anwenderreportage
Kapazität stufenweise verdoppelt
Es ist die modernste und hochproduktivste Fertigungslinie bei der Engel Austria GmbH in Schwertberg. Geplant war unter anderem, mit den drei Heller Bearbeitungszentren H8000, verkettet mit einem Fastems Automationssystem, die Nebenzeiten bis 20 Prozent zu senken. Noch ist man bei Engel in der Hochfahrphase, die Anlage wird derzeit zu 70 Prozent ausgelastet. Das Ziel aber ist in greifbarer Nähe.

Die drei Heller Bearbeitungszentren H8000 mit je 531 Werkzeugplätzen und ein Fertigungssystem von Fastems mit 156 Paletten. Derzeit sind 100 Paletten belegt und nur 300 Werkzeuge pro Maschine im Einsatz, denn das Nadelöhr sind in dieser Hochfahrphase noch die NC-Programme.

Gerhard Aigner
Produktionsleiter, Engel Austria GmbH.
„Unsere Zielsetzung war, die Herstellkosten der Kernbauteile für unsere Spritzgießmaschinen zu senken. Hier sind wir auf einem guten Weg und bewegen uns schon jetzt bei der Verfügbarkeit der Anlage von 94 Prozent. Die Zuverlässigkeit der Maschinen und der Service von Heller kommt uns da entgegen.“
Im Jänner 2014 ist man zweischichtig in die Produktion eingestiegen, seit einigen Wochen hat man auf drei Schichten erweitert. Geplant sind vier Schichten mit möglichst vielen mannlosen Stunden. So skizziert man bei Engel eine Fertigung der Superlative. Bewältigen will man das mit drei Heller Bearbeitungszentren H8000 mit je 531 Werkzeugplätzen und einem Fertigungssystem von Fastems mit 156 Paletten. Derzeit sind 50 Prozent Paletten belegt und nur 50 Prozent der Werkzeuge pro Maschine im Einsatz, denn das Nadelöhr sind trotz Höchstleistungen im CAM-Bereich in dieser Hochfahrphase noch die NC-Programme, obwohl sich drei Mitarbeiter ausschließlich mit der Erstellung von Neuprogrammen für diese Anlage beschäftigen.
Neben der Bauteilverlagerung von Stand-Alone-Maschinen beabsichtigte man bei Engel aber auch gleichzeitig eine Rüstoptimierung und wollte zudem neue Vorrichtungen/Spannkonzepte einsetzen. Konkret geht es dabei um den Einsatz von Spanntürmen mit der Aufnahme von vier Bauteilen, so dass man über die 156 Paletten-Plätze nicht nur 156 sondern bis zu 500 Werkstücke ohne umzurüsten fertigen kann. In Summe war das natürlich eine Herausforderung für die Konstruktion von Vorrichtungen. Parallel dazu mussten aber auch die Werkzeugkonzepte überarbeitet werden. So wurde in Schwertberg u. a. die Schrumpftechnologie eingeführt, denn nur mit schlanken Werkzeugen bzw. Aufnahmen lassen sich Störkonturen reduzieren.
Dem Ziel, die Kapazitäten zu verdoppeln, scheint man bei Engel inzwischen schon ein großes Stück näher gekommen zu sein. So sieht das Gerhard Aigner, Produktionsleiter bei Engel: „Unsere Zielsetzung war, die Herstellkosten der Kernbauteile für unsere Spritzgießmaschinen durch kürzere Bearbeitungszeiten, vor allem der Nebenzeiten, um 17 bis 20 Prozent zu senken. Hier sind wir nicht nur auf einem guten Weg, sondern wir planen für die Anlage bis zu 500 unterschiedliche Bauteile. Denn wir bewegen uns schon jetzt bei einer Verfügbarkeit von 94 Prozent. Die Zuverlässigkeit der Maschinen und der Service von Heller kommt uns da entgegen. Zudem verfügen wir über eine kompetente dreischichtige Instandhaltung. Und so sind wir in der Lage, 90 Prozent der Wartungen selbst durchzuführen oder eventuelle Störungen zu beseitigen.“
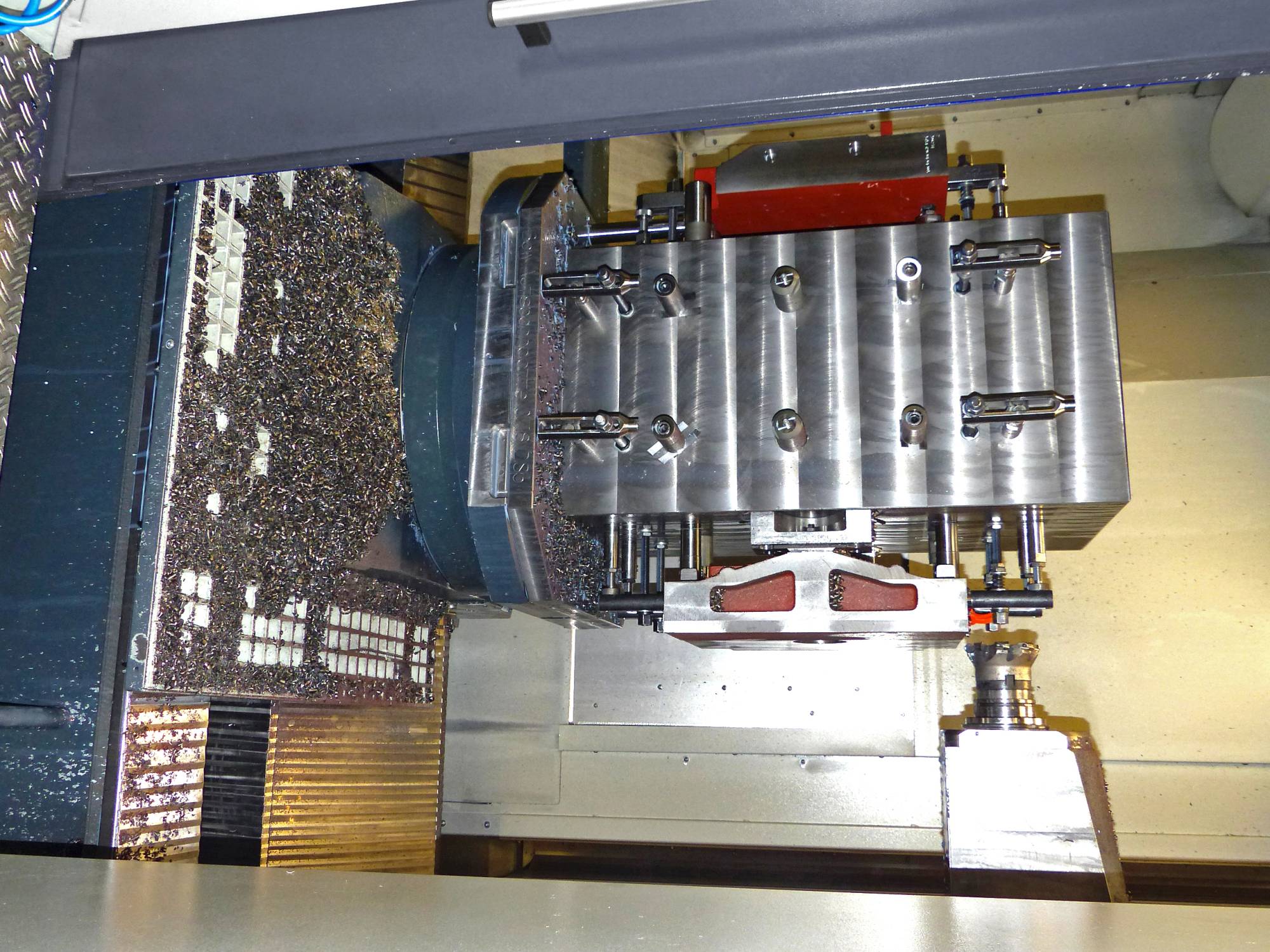
Mit dem Einsatz von Spanntürmen beabsichtigt man – über die 156 Paletten im Fastems – bis zu 500 Werkstücke zu fertigen, ohne umrüsten zu müssen.


Infos zum Anwender
Die Engel GmbH ist eines der führenden Unternehmen im Kunststoffmaschinenbau. Mit acht Produktionswerken in Europa, Nordamerika und Asien (China, Korea) sowie Niederlassungen und Vertretungen für über 85 Länder bietet Engel alle Technologiemodule für die Kunststoffverarbeitung aus einer Hand: Spritzgießmaschinen für Thermoplaste, Elastomere und die Automatisierung. In Schwertberg (OÖ) befindet sich die zentrale Verwaltung, Technik und Entwicklung sowie die Produktion von Klein- und Mittelmaschinen bis 5.000 kN Schließkraft, in St. Valentin (NÖ) die Produktion von Großmaschinen mit 5.000 bis 55.000 kN Schließkraft und in Dietach (OÖ) die Produktion von Robotern und Automatisierungssystemen.
4-Achs-Bearbeitung mit künstlicher Intelligenz
Nun sind, obwohl das Unternehmen Engel für Sonderlösungen bzw. „Maßanfertigungen“ bekannt ist, 95 Prozent dieser Bauteile nicht hoch komplex und damit 4-achsig produzierbar. Deshalb hat man sich für die drei 4-Achs-Bearbeitungszentren H8000 entschieden. Davon ist eine Maschine ausschließlich für Guss, eine für Stahl und eine Maschine für die Kombination Guss/Stahl ausgelegt. Als ein Highlight verfügen zwei der Bearbeitungszentren für Inneneinstiche über einen integrierten Plan-Zug, der sich in den letzten Monaten in Schwertberg äußerst positiv ausgewirkt hat. Dieser Plan-Zug war deshalb wohl auch mit eines der Entscheidungskriterien für die Maschinen von Heller. Durch den freien Wechsel der Werkzeuge und die Tatsache, dass die Antriebseinheit der Maschine durch die Spindelmitte mit dem Werkzeug vollautomatisch gekoppelt wird, ist der Plandrehkopf sofort ohne zusätzliche Störkonturen einsatzfähig. So läuft die Logistik zwischen den drei Maschinen und dem Fastems Fertigungssystem einwandfrei. Gleichzeitig bedeutet der Plan-Zug Komplettbearbeitung in einer Aufspannung – das gilt auch für das Schruppen und Schlichten in einem Arbeitsgang.
Um hier kontinuierlich die Präzision zu sichern, bedient man sich bei Engel einer künstlichen Intelligenz, wie es Gerhard Aigner beschreibt: „Qualität ist bei uns ein elementares Thema, wir bewegen uns bei unseren Kernbauteilen zwischen ein bis drei Hundertstel Millimeter. Deshalb haben wir uns auch bewusst für derart stabile Maschinen entschieden. Außerdem wird bei uns aber auch jedes Bauteil im Rohzustand mit einem Taster vermessen. Die Toleranzen werden dann vom NC-Programm mittig gerechnet. So lassen sich Toleranzen auch durch Temperaturschwankungen kompensieren.“

Zielsetzung war, die Nebenzeiten um 17 bis 20 Prozent zu senken und 400 bis 500 unterschiedliche Bauteile auf der Anlage in vier Schichten zu fertigen.
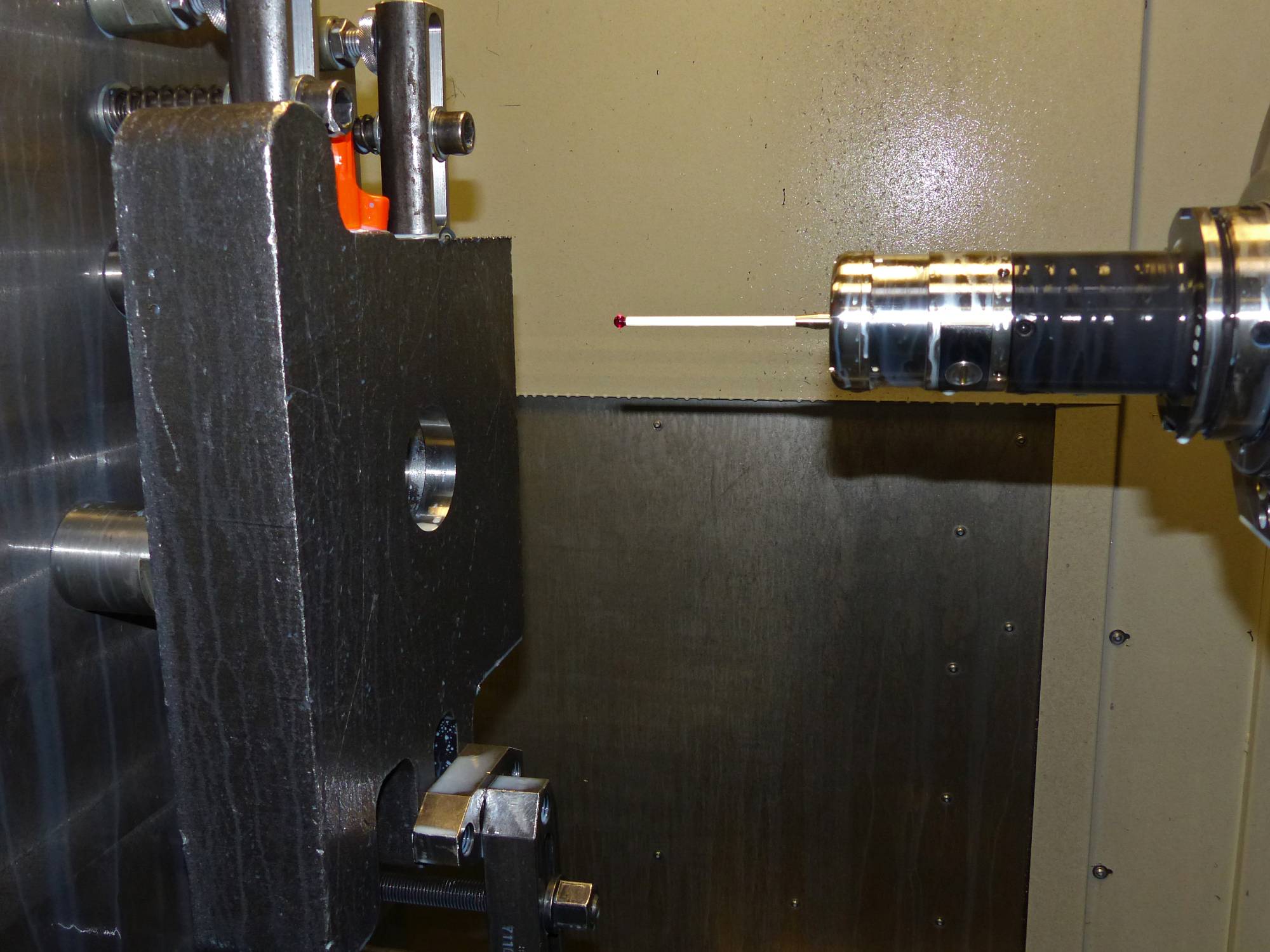
Bauteile werden vor der Bearbeitung im Rohzustand vermessen. Mit künstlicher Intelligenz im NC-Programm werden die Toleranzen dann mittig gerechnet und so selbst Temperaturschwankungen kompensiert.
Outsourcing reduzieren, just in time liefern
Die Bauteilverlagerung von den Stand-Alone-Maschinen mit einer Verdoppelung der Kapazität oder die Rüstoptimierung, u. a. mit zwei Rüststationen, sind hoch produktiv. 95 Prozent der Bauteile für unsere Spritzgießmaschinen entstehen in Eigenfertigung. Dieses Outsourcing will man mit den drei Bearbeitungszentren reduzieren und gleichzeitig sicherstellen, dass man selbst bei Auftragsschwankungen just in time liefern kann.
Die Anlage ist die modernste, die derzeit bei Engel in Betrieb ist. So hatte Gerhard Aigner das Projekt beschrieben. Die Einsparung von bis zu 20 Prozent der Nebenzeiten hatte Heller garantiert. Noch ist der Weg das Ziel – aber wie es scheint, stimmt die Richtung.
Teilen: · · Zur Merkliste