anwenderreportage
Hainbuch centroteX: Starkes Rüstzeug als Flexibilitätsturbo
Das besondere Markenzeichen der Traktionssysteme Austria GmbH (TSA) ist die von ihr angebotene Produktvielfalt: Denn jeder elektromechanische Antrieb made in Wiener Neudorf wird individuell entwickelt und für den jeweiligen Einsatzzweck maßgeschneidert. Dabei fungiert u. a. ein centroteX M Schnellwechselsystem mit einem TOPlus 100 Futter als Flexibilitätsturbo. Denn für das Spannen unterschiedlich großer bis zu 650 kg schwerer Rotoren braucht es nicht nur ein leicht adaptierbares, sondern auch ein starkes Rüstzeug. Von Sandra Winter, x-technik

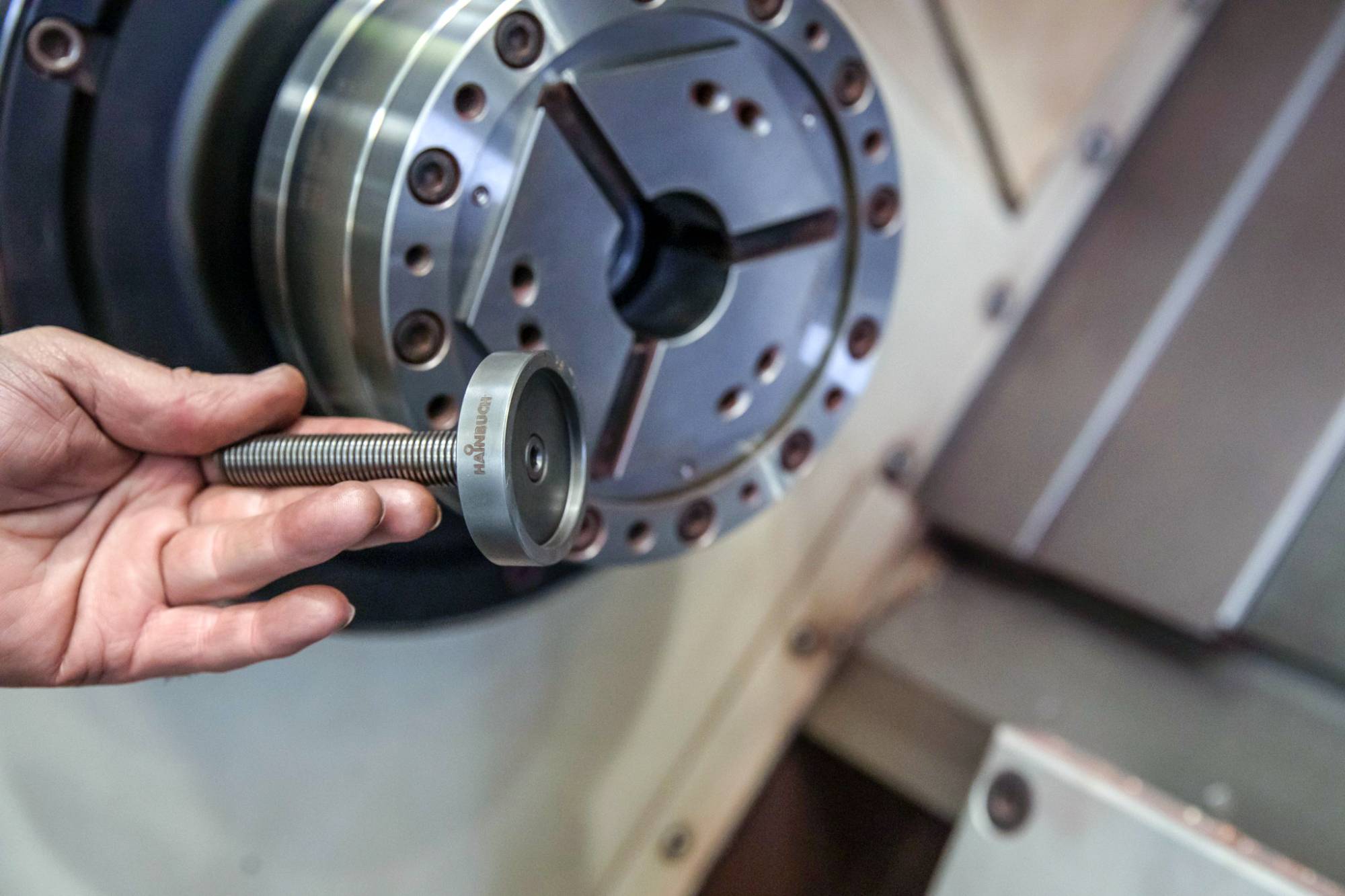
Rüstzeiten um 60 % verkürzt: Dank Hainbuch Schnellwechselsystem ist die DMG MORI CTX beta 2000 nun innerhalb von rund zehn Minuten für einen anderen Rotortyp startklar.
Shortcut
Aufgabenstellung: Gesucht war eine flexible Schnellwechsel- bzw. Spannlösung, die es mit bis zu 600 kg schweren Rotoren aufnimmt.
Lösung: Ein TOPlus-Futter, das auf einem centroteX M Schnellwechselsystem aufgebaut wurde.
Nutzen: Mehr Prozesssicherheit, um bis zu 60 % verkürzte Rüstzeiten, hohe Haltekräfte ohne Spuren zu hinterlassen, einfach zu bedienen bzw. zu schmieren.
Motor ist nicht gleich Motor. Zumindest bei TSA nicht. Die Wiener Neudorfer Spezialisten für elektromechanische Schienen- und Straßenfahrzeugantriebe entwickeln bzw. fertigen ausschließlich nach konkretem Bedarf. Dafür steht ein in Summe rund 400 Mitarbeiter starkes Team zur Verfügung, von dem ca. 60 im Engineering tätig sind. Die Kunden geben an, welche Anschlüsse bzw. welche Traktionsleistung sie benötigen und die Niederösterreicher liefern eine passgenaue Antwort. Laut DI Dr. Markus Müller würde eine für die Amsterdamer Begebenheiten maßgeschneiderte Straßenbahn an den Hügeln in San Francisco scheitern, weil das Leistungsvermögen der einzelnen Antriebslösungen je nach späterem Einsatzort erheblich variiert. „Derzeit fertigen wir rund 6.500 Motoren pro Jahr, wobei das Gesamtgewicht von Stator und Rotor zusammen bis zu zwei Tonnen betragen kann. Wir produzieren aber auch kleine Einheiten, die als Komplettpaket nur etwas mehr als 100 Kilogramm wiegen“, streicht der Leiter der Fertigungstechnologie-Abteilung und des Lean Managements die von TSA angebotene Produktvielfalt hervor.
Wer die Firmenhistorie der Traktionssysteme Austria zurückverfolgt, landet bei drei Traditionsunternehmen des Bahnmaschinenbaus: BBC, ABB und Elin. Diese honorigen Wurzeln spiegeln sich auch in der Adresse des Firmensitzes wider. In unmittelbarer Nachbarschaft zu ABB liegend, wird ein ehemaliges Werk der Brown Boveri für die Fertigung von Motoren, Generatoren und Getrieben genutzt. „2020 war für uns ein großes Jubiläumsjahr: Einerseits feierten wir den 60er dieses Standorts und andererseits den 20er der TSA“, weist Markus Müller auf die jahrzehntelange Erfahrung der Wiener Neudorfer bei der Ausgestaltung hochleistungsfähiger Traktionssysteme hin. Mittlerweile befinden sich bereits mehr als 59.300 Motoren made by Traktionssysteme Austria weltweit im Umlauf und täglich werden es mehr. „Innerhalb von zehn Jahren konnten wir die Anzahl der Einheiten, die wir pro Jahr produzieren, verdreifachen“, verrät der Leiter der Fertigungstechnologie, der in seiner Zusatzfunktion als Head of Lean Management ein weiteres Plus anpeilt.
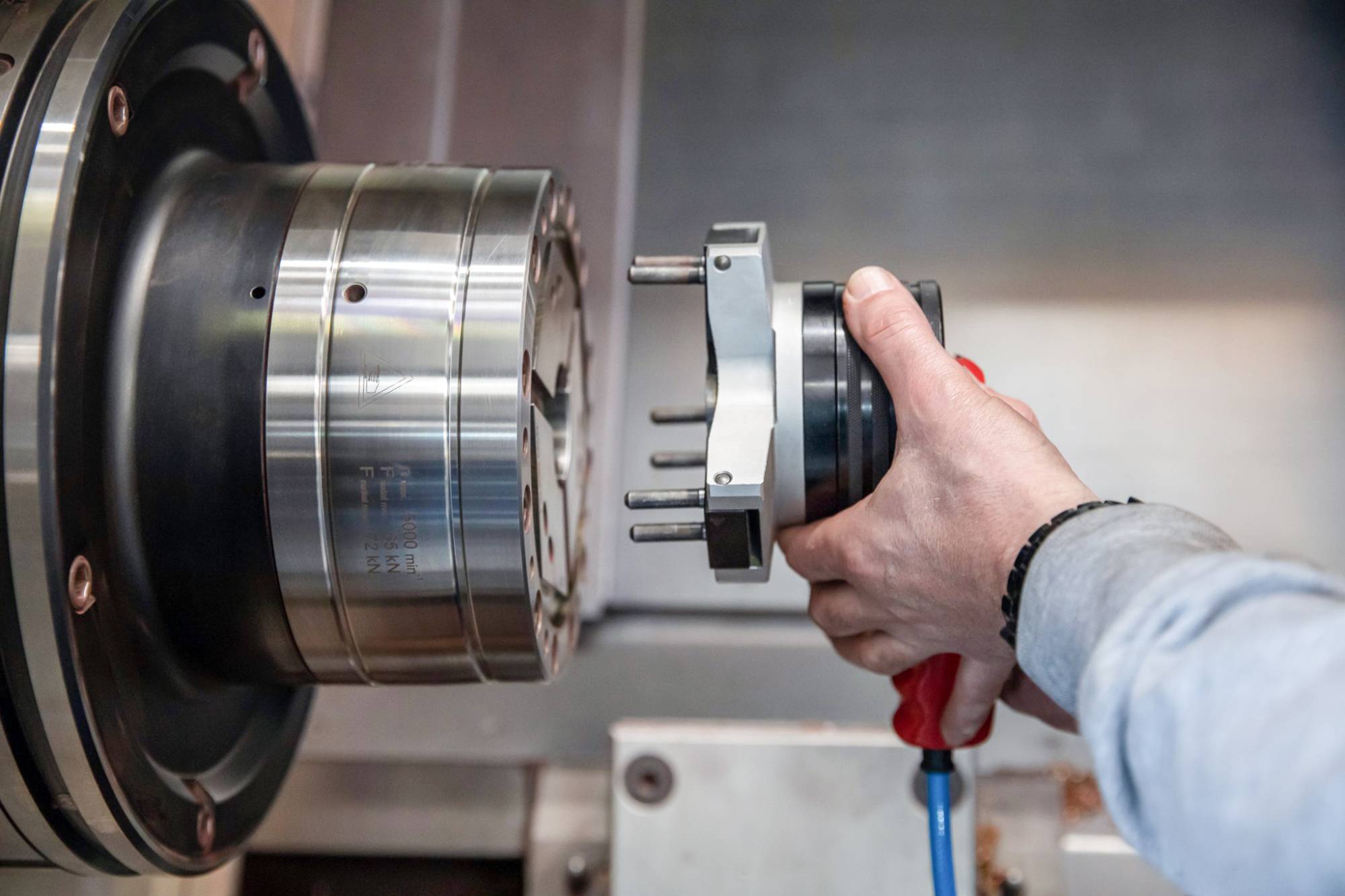
In der Rotorfertigungsstraße der Traktionssysteme Austria GmbH fungiert u. a. ein centroteX M Schnellwechselsystem mit einem TOPlus 100-Futter als Flexibilitätsturbo.

Martin Leicht
Fertigungstechniker bei der Traktionssysteme Austria GmbH
„Wir haben vorher ein Dreibackenfutter mit Spitzverzahnung für Aufsatzbacken verwendet, welches sehr staubanfällig war. Das bedeutete einen hohen Reinigungsaufwand für uns. Das fällt jetzt weg, genauso wie das lästige Herumschrauben. Jetzt müssen wir nur noch zweimal auf eine Taste drücken, um die pneumatische Wechselvorrichtung für die Spannköpfe zu betätigen.“
Rüstzeiten um 60 % verkürzt
Eine Output-Steigerung um 40 % ist Ziel, das es laut „Production Roadmap“ bis spätestens 2025 zu erreichen gilt. Und als wäre diese Vorgabe noch nicht sportlich genug, ist bei der Umsetzung eine verschärfende Rahmenbedingung im Auge zu behalten: Die Produktionsfläche soll gleichbleiben. „Wir können die Halle nicht vergrößern, aber die einzelnen Fertigungsbereiche optimieren. In der Vergangenheit war es beispielsweise Usus, alle Drehmaschinen an einem Ort zu bündeln, alle Fräszentren an einem anderen und alle Pressen wieder irgendwo separat. Das ist jetzt anders. Nun gibt der Materialfluss das Produktionslayout vor“, beschreibt Markus Müller.
Dass die Durchlaufzeit in der Rotorstraße in den letzten Jahren von 15 auf sechs Tage reduziert werden konnte, hat aber auch noch einen weiteren Grund: Jetzt wird nicht mehr gewartet, bis mehrere Stück eines ähnlichen Rotortyps herzustellen sind, sondern je nach Bedarf losgestartet. „Früher versuchten wir ein häufiges Umrüsten zu vermeiden, weil es üblicherweise zwischen 30 und 40 Minuten dauerte, bis unsere DMG MORI CTX beta 2000 Universaldrehmaschine für einen anderen Rotortyp startklar war“, erinnert sich Martin Leicht, Fertigungstechniker bei TSA, an die Zeit vor der Einführung eines Schnellwechselsystems aus dem Hause Hainbuch und er fügt ergänzend hinzu: „Wir haben vorher ein Dreibackenfutter mit Spitzverzahnung für Aufsatzbacken verwendet und da wir unsere Rotoren trocken bearbeiten, war dies immer mit einem hohen Reinigungsaufwand verbunden. Das fällt nun weg, genauso wie das lästige Herumschrauben. Jetzt müssen wir nur noch zweimal auf eine Taste drücken, um die pneumatische Wechselvorrichtung für die Spannköpfe zu betätigen.“ Laut Markus Müller verkürzten sich die Rüstzeiten in der Rotorenstraße dank centroteX M und TOPlus 100 um 60 %.

Hohes Lob von den Anwendern
Ursprünglich war es die Stator-Fertigung, für die Richard Gierlinger, Geschäftsführer von Hainbuch Austria, ein Optimierungsangebot unterbreitete, aber dieses wurde dann doch nicht angenommen. Noch nicht, denn das Interesse daran ist derzeit mehr denn je gegeben. „In dem Bereich, wo wir die drehenden Bauteile für unsere Motoren herstellen, wurde der Wandel von einer klassischen Werkstattfertigung hin zu einer taktorientierten Fertigungsstraße bereits vollzogen. Nun nehmen wir die Stator-Fertigung genauer unter die Lupe und überlegen, wie wir diese effizienter gestalten können“, gibt Markus Müller einen Ausblick auf die nahe Zukunft.
Grundsätzlich vertraut die Traktionssysteme Austria GmbH auf folgende Bausteine, um kontinuierlich effizienter zu werden: Auf Lean Management, auf einen verbesserten Wertstrom in der Produktion, auf innovative Technologien, auf einen vermehrten Einsatz von Automatisierung und Robotik sowie auf die Digitalisierung der Produktion. „Die Hainbuch-Lösung fand nicht nur in der Fertigung großen Anklang, weil sie einfach zu bedienen ist, sondern auch in der Qualitätssicherung, weil wir damit endlich eine funktionierende Korrekturmaßnahme für ein Problem präsentieren konnten, das beim Gebrauch eines Dreibackenfutters nie ganz auszuschließen war: Dass uns bei der Bearbeitung mit hohen Drehmomenten hin und wieder Teile durchrutschen. Wenn es dadurch zu Beschädigungen an einer ‚exotischeren‘ Rotorwelle kam, für die wir keinen adäquaten Ersatz auf Lager hatten, mussten wir schlimmstenfalls sogar den Liefertermin für den ganzen Antrieb nach hinten verschieben“, beschreibt der Leiter der Fertigungstechnologie-Abteilung einen Schwachpunkt, den er mit Richard Gierlingers Unterstützung nur allzu gerne ausmerzte. Derzeit befindet sich zwar nach wie vor ein Dreibackenfutter in der Rotorstraße in Verwendung, aber nur noch höchst selten – nämlich dann, wenn von innen zu spannen ist. Dies trifft in Wiener Neudorf nur bei einem eher selten bestellten Außenläufermotor zu. „Für ihn bzw. als eher psychologisches Back-up für alles andere wurde ein herkömmliches Backenfutter auf einem centroteX-Spannmitteladapter aufgebaut“, spielt Richard Gierlinger mit einem Augenzwinkern darauf an, dass dem Umstieg auf ein neues System erfahrungsgemäß mit einer gewissen Skepsis begegnet wird. So passiert auch bei TSA. „Einer unserer älteren Facharbeiter hatte anfangs große Bedenken, ob das alles wirklich gut funktioniert. Aber selbst er rang sich letztendlich ein anerkennendes ‚doch nicht so blöd‘ ab“, gibt Martin Leicht das hohe Lob eines anfangs sehr kritisch eingestellten Maschinenbedieners wieder.

Die neuen Spannmittel leisteten ebenfalls einen Beitrag dazu, dass die Durchlaufzeit in der Rotorstraße von 15 auf sechs Tage reduziert werden konnte.
Motor ist nicht gleich Motor. Zumindest bei TSA nicht. Denn jeder elektromechanische Antrieb made in Wiener Neudorf wird individuell entwickelt und für den jeweiligen Einsatzzweck maßgeschneidert.

Richard Gierlinger
Geschäftsführer von Hainbuch Austria
„Um ein Durchrutschen von Teilen zuverlässig zu verhindern, braucht es ein Spannmittel, das hohe Kräfte aufbringt, ohne dabei ungewollte Spuren zu hinterlassen. Da die sechseckige Geometrie des TOPlus-Spannkopfs für ein vollflächiges Umschließen von Bauteilen sorgt, bot sich diese Lösung für einen Einsatz bei der Traktionssysteme Austria GmbH an.“
Gelungener Switch von alt auf neu
Er selbst stand lediglich am Tag der Umstellung ein bisschen „unter Strom“. „Wir hätten zwar eine zweite Drehmaschine, auf die wir notfalls zurückgreifen könnten, aber diese ist erstens nicht für die Rotoren-Fertigung gedacht und zweitens ebenso voll ausgelastet wie unsere DMG MORI CTX beta 2000 hier, auf der wir die drehenden Bauteile für unsere Motoren bearbeiten. Darum hofften wir darauf, dass dieser Switch von der alten auf die neue Spannlösung wie versprochen innerhalb maximal eines Tages klappt“, beschreibt Martin Leicht die für ihn „heißeste“ Phase dieses Umrüstprojekts. Nun, er musste nicht lange zittern. „Am Vormittag war der Techniker da, um die Mittagszeit Herr Gierlinger, um uns eine kleine Einschulung zu geben und die Nachmittagsschicht hat bereits mit dem TOPlus 100 Futter produziert“, bestätigt er, dass der für die Inbetriebnahme des Hainbuch-Systems anberaumte Zeitplan locker eingehalten wurde.
Bewahrheitet hat sich auch alles andere, das ihm Richard Gierlinger zusagte: Ein kraftvolles Spannen von bis zu 600 Kilogramm schweren Rotorwellen, bei dem es kein Durchrutschen, aber auch keine Druckmarken oder andere Beschädigungen mehr gibt, weil die sechseckige Geometrie des TOPlus-Spannkopfs für ein vollflächiges Umschließen der Bauteile sorgt. Eine hohe Bedienerfreundlichkeit, weil bei den gängigsten Durchmessern nur noch Spannköpfe zu wechseln und nicht mehr Backen auf mühselige Art und Weise auszudrehen sind. Spürbar verkürzte Rüstzeiten, weil jetzt in zehn Minuten erledigt ist, was früher eine halbe Stunde oder noch länger in Anspruch nahm. Keine Spannkraftverluste von bis zu 40 %, weil die Hainbuch-Lösung einfach zu warten ist. „Was vielfach außer Acht gelassen wird: Alleine durch den Faktor schlechte Schmierung ist mit empfindlichen Spannkraftverlusten zu rechnen. Deshalb haben wir bei unserem TOPlus-System Schmierkanäle mit Fettspeicher vorgesehen. Das bedeutet: Die Maschinenbediener können wirklich vor jedem Schichtbeginn schnell einmal eine Fettstoßpresse zur Hand nehmen und nachschmieren – und zwar, ohne dass sie dazu den Spannkopf aus- und wieder einbauen müssen“, erklärt Richard Gierlinger.



Gemeinsam Fertigungsgrenzen ausloten
In Wiener Neudorf machte sich die Anschaffung der neuen Spannmittel sehr schnell bezahlt. „Innerhalb von nicht einmal zwölf Monaten hatte sich dieses Investment amortisiert“, zeigt sich Markus Müller sichtlich zufrieden mit einer Kaufentscheidung, die ihn in Sachen Lean Management einen wichtigen Schritt weiterbrachte. „Wir haben mit centroteX, TOPlus und vario quick, einem standardisierten Anschlagsystem, bei dem die Anschlagtiefe in Millimeter-Schritten variabel einstellbar ist, das perfekte Rüstzeug gefunden, um unserer Produktvielfalt Herr zu werden“, resümiert er. Sein Kollege Martin Leicht ist bereits dabei, die Belastbarkeit des Hainbuch-Systems auszuloten. Denn laut Richard Gierlinger ist TOPlus eine Lösung, die gelebt werden muss. „Wenn man es wagt, die Vorschubwerte und die Drehzahlen ein bisschen weiter an die Grenzen zu treiben, lässt sich einiges rausholen“, betont er – wohl wissend, dass das Vertrauen in eine neue Technologie erst wachsen muss, selbst wenn es sich dabei um ein vielfach bewährtes „Kraftfutter“ handelt.

DI Dr. Markus Müller
Leitung Fertigungstechnologie & Lean Management bei der Traktionssysteme Austria GmbH
„Früher versuchten wir, bei der Rotoren-Fertigung ein häufiges Umrüsten so gut wie möglich zu vermeiden, was für einen Anbieter maßgeschneiderter Lösungen nicht ganz einfach ist. Jetzt können wir ohne Probleme nach dem FIFO-Prinzip laut Kundenanforderungen produzieren, da sich die Rüstzeiten mit der Hainbuch-Lösung um 60 % minimieren ließen.“


Infos zum Anwender
Traktionssysteme Austria (TSA) ist ein führender Hersteller elektromechanischer Antriebe für Schienen- und Straßenfahrzeuge mit einer bis in das Jahr 1960 zurückreichenden Unternehmensgeschichte. Das Angebot der Niederösterreicher umfasst die Auslegung, Konstruktion, Herstellung, Prüfung und Auslieferung individualisierter Produkte – von Einzelkomponenten bis hin zu vollintegrierten Antriebslösungen und After-Sales-Betreuung. Als besondere Spezialität der Wiener Neudorfer gelten maßgeschneiderte Traktionsmotoren und Generatoren auf Basis von Asynchron- und Permanentmagnet-Technologien sowie Radsatzgetriebe.
Teilen: · · Zur Merkliste