbeitungsprogramm gehört immer auch ein Programmkopf mit Daten für die Robotersteuerungen dazu. Er enthält in Summe 27 Parameter, die der Anlage ein fehlerfreies Handling der Werkstücke erlauben. Dazu zählen neben den Abmessungen und dem Gewicht des Werkstücks auch die maximale Greifkraft des Roboters und die maximale Spannkraft für den Schraubstock.

Trimatec-Fertigungsleiter Oliver Schöning erläutert die Auftragsverwaltung am Bildschirm des Leitrechners.

Der Roboter transportiert einen Rohling zur Schraubstockstation. Die Greifkräfte werden dabei in zehn Stufen an das Werkstück angepasst.
Bei Trimatec sind Heidenhain-Steuerungen gesetzt
Auch wenn die Steuerung der Anlage komplett über den Leitstand erfolgt und niemand direkt an den Steuerungen arbeitet, war für Trimatec die Frage nach der Maschinensteuerung in der Automatisierung schnell beantwortet. „Dass die beiden DMC-Maschinen mit TNC-Steuerungen ausgestattet werden, war von Anfang an gesetzt“, sagt Beja und Schöning ergänzt: „Wir haben an allen Maschinen – sowohl an den Fräs- als auch an den Drehmaschinen – Heidenhain-Steuerungen. Beim Fräsen gibt es vor allem in der 5-Achs-Simultanbearbeitung nichts Besseres. Und beim Drehen, das wir im Gegensatz zum Fräsen direkt an der Maschine programmieren, ist die Bedienung und Programmerstellung unvergleichlich einfach und anwenderfreundlich.“
Das durchgängige Steuerungskonzept habe uns Trimatec im Fräsbereich auch den Vorteil einer einheitlichen Schnittstelle und damit nur eines Postprozessors. „Das erhöht die Prozesssicherheit bei der Generierung der NC-Programme erheblich. Außerdem nutzen wir für die Programmerstellung die Heidenhain-Zyklen“, führt Schöning weiter aus. Ein interessantes Argument legt Carlos Beja noch nach: „Wenn wir Verstärkung für unser Team suchen, dann finden wir relativ leicht hochqualifiziertes Fachpersonal, da die Heidenhain-Steuerungen in anspruchsvollen Anwendungen so weit verbreitet sind und entsprechend viele Leute mit großem Know-how an diesen Steuerungen ausgebildet werden bzw. Berufserfahrung sammeln.“
Bei Fastems freute sich Projektleiter Johannes Louven über die problemlose Anbindung der Heidenhain-Steuerungen an den Leitrechner über die Schnittstelle Heidenhain DNC und an die Maschine über PROFINET: „Für die Schnittstellen der Heidenhain-Steuerung gibt es sehr zuverlässige Dokumentationen und Schnittstellenbeschreibungen. Die Schnittstellenbeschreibungen spiegeln tatsächlich wider, was physisch vorhanden ist. Das ist leider nicht oft so“, weiß er aus anderen Projekten zu berichten. „Außerdem gab es seitens Heidenhain eine sehr gute Unterstützung bei der Klärung von Detailfragen und applikationsspezifischen Anpassungen. So gab es keine Probleme, die Kommunikation mit der Heidenhain DNC-Schnittstelle direkt in den Leitrechner mit unserer Fastems FastWizard-Software zu integrieren.“
Teilen: · · Zur Merkliste