anwenderreportage
Heidenhain iTNC 530: Absolut zuverlässig
Heidenhain-Tastsystem macht kritische Werkstückbearbeitung prozesssicher: Der fränkische Lohnfertiger Ottmar Buchberger Mechanische Werkstatt GmbH produziert viele Komponenten für moderne Kraftwerksturbinen. Dazu zählen auch Kraftwerkskomponenten aus NIMONIC®, eine Nickel-Basis-Legierung mit Geschichte: Damit wurden in der Luftfahrt einst die Grenzen des Machbaren neu definiert. Für die anspruchsvolle Bearbeitung setzt Buchberger konsequent auf Steuerungen und Tastsysteme von Heidenhain.

Thomas Bruckbauer, Leiter CNC-Fräsen bei Buchberger, an neuen Werkzeugmaschinen, die Werkstücke aus Nickel-Basis-Legierungen bearbeiten.

Thomas Bruckbauer
Leiter CNC-Fräsen bei Buchberger
„Die TNC-Steuerungen von Heidenhain sind bei der Betriebsdatenerfassung besonders kommunikationsfreudig. Über die DNC-Schnittstelle liefert die TNC der CIMCO-Software zur Betriebsdatenerfassung Statusinformationen, Programm-Namen, Laufzeiten von Programmen, Fehlermeldungen etc. und leistet somit einen wichtigen Beitrag zur Qualitätskontrolle.“
Buchberger gestaltet die Fertigungsprozesse besonders sicher und nachvollziehbar. Die Komponenten für Kraftwerksturbinen verzeihen keine Fertigungsfehler – selbst kleine Bauteile können gewaltige Schäden an den schweren Strömungsmaschinen verursachen. So bearbeiten z. B. 14 Fräsmaschinen mit Heidenhain iTNC 530-Steuerungen laufend Kraftwerkskomponenten aus dem zähen NIMONIC®. Automatisierte Messungen mit Heidenhain-Tastsystemen erfassen die Werkstückmaße, prüfen während des Bearbeitungsprozesses die Maßhaltigkeit und kontrollieren abschließend definierte Positionen am bearbeiteten Werkstück.
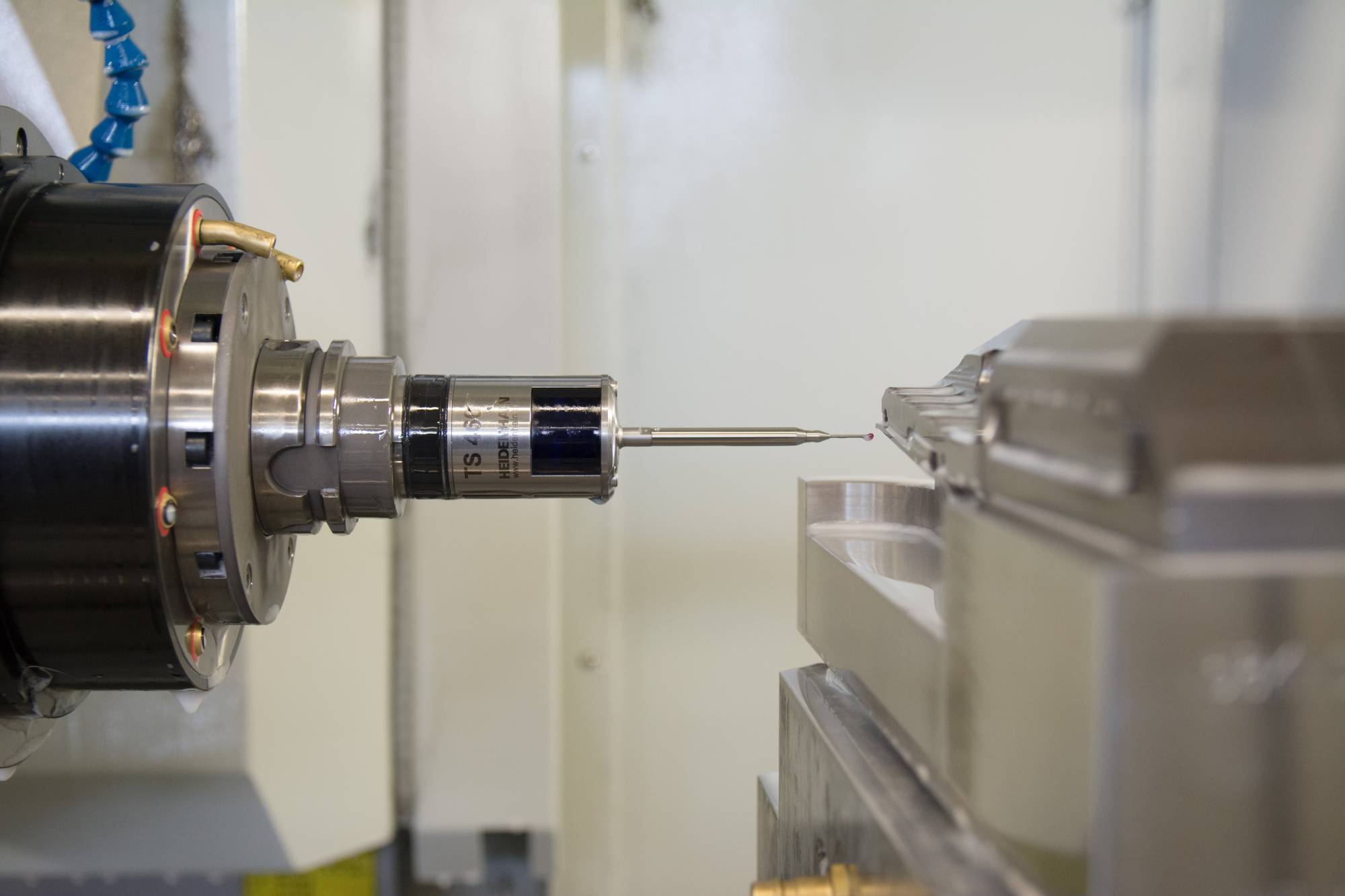
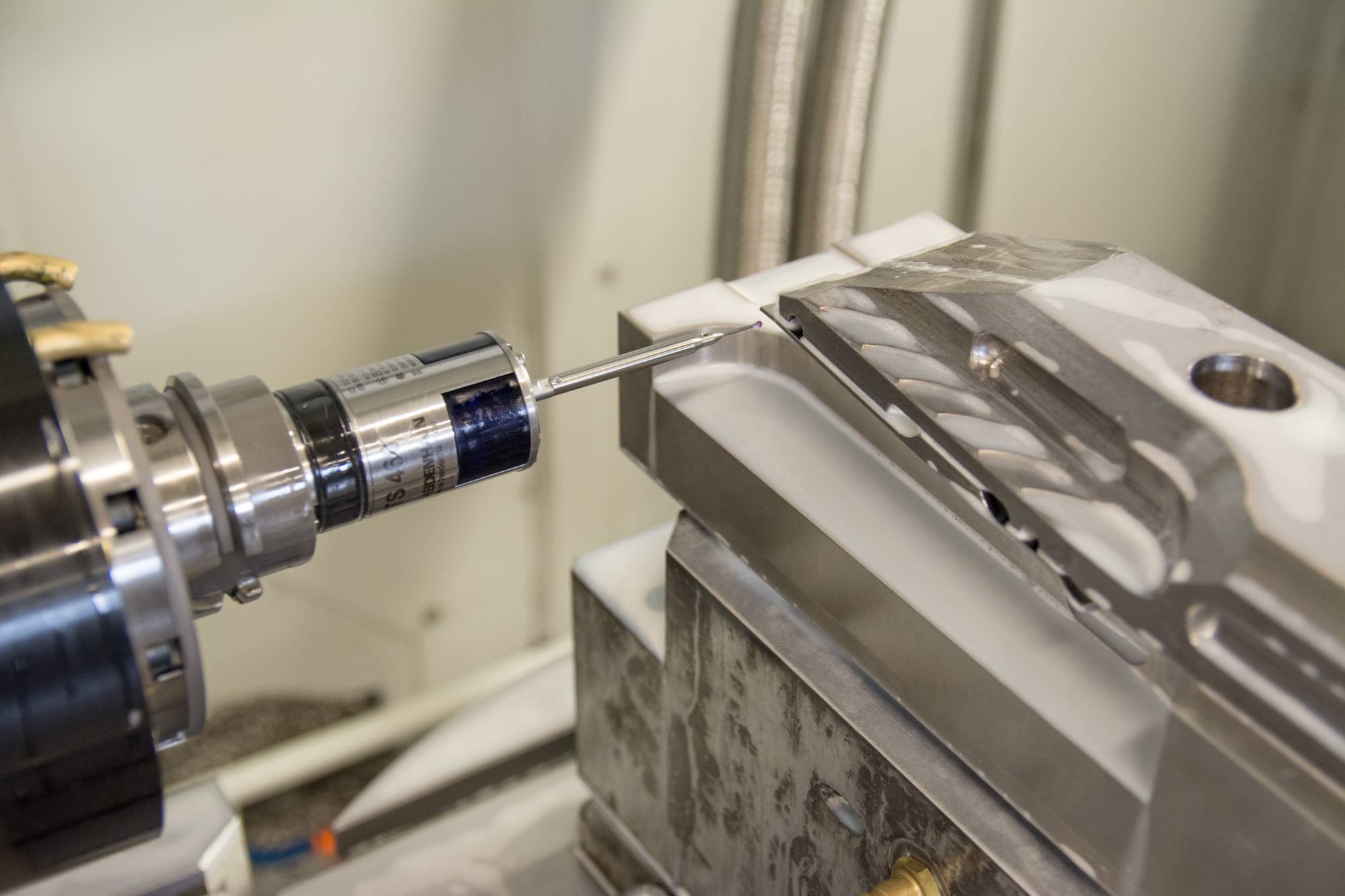
Buchberger setzt die Heidenhain-Tastsysteme TS 460 mit Kollisionsschutz und Abblasdüsen für Messungen im laufenden Bearbeitungsprozess ein.
Infos zum Anwender
Im Jahre 1967 wurde die Ottmar Buchberger Mechanische Werkstatt GmbH in einer Garage in Nürnberg gegründet. Mittlerweile beschäftigt das Unternehmen mit Firmensitz in Tuchenbach (D) knapp 100 Mitarbeiter in Produktion, Qualitätsmanagement und Verwaltung und liefert anspruchsvolle Bauteile und Komponenten an Kunden aus den Bereichen Gasturbinenbau, Atomreaktortechnik, Luft- und Raumfahrt, 3D-Druckertechnik, Medizintechnik und Sensortechnik.
www.buchberger-gmbh.de
Unter realen Bedingungen
Die Spezialisten in der Lohnfertigung setzen bei der Werkzeugvermessung auf reale Bearbeitungsbedingungen: Nach einem Prüfschnitt auf dem Werkstück misst ein Heidenhain-Tastsystem die gefräste Fläche. Die ermittelten Werte verrechnet ein Zyklus als Deltawerte mit den Korrekturwerten für das Werkzeug (Länge und Radius). Diese Vorgehensweise ist zwar zeitintensiver als die direkte Vermessung mit einem Werkzeugtastsystem, berücksichtigt aber Verformungen durch den hohen Schnittdruck zuverlässig.
Die zähe Nickel-Basis-Legierung lässt bei ihrer Bearbeitung nur kleine Zustellungen und Vorschübe zu. Dennoch wirken während der Bearbeitung – deutlich hörbar – starke Kräfte auf das Werkstück. Damit Werkstückverzug die Genauigkeit der Fräsbearbeitung nicht beeinträchtigt, ruft das Bearbeitungsprogramm zwischen definierten Bearbeitungsschritten Messzyklen auf. Die Steuerung korrigiert eventuelle Abweichungen automatisch, damit die nachfolgenden Schnitte eine maßhaltige Kontur erzeugen.
Im Einsatz ist auch die neueste Generation der Heidenhain-Tastsysteme TS 460, ausgestattet mit Kollisionsschutz und Abblasdüsen. Letztere sind für Thomas Bruckbauer, Leiter CNC-Fräsen bei Buchberger, ein wichtiges Feature bei Messungen im laufenden Bearbeitungsprozess und haben mit zur Kaufentscheidung beigetragen. Die Abblasdüsen reinigen mit Kühlmittel oder Druckluft die Messstelle, sodass sie sauber ist und die Messung zuverlässig durchgeführt werden kann. Der Kollisionsschutz stoppt die Maschine, falls das Tastsystem auf das Werkstück oder die Spannvorrichtung prallt. Gleichzeitig schützt er das Tastsystem, indem er kleinere Zusammenstöße kompensiert. Das Tastsystem wird nicht beschädigt.
Die automatisierten Messungen bei der Serienproduktion der Werkstücke führen zu einem häufigen Einsatz der Tastsysteme. Sie halten den Belastungen stand und garantieren durch den verschleißfrei arbeitenden Sensor zuverlässige Messwerte auch nach Millionen Antastungen. Auch die Messgenauigkeit erfüllt die Erwartungen des Frästeams dauerhaft. Dazu kalibrieren die TNC-Experten die Tastsysteme nach einiger Zeit mit automatisierten Kalibrierzyklen.
Buchberger setzt konsequent auf Steuerungen und Tastsysteme von Heidenhain.
Sehr kommunikationsfreudig
Aus der Sicht von Thomas Bruckbauer ragen im Maschinenpark die Heidenhain-Steuerungen heraus: „Die TNC-Steuerungen sind bei der Betriebsdatenerfassung besonders kommunikationsfreudig.“ Über die DNC-Schnittstelle liefert die TNC der CIMCO-Software zur Betriebsdatenerfassung Statusinformationen, Programm-Namen, Laufzeiten von Programmen, Fehlermeldungen usw. Mehrere große Bildschirme sind in der Werkstatt für alle gut sichtbar angebracht und zeigen den Status der Maschinen live an. In der Serienfertigung ist ein Maschinenbediener für mehrere Maschinen zuständig. Die Anzeige hilft dem ganzen Team, den Überblick zu behalten. Es kann Probleme umgehend erkennen, wodurch eine möglichst hohe Maschinenauslastung sichergestellt ist. Das System zur Betriebsdatenerfassung hilft, den Produktionsprozess bei der Herstellung der kritischen Bauteile zu dokumentieren. Damit leistet es einen wichtigen Beitrag zur Qualitätskontrolle und reduziert Haftungsrisiken.
In der Serienfertigung schätzen die Programmierspezialisten die klassische Bedienerfreundlichkeit der Heidenhain-Steuerungen: Ungefähr 30 % der Bearbeitungsprogramme entstehen noch direkt an der Steuerung im leicht verständlichen Klartext. Die NC-Programmierer kennen alle Eigenheiten der anspruchsvollen Werkstückbearbeitungen wie das genaue Verhalten von Maschinen und Werkzeugen. Die an der iTNC erstellten Programme berücksichtigen das in allen Details und fördern eine effiziente Serienfertigung mit hoher Prozesssicherheit.

Übersichtliche Anzeige der Ergebnisse: Der Maschinenbediener kann mit einem Blick erkennen, dass der Bearbeitungsprozess erfolgreich abgeschlossen wurde und die ermittelten Werte für die Prozessdokumentation protokollieren.
Besonders kompatibel
„Ein Programm muss nicht zwingend auf der gleichen Maschine laufen wie beim letzten Mal“, lobt Thomas Bruckbauer die Kompatibilität der Heidenhain-Steuerungen. Weil alle Fräszentren mit einer iTNC 530 ausgestattet sind, kann das Frästeam die Maschinen auch für wiederkehrende Bauteile je nach Verfügbarkeit einsetzen. Die konsequente Ausstattung mit der nutzerfreundlichen Steuerung ermöglicht Maschinenbedienern und NC-Programmierern ihr ganzes Wissen und Können an jeder Maschine gleichermaßen einzubringen.
Ebenso konsequent ist Buchberger bei den Tastsystemen: alle iTNC-gesteuerten Maschinen sind mit Heidenhain-Tastsystemen ausgerüstet. Zahlreiche Mess- und Prüfaufgaben sind fester Bestandteil des Programmlaufs. Auch die CAD/CAM-generierten Programme nutzen die original Heidenhain-Tastsystemzyklen, um eine gleichbleibend hohe Qualität der Bearbeitung mit automatisierten Messungen sicherzustellen.

Anspruchsvolle Aufträge
Lohnfertiger Buchberger spannt mit seiner Fertigung einen weiten Bogen: Neben der Serienfertigung der Kraftwerkskomponenten entstehen viele weitere Komponenten für ganz unterschiedliche Branchen. Dabei wird auch vor Werkstücken mit bis zu 25 Tonnen nicht haltgemacht. Die Aufträge haben alle etwas gemeinsam: Sie sind anspruchsvoll und erfordern besondere Bearbeitungsstrategien.
Viele Erfahrungswerte fließen hierzu direkt in die Programmerstellung ein. In der Serienfertigung z. B. ersetzt ein eigens entwickelter Zyklus Werkzeuge nicht nach Standzeit, sondern abhängig von der Zahl der auf der Maschine hergestellten Werkstücke. Die Kriterien für den Werkzeugtausch leiten sich aus Erfahrungen der Fertigungspraxis ab. So kann die Verfügbarkeit von Werkzeugen für anstehende Bearbeitungen zuverlässig bestimmt werden.
Bei der Wahl der Maschinen für die Bearbeitung der Nickel-Basis-Legierung wurde auf das Wesentliche geachtet: Eine robuste und belastbare Mechanik sowie ein gutes Kosten-Nutzen-Verhältnis. 14 neue Maschinen von MTRent erfüllen diese Anforderungen und bewähren sich in der anspruchsvollen Serienproduktion der Kraftwerkskomponenten mit gleichbleibender Fertigungsqualität. Ausgerüstet sind alle Maschinen mit Steuerungen und Tastsystemen von Heidenhain – da geht Thomas Bruckbauer keine Kompromisse ein.
Teilen: · · Zur Merkliste