anwenderreportage
Heidenhain TNC: Dynamik beim HSC-Fräsen
Die TNC sorgt beim Hartzerspanen für gute Oberflächen: Im Automobilbau entstehen die kraftübertragenden Bauteile – wie Kurbelwellen oder Getriebeteile – meist aus warmumgeformten Rohteilen. Durch Verfahren wie das Gesenkschmieden oder Fließpressen gewinnen sie an Zähigkeit und Festigkeit, um hohe dynamische Belastungen aufnehmen zu können. Durch den Trend zum Leichtbau steigt die Bedeutung der Massivumformung stark. Die Hirschvogel Automotive Group zeichnet sich durch viel Erfahrung bei kombinierten Umformverfahren für die Automobilindustrie aus. Am Hauptsitz im oberbayerischen Denklingen entstehen – an Mikron Hochgeschwindigkeits-Bearbeitungszentren von GF Machining Solutions – in kleinen Losgrößen Werkzeuge und Gesenke für die Produktion: hochgenau gesteuert von Heidenhain TNC-Steuerungen.

Oberflächenfehler nicht erlaubt: Werkzeuge für das Gesenkschmieden.

Ralph Schramme
Fertigungsleiter des Werkzeugbaus bei der Hirschvogel Automotive Group
„Wir setzen beim Fräsen durchgängig Heidenhain-Steuerungen ein. Damit sind wir sehr flexibel. Mitarbeiter wechseln die Maschine oder ein Auftrag wechselt die Maschine: Mit immer der gleichen Steuerung geht das ganz einfach. Die TNC ist dabei überall genau und – je nach Bearbeitungsaufgabe – besonders schnell.“
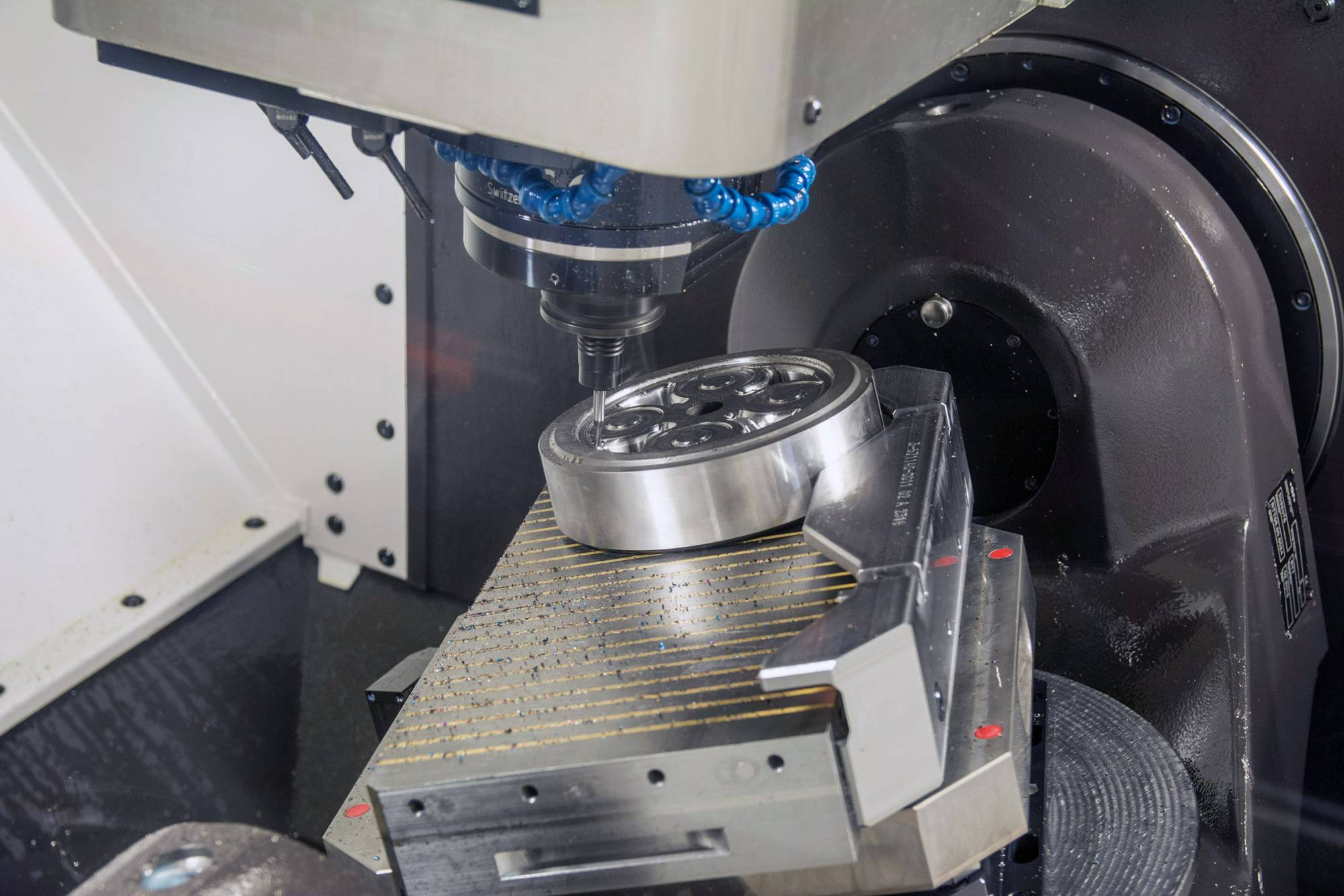
„Hohe Genauigkeit bei hohen Geschwindigkeiten ist unsere größte Herausforderung“, sagt Manfred Donderer, Leiter HSC-Fräsen im Hirschvogel Werkzeugbau. Bei den formabbildenden Werkzeugen aus gehärteten Werkzeugstählen steigen die Anforderungen stetig: Sie sind beim Umformen den hohen Temperaturen bis knapp 1.200 °C ausgesetzt, müssen schlagartige Belastungen aushalten und dabei die Form exakt abbilden. Oberflächenfehler sind da nicht erlaubt. Der Werkzeugbau bei Hirschvogel setzt beim HSC-Fräsen (High Speed Cutting) auf die HSM Bearbeitungszentren von GF Machining Solutions, die sich durch ihre hohe Steifigkeit bei großer Dynamik auszeichnen. Gerade bei stetig zunehmenden Härten – bei Hirschvogel fräst man teilweise bis zu 66 HRC – erzielen diese Maschinen in Verbindung mit der hochgenauen Bewegungsführung der Heidenhain TNC-Steuerung ausgezeichnete Oberflächenqualitäten.

Ein starkes Team: Mikron HEM 500U Bearbeitungszentren von GF Machining Solutions mit TNC-Steuerung.
Infos zum Anwender
Die Hirschvogel Automotive Group entwickelt und produziert als Partner der Automobilindustrie Bauteile für Motor, Einspritzung, Getriebe, Antriebsstrang und Fahrwerk. Als Spezialist für die Verfahren Massivumformung und spanende Bearbeitung ist Hirschvogel mit mehr als 4.000 Mitarbeitern weltweit aktiv.
Entscheidend für gute Werkstücke
Die Hirschvogel Automotive Group ist einer der größten Automobilzulieferer mit Standorten in der ganzen Welt. Die eigene Entwicklung legt jedes Teil optimal aus – in Bezug auf Funktion, Festigkeit und Größe. Große Erfahrung in den Massivumformverfahren macht es Hirschvogel leicht, neue Entwicklungen zu berücksichtigen und die Verfahren kombiniert einzusetzen. Damit gelingt Hirschvogel das wirtschaftliche Herstellen von Bauteilen in großer Stückzahl. Beim Thema Leichtbau bieten die Umformverfahren – entsprechendes Bauteildesign vorausgesetzt – große Einsparpotentiale beim Gewicht.
„Wir setzen beim Fräsen durchgängig Heidenhain-Steuerungen ein. Damit sind wir sehr flexibel“, erläutert Ralph Schramme, Fertigungsleiter des Werkzeugbaus. „Mitarbeiter wechseln die Maschine oder ein Auftrag wechselt die Maschine: Mit immer der gleichen Steuerung geht das ganz einfach. Die TNC ist dabei überall genau und – je nach Bearbeitungsaufgabe – besonders schnell.“ Denn Hirschvogel nutzt das Operator Support System (OSS), eine Funktion, die GF Machining Solutions als Erweiterung des Heidenhain Zyklus 32 anbietet. Damit stellt der Maschinenbediener das dynamische Maschinenverhalten so ein, wie er es braucht: genauer oder schneller. Dabei werden die Funktionen CTC und AVD aus dem Funktionspaket Dynamic Precision von Heidenhain angesprochen, die die dynamischen Abweichungen der Maschine reduzieren.

Kleine Losgrößen mit kurzer Durchlaufzeit
Im Hirschvogel Werkzeugbau sind Losgrößen von 1 bis 10 typisch – und eine Herausforderung. Denn Kosten- und Termindruck erfordern es, Rüstzeiten zu minimieren. „Bei uns muss ein Werkzeug-Neuteil in drei bis vier Wochen fertig sein, das heißt, dass wir unsere Durchlaufzeiten stark verkürzen mussten“, erklärt Georg Gebler, Leiter des Hirschvogel Werkzeugbaus. Dazu tragen die Palettenwechselsysteme von GF Machining Solutions bei. Diese kompakte und integrierte Automationslösung erlaubt es den Maschinenbedienern, die nächsten Aufträge außerhalb der Maschine in Nullpunkt-Spannsystemen zu fixieren. Bis zu 20 Werkstücke fasst der Palettenwechsler – ein eigener Zugang macht das Beladen leicht. Die Verwaltung übernimmt die TNC-Steuerung gewohnt bedienerfreundlich. Der Maschinenbediener behält ganz komfortabel über Tabellenansichten die Übersicht über die abzuarbeitenden Aufträge.
Mannlose Schichten zu füllen ist für Hirschvogel schwierig, weil die typischen Bearbeitungen keine langen Zeiträume beanspruchen. Die Lösung brachte die Idee, das Schichtsystem umzustellen auf zwei Schichten, die jeweils vier Stunden auseinanderliegen: von sechs bis 14 Uhr und von 18 bis zwei Uhr. „Die vier Stunden mannlos können wir mit den Palettenwechslern gut auslasten und die großen Aufträge heben wir uns fürs Wochenende auf“, erzählt Manfred Donderer.

HSC-Profis (v.l.n.r.): Ralph Schramme, Fertigungsleiter Werkzeugbau, mit den Maschinenbedienern Norbert Teicht und Alexander Raabe sowie Manfred Donderer, Leiter HSC-Fräsen.

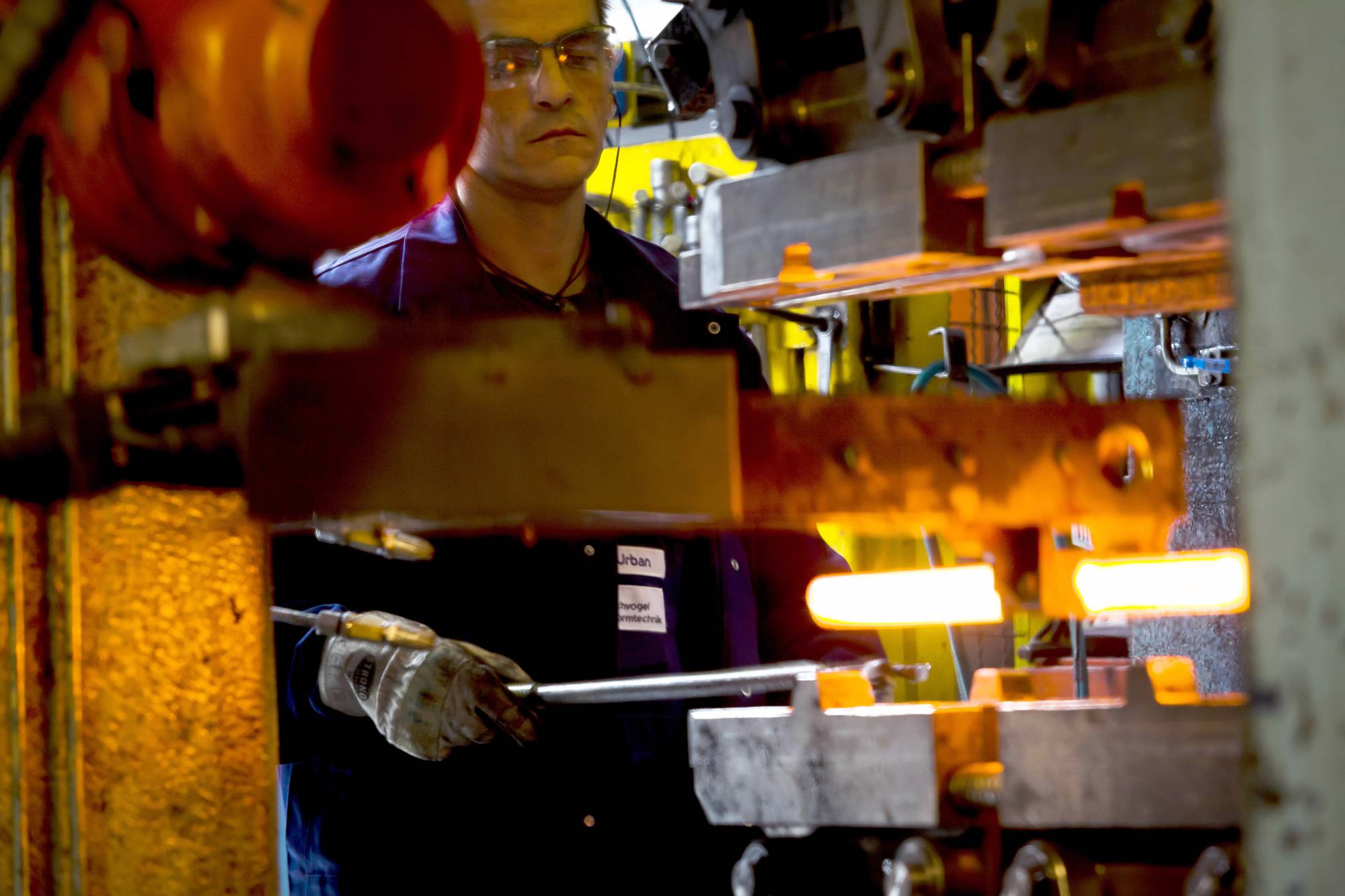
Massivumformverfahren sind die Spezialität der Hirschvogel Automotive Group.
Beste Betreuung
„Wir fühlen uns sehr gut betreut durch GF, sie gehen voll auf unsere Bedürfnisse ein“, lobt Ralph Schramme die gute Zusammenarbeit mit den Schweizer Maschinenbauern. Kundenspezifische Lösungen sind auch deshalb möglich, weil der Steuerungshersteller Heidenhain gerne mitmacht und den Maschinenhersteller aktiv unterstützt. So wurde speziell für den Hirschvogel Werkzeugbau über CycleDesign, die Heidenhain-Software zur Erstellung von Zyklenstrukturen, ein eigener Sonderzyklus für eine Verfahrbereichseinschränkung erstellt. Auf Wunsch kann sogar ein eigener Softkey dazu definiert werden.
So passen die Mikron Hochgeschwindigkeits-Bearbeitungszentren von GF Machining Solutions perfekt zu Teilespektrum und Bearbeitungsaufgaben. Hinzu kommt die gute Flächenproduktivität inklusive Automationslösung – in Verbindung mit Heidenhain-Steuerungen für Hirschvogel die beste Wahl.
Teilen: · · Zur Merkliste