anwenderreportage
Mecadat VISI: Meilenstein in Richtung Zukunft
VISI sorgt bei der Procter & Gamble für hohe Maschinenauslastung und kürzere Durchlaufzeiten: P&G – vormals Braun – hat im Werkzeug- und Musterbau seine CAM-Prozesse komplett und den CAD-Bereich teilweise auf VISI umgestellt. In kürzester Zeit entstehen mit dem modularen 3D-Komplettsystem heute nicht nur komplette Prototypenwerkzeuge sowie alle Fräs- und Erodierprogramme, sondern auch die bereits mit Messpunkten versehenen Elektroden.

Sehr zufrieden mit VISI und mit der Automatisierung: Kais Hamza (links) und Roland Trombelli.

Kais Hamza
Gruppenleiter der Fräs- und Erodierabteilung bei Procter & Gamble
„Wir haben mit VISI nicht nur eine wesentlich modernere Bedienoberfläche, sondern verfügen nun auch über viel bessere Bearbeitungsstrategien. Das macht sich nicht nur bei der Bearbeitungszeit positiv bemerkbar, sondern zudem beim Werkzeugverschleiß. “
Richtungsweisendes Produktdesign zählt seit Jahrzehnten zu den Alleinstellungsmerkmalen des 1921 gegründeten Unternehmens Braun, das ab 1967 zur Gillette Company gehörte und heute ein Teil von Procter & Gamble ist. Der amerikanische Konsumgüterkonzern hatte Gillette 2005 übernommen und damit auch den Hersteller Braun mit Hauptsitz in Kronberg bei Frankfurt und diversen Produktionsstätten. Dass Kronberg mit rund 350 Entwicklern das größte Forschungszentrum von P&G mit weltweit rund 3.000 Mitarbeitern ist, zeigt, welche Bedeutung der Konzern dem Standort beimisst.
Eine nach wie vor wichtige Rolle spielt dabei mit 54 Mitarbeitern der Werkzeugbau – in Kronberg werden etwa 15 Prozent der im Konzern benötigten Spritzgießwerkzeuge hergestellt – sowie der hauseigene Musterbau. Während sich der Werkzeugbau mit der Konstruktion und Fertigung von anspruchsvollen Werkzeugen – hauptsächlich Mehrkomponentenwerkzeuge bis zu 4K – beschäftigt, liefert der Musterbau alles, was die Entwickler in den Forschungszentren benötigen. „Das können Einzelteile oder Kleinserien aus Materialien wie Stahl, Blech oder Kunststoff sein, ebenso Versuchswerkzeuge, um beispielsweise Außengehäuse zu spritzen, und zunehmend auch Gegenstände aus dem 3D-Drucker", erklärt Roland Trombelli, Leiter des Musterbaus. „Wenn zum Beispiel Oral Care eine neue elektrische Zahnbürste auf den Markt bringen will, müssen wir heute schon mal bis zu 600 Prototypen herstellen.“ Mit steigender Tendenz, denn die zunehmend strengeren Marktbedingungen erfordern immer ausgefeiltere Produkttests. Wenn man die klimatisierten Räume des Werkzeugbaus betritt, steht man vor einer per Roboter verketteten Fertigungszelle von Röders, in der pro Jahr mehrere Tausend Erodierelektroden und andere Werkstücke mit Maschinen und Komponenten von Röders, OPS Ingersoll, Zeiss, Fanuc und Erowa rund um die Uhr automatisch gefräst, zwischengelagert, an einem Koordinatenmessplatz gemessen und anschließend senkerodiert werden.
Ein wichtiger Hebel zur Effizienzsteigerung ist für Roland Trombelli auch der CAM-Bereich sowie das Thema CAD. Darum hat man die Fräsprogrammierung sowie die Senk- und Drahterodierprogrammierung in den letzten Jahren komplett auf VISI umgestellt, ebenso die Elektrodenableitung sowie die Konstruktion der Prototypenwerkzeuge.
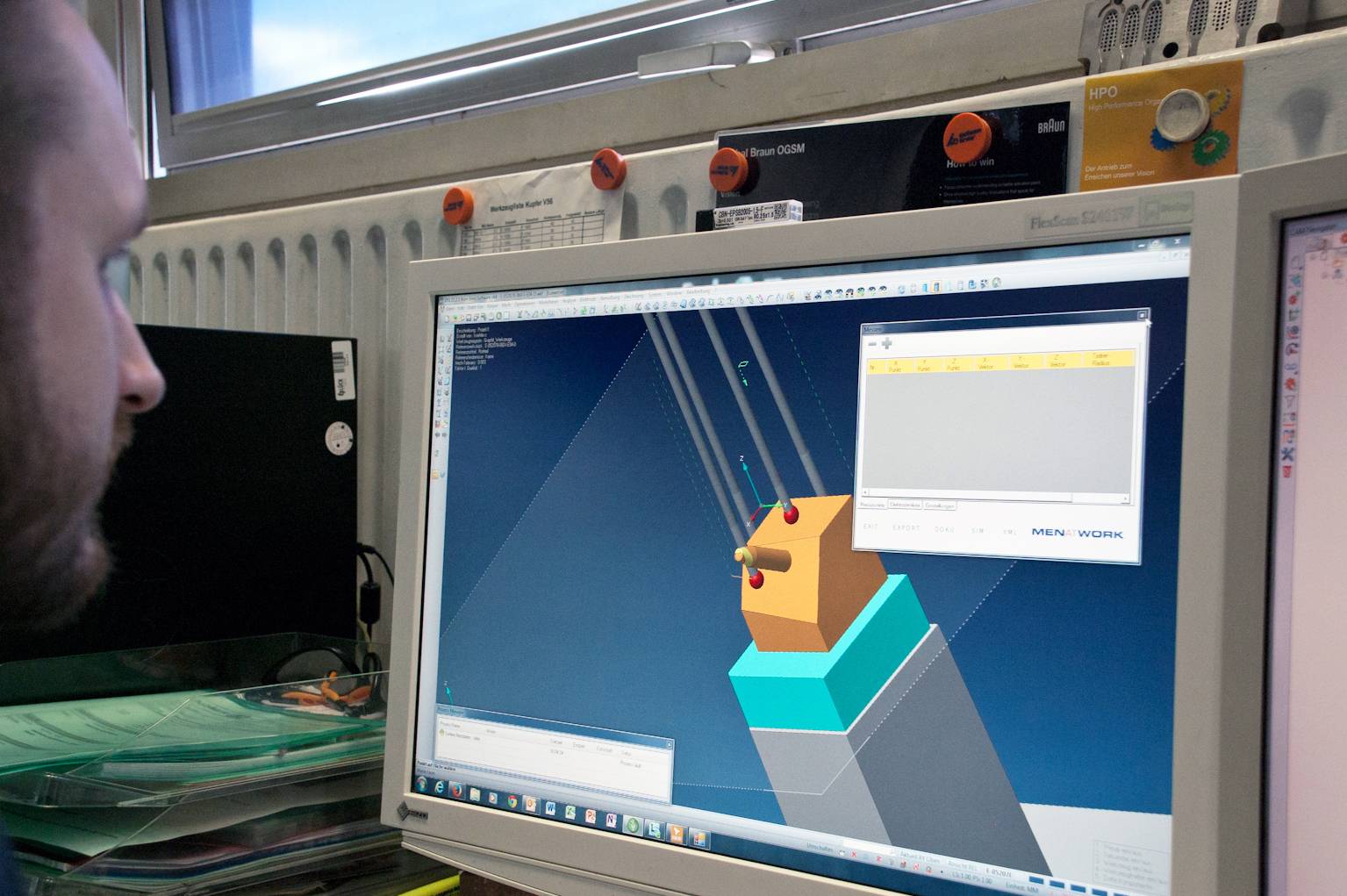
Nachdem die Elektrodenkonstruktion abgeschlossen ist, werden in VISI Elektrode per Mausklick die Messpunkte festgelegt und mit dem Tool QM Messen auch gleich die dazugehörigen Anfahrwege der Messmaschine generiert.


Infos zum Anwender
Richtungsweisendes Produktdesign zählt seit Jahrzehnten zu den Alleinstellungsmerkmalen der Marke Braun, die heute unter dem Dach von Procter & Gamble geführt wird. Die Geschichte von P&G begann 1837 mit einem Handschlag zwischen zwei Männern: William Procter und James Gamble. Als Partner machten sie sich mit ihrem Seifen- und Kerzengeschäft einen Namen und begannen damit eine Geschichte des stetigen Wachstums. Der Umsatz des Unternehmens betrug im Geschäftsjahr 2015/16 weltweit 65,3 Milliarden US Dollar.
www.braun.de
Dienstleister waren mit VISI schneller
Dass man vor allem in Sachen Schnelligkeit und Flexibilität bei CAD und CAM nicht in der ersten Liga spielte, hätte man bei externen Konstruktionsdienstleistern gesehen, von denen einige schon seit vielen Jahren VISI einsetzten, so Roland Trombelli über die Situation vor rund acht Jahren.
Das weckte das Interesse bei den Kollegen aus der CAM-Abteilung, die ebenfalls auf VISI neugierig geworden waren und von verschiedenen Seiten gehört hatten, was VISI alleine im Fräsbereich für Möglichkeiten bieten würde. Nach einigen Informationsgesprächen mit Mecadat, der VISI-Vertretung im deutschsprachigen Raum, folgte 2012 eine Testinstallation. „Unsere Maschinenbediener waren sofort begeistert – super Oberfläche, tolle Frässtrategien", erinnert sich Kais Hamza, Gruppenleiter der Fräs- und Erodierabteilung. „Die erste Umstellung war dann im Musterbau – der damals organisatorisch getrennte Werkzeugbau war noch ein wenig vorsichtig, dann zog man auch dort nach.“
Heute werden auch die Werkzeuge für den Prototypenbereich an zwei Arbeitsplätzen mit VISI Modelling und dem Modul Mould konstruiert. Aktuell ist VISI in Kronberg mit diversen Modulen an insgesamt 18 Arbeitsplätzen installiert. Neben den NC-Programmen für die Fräszentren und die Erodieranlagen spielt VISI auch für die bereits erwähnte Fertigungszelle eine zentrale Rolle. Und zwar sowohl bei den Fräsprogrammen für die integrierte 5-achsige Röders RXP 601 DS, den (5-achsigen) Erodierprogrammen für die 4-achsige Gantry Eagle 800 von OPS-Ingersoll, die in der Zelle zusätzlich mit einer fünften Drehachse arbeitet, sowie beim Management der Elektroden. Im Mittelpunkt steht dabei die Zellensoftware, Jobmanagement genannt, die alles koordiniert.

An insgesamt 14 Arbeitsplätzen entstehen mit VISI Machining die Fräsprogramme. Gefräst wird mit bis zu fünf Achsen, vorwiegend angestellt, aber auch simultan.

Fertigungszelle von Röders: Der Knickarmroboter fährt in der ersten Ausbaustufe auf 6,5 Meter langen Schienen und bedient – koordiniert von der Jobmanagementsoftware – die Fräs- und Senkerodiermaschine, den Messplatz mit dem Koordinatenmessgerät sowie die Magazinplätze.

Der Fanuc-Roboter macht gerade einen Stopp bei der Senkerodiermaschine. Auf dem zweiten Bild wird eine fertig gefräste und mit Halter versehene Elektrode vom Schwenkrundtisch der Röders RXP 601 DS entnommen.
Elektrodenkonstruktion weitgehend automatisch
Mit dem Umstieg auf VISI hat man sich in Kronberg einen Wunsch erfüllt, den man eigentlich schon lange hatte: Die Elektrodenkonstruktion ebenfalls weitgehend zu automatisieren. Zwar wurden auch bereits Elektroden in der Erodierabteilung abgeleitet, aber längst nicht so elegant wie mit dem VISI-Modul Elektrode. Für eine einfache Standardelektrode seien eigentlich nur ein paar Mausklicks notwendig, meint Kais Hamza.
Im Tagesgeschäft ebenfalls sehr hilfreich sei, dass VISI Elektrode zusammen mit dem EDM Manager auch die Verwaltung und Weitergabe der zum Erodieren wichtigen Parameter übernimmt. Im EDM-Manager werden Werkstück- und Elektrodeninformationen, wie beispielsweise Positionen, Drehwinkel, Anzahl der Elektroden oder Funkenspalt aufbereitet und ebenfalls dem Jobmanagement der Zelle übergeben, das diese Daten dann an die Steuerung der OPS Ingersoll-Maschine weiterreicht.


Automatischer Soll-Ist-Vergleich der Elektrodenkontur gegen das CAD-Modell: Messplatz mit Koordinatenmessmaschine Zeiss Eclipse.
Automatisches Messen der Elektrodenkonturen
Ebenfalls oben auf der Wunschliste stand bei P&G, dass die Elektrodenkontur – und nicht nur die Versatzdaten – automatisch gegen das CAD-Modell gemessen werden. Dies funktioniert heute so, dass nach abgeschlossener Konstruktion in VISI Elektrode die Messpunkte an der Elektrodenkontur einfach per Mausklick festgelegt werden. Und ohne dass man VISI verlassen muss, werden außerdem diese Messpositionen virtuell angefahren, um so auch gleich die NC-Sätze der Anfahrwege für die Messmaschine zu erzeugen.
In der Praxis sieht das in etwa so aus: Da über VISI der Nullpunkt ja bereits definiert ist, entnimmt der Roboter die fertig gefräste Elektrode aus dem Magazin und übergibt sie – vom Jobmanagement koordiniert – dem Messplatz. Hier wird die Kontur von der CNC-Messmaschine dann an den vorgegebenen Punkten anhand der mitgelieferten Anfahrwege automatisch gemessen.In diesem Zusammenhang weist Kais Hamza auf das Anlagenkonzept hin, das trotz Automatisierung eine gewisse Flexibilität ermöglicht. „Wenn beispielsweise fünf Elektroden benötigt werden und davon eine fehlerhaft ist, kann die Anlage schon mal vorab mit vier erodieren.“
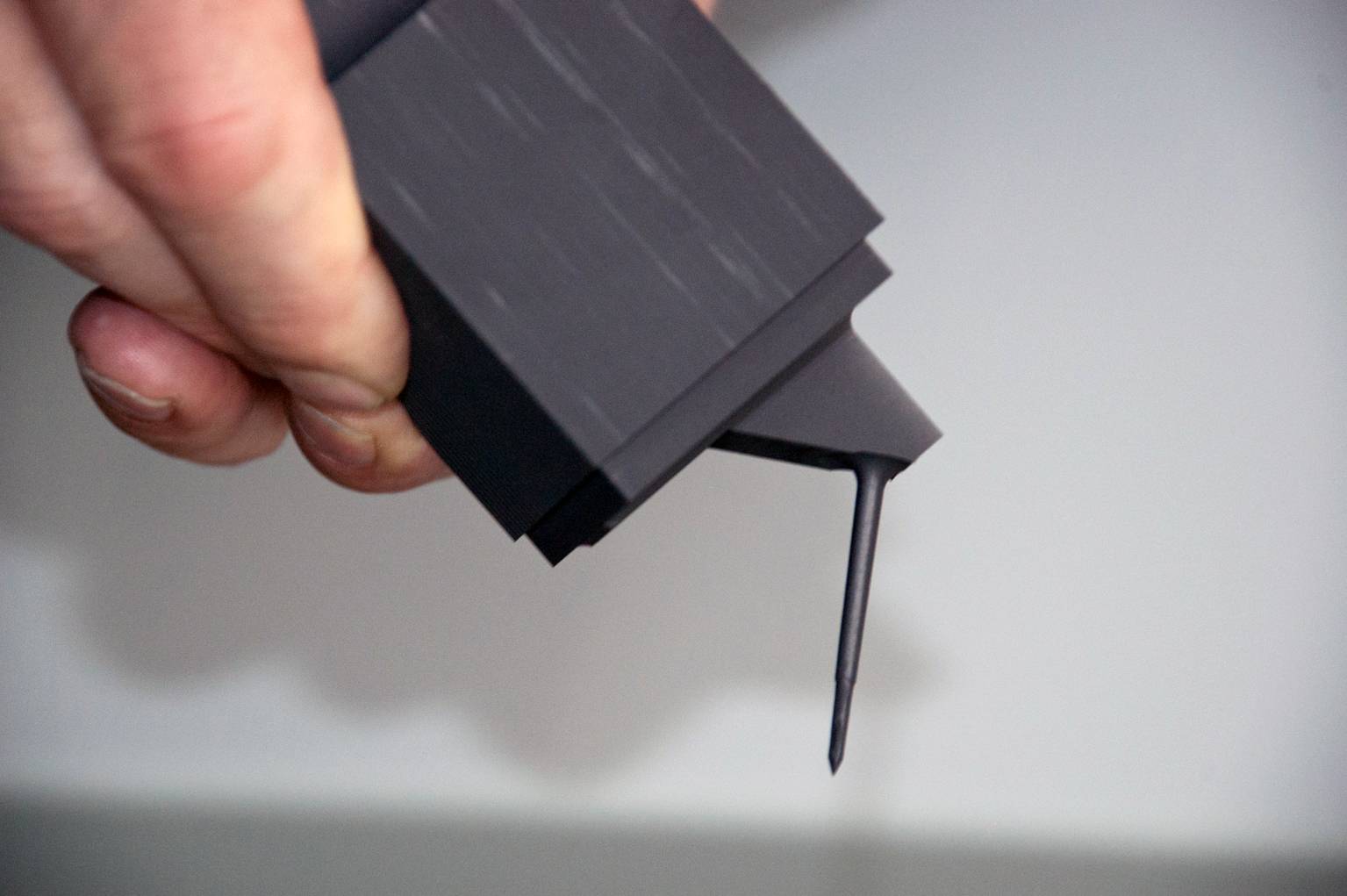
Hohe Präzision: Zeitgleich mit der Inbetriebnahme der neuen Fertigungszelle wurden in Kronberg die Elektroden überwiegend auf Grafit umgestellt.

Sogar erodiert wird manchmal 5-achsig – meist autonom und rund um die Uhr. Betreut wird die OPS Ingersoll Gantry Eagle 800 von Thomas Wild (links) und Viktor Hert.

Die komplexe Fertigungszelle bietet klare Vorteile, erfordert von den Mitarbeitern aber viel Verantwortung. Hier Uwe Nowak (links) und Christopher Köhler an der CNC der Röders RXP 601 DS.
Fazit
Für Roland Trombelli ist der Umstieg auf VISI gepaart mit der autonom arbeitenden Fertigungszelle ein wichtiger Meilenstein in Richtung Zukunft. Auch wenn die Automatisierung eine genauere Planung der Prozessschritte erforderlich mache, die sehr hohe Maschinenauslastung und die insgesamt kürzeren Durchlaufzeiten wären ein klares Plus.
Teilen: · · Zur Merkliste