Prozesssicherheit und Zeitersparnis sind auch bei Heavyweight Machining von WFL gefragt
Die stetig wachsenden Anforderungen in der Industrie bewegen WFL dazu, sich künftig in ein herausforderndes Terrain zu begeben – dem Heavyweight Machining. Dabei ist die Bearbeitung großer und sehr schwerer Bauteile oft ein äußerst aufwendiges Unterfangen und bringt hohe Kosten mit sich. Höchste Prozesssicherheit und vor allem Zeitersparnis in der Durchlaufzeit eines Bauteiles sind auch hier gefragt.

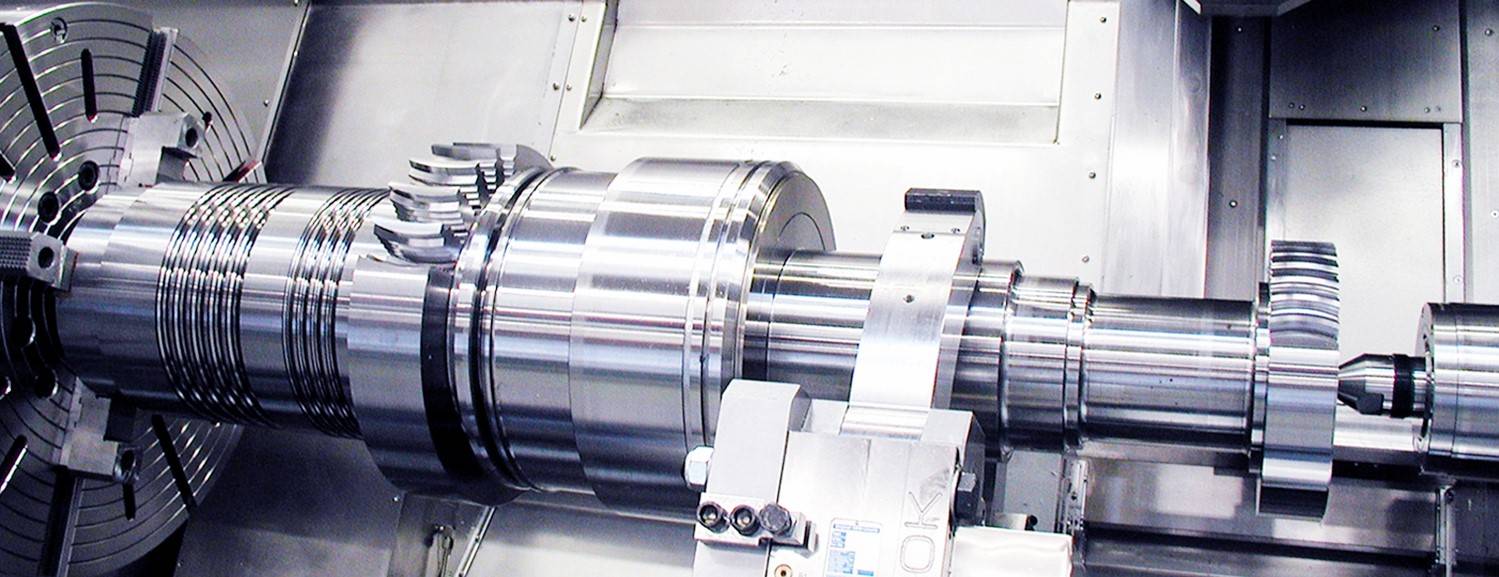
Die M200 MILLTURN ist sowohl für die Schwerzerspanung als auch für die Fertigbearbeitung in höchster Genauigkeit geeignet.


Die Lösung bei Heavyweight Machining
Bei der Bearbeitung großer und schwerer Teile realisiert WFL ab sofort für bis zu 60 Tonnen Werkstückgewicht eine Lösung. In nur wenigen Aufspannungen und in nur einer Maschine können schwere Bauteile bearbeitet werden. Langwierige Rüstvorgänge sind nicht mehr notwendig. Der geschlossene Arbeitsraum macht eine Bearbeitung unter hohen Kühlmitteldrücken möglich. Flexible Messtechniken unterstützen den Anwender und die Vorteile des Messens groß dimensionierter Bauteile werden ersichtlich.
Das Zusammenfassen aller Bearbeitungs- und Messoperationen in einer einzigen MILLTURN-Komplettbearbeitungsmaschine von WFL soll die Effizienz der Fertigung enorm steigern. Das MILLTURN-Maschinenkonzept und Dreh-Bohr-Fräseinheiten mit Getriebe garantieren laut WFL eine „unvergleichliche Zerspanungsperformance bei höchster Präzision“. Diese Investition rechnet sich demnach in kurzer Zeit.
Ein Testwerkstück: Gasturbinenwelle mit fir tree root, curved.

Ing. Herbert Maringer
Leitung Entwicklung bei WFL Millturn Technologies
„Mit neu entwickelten Baugruppen für die werkstücktragenden Systeme des Maschinengestells wurden hervorragende Voraussetzungen für die Bearbeitung schwerer Bauteile geschaffen. Die neuen, unteren Führungsbahnen der Maschinenbetten wurden, zur stabilen Aufnahme der Lünettenschlitten- und Reitstock-Systeme, mit großen Leistenquerschnitten und -abständen dimensioniert.
Die große Führungsbahn-Stützbasis in Kombination mit sehr hohen Schlitten-Klemmkräften sowie die strukturoptimierten Maschinenkomponenten generieren sehr hohe Tragfähigkeits- und Steifigkeitsdaten. “
Richtige Maschinenkonstruktion
Besondere Ansprüche erfordern besondere Maßnahmen, beispielsweise bei Gas- und Dampfturbinen oder Bauteilen für Windkraftanlagen, Walzen, Kurbelwellen und Getriebeteilen im Maschinenbaubereich. Bei der Bearbeitung großer und vor allem schwerer Teile realisiert WFL nun für bis zu 60 Tonnen Werkstückgewicht eine Lösung.
Das Besondere daran ist, dass derart schwere Bauteile in nur wenigen Aufspannungen und vor allem in nur einer Maschine bearbeitet werden können. Auch hochfester Stahl bzw. HRSA- (Heat resistant super alloy) Material kann auf einer MILLTURN prozesssicher und wirtschaftlich bearbeitet werden. Sondermaschinen wie etwa in einer aufgelösten Fertigung gehören somit der Vergangenheit an.
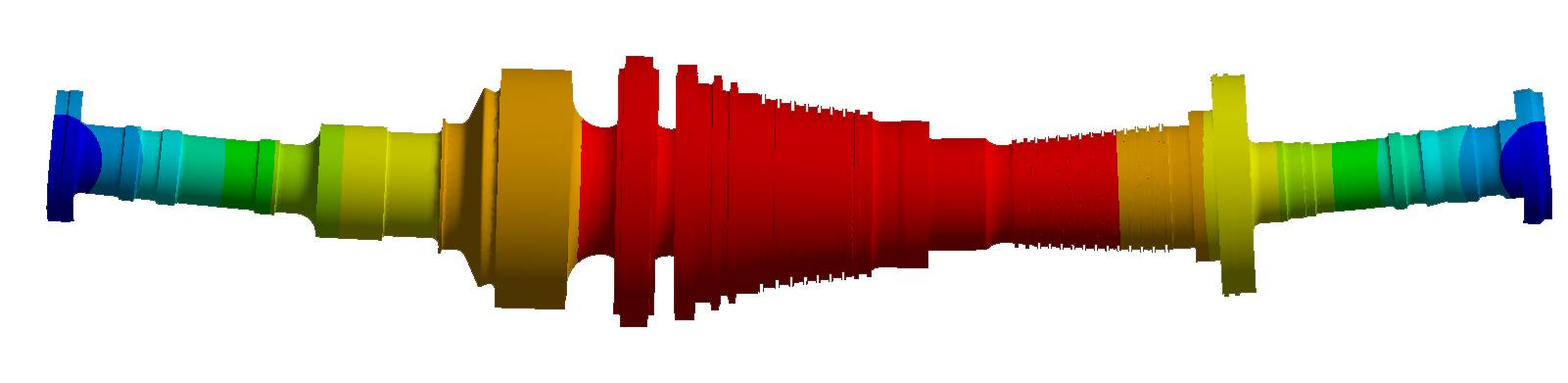
Zu sehen sind die FEM-Berechnungen, die vorab für eine korrekte Werkstückeinspannung getätigt werden.
Zeit einsparen
Langwierige Rüstvorgänge sind mit einer MILLTURN ebenfalls nicht mehr notwendig. Das verzugfreie und sichere Einspannen ist entscheidend für höchste Qualitätsansprüche und gründet auf der jahrelangen Erfahrung der WFL-Zerspanungsspezialisten. Große Massen verformen oder verändern sich bereits durch deren Eigengewicht. Der Durchhang einer Turbinenwelle mit 60 Tonnen ist so groß, dass dieser bei der Werkstückeinspannung berücksichtigt werden muss. Durch die richtige Auslegung der Spannmittel und Spannmethode, lässt sich diese Variable ausgleichen.
Die Vorteile liegen auch laut Ing. Herbert Maringer, Leitung Entwicklung bei WFL Millturn Technologies auf der Hand. Er betont: „Mit neu entwickelten Baugruppen für die werkstücktragenden Systeme des Maschinengestells wurden hervorragende Voraussetzungen für die Bearbeitung schwerer Bauteile geschaffen.“

Die Fertigung von Tannenbaumprofilnuten werden mit feinster Oberflächengüte und hoher Formgenauigkeit durchgeführt.
Korrektes Einspannen und Abstützen
Weiters kann mittels FEM-Berechnung (Finite-Elemente-Methode) genauestens ermittelt werden, wie das Werkstück korrekt eingespannt und abgestützt werden muss. Hierbei verwendet WFL je nach Charakteristik des Werkstücks eine Rollen- oder Hydrostatiklünette. Somit kann eine optimale Bearbeitungsqualität und Produktion stattfinden. Die Zugänglichkeit zur Maschine mit klappbaren Rostelementen und Trittblechen bietet zudem beste Ergonomie. Maringer weiter: „Die neuen, unteren Führungsbahnen der Maschinenbetten wurden – zur stabilen Aufnahme der Lünettenschlitten- und Reitstocksysteme – mit großen Leistenquerschnitten und -abständen dimensioniert.“
Zudem führt er aus: „Auch die neuen Hauptspindelkästen besitzen groß dimensionierte Lagerungen für stabile und dauergenaue Aufnahme hoher Axial- und Radialkräfte. Aufgrund drehmomentstarker C-Achs-Antriebe mit großer Torsionssteife und hochauflösendem Direktmesssystem, können Werkstücke mit sehr hoher rotativer Massenträgheit präzise bewegt und positioniert werden.“
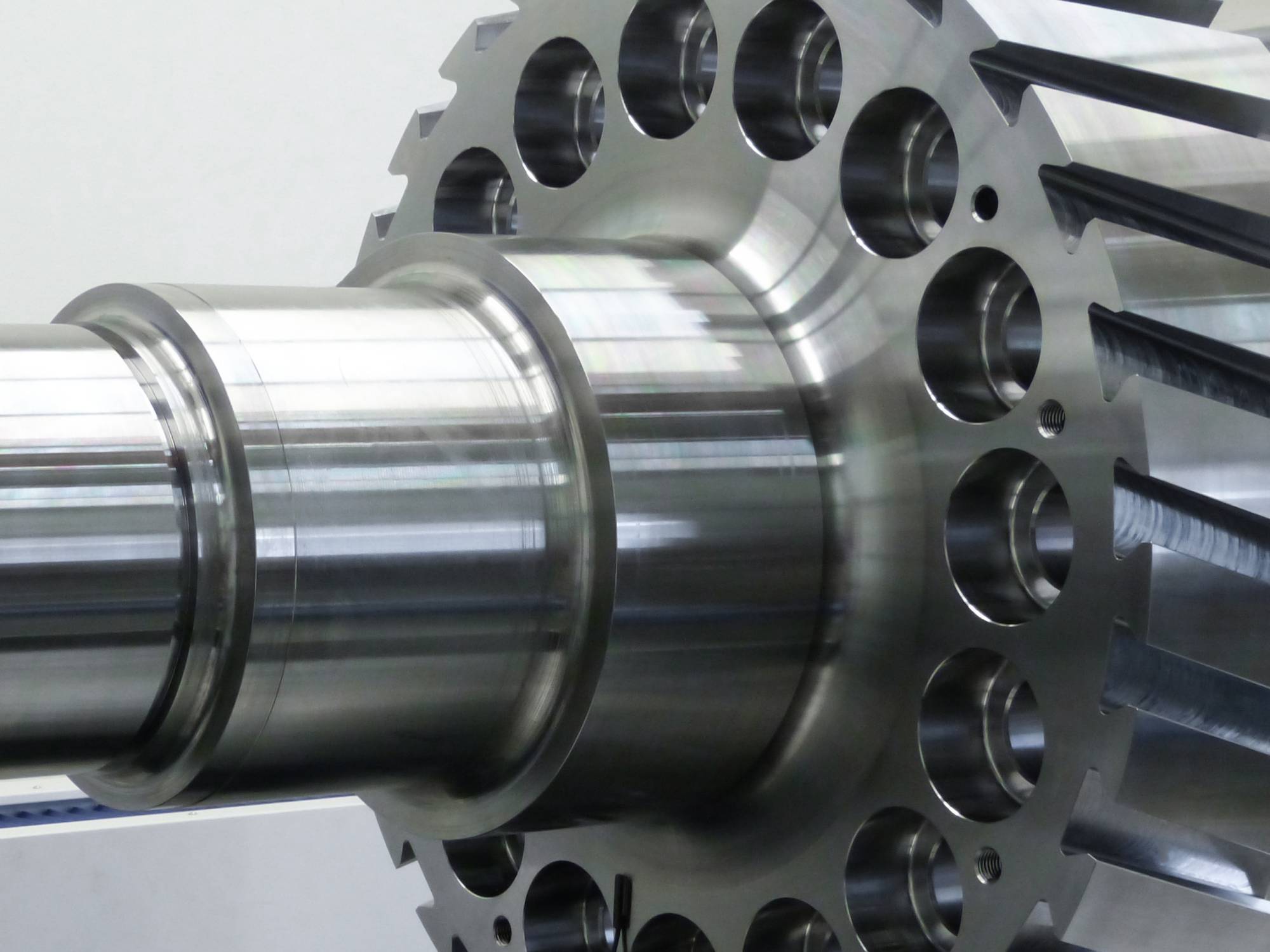
Axiale Passbohrungen mit Ø 90 mm mit rückwärtiger Ansenkung, Schwalbenschwanznuten am Außendurchmesser (950 mm).
Vorteile beim Arbeiten
Der geschlossene Arbeitsraum macht darüber hinaus eine Bearbeitung unter hohen Kühlmitteldrücken möglich. Mit der UHPC-Pumpe (Ultra-High Pressure Coolant) lassen sich etwa bis zu 200 bar erreichen. Optimale Standzeit der Werkzeuge bei hohen Zerspanungsparametern sind dadurch sichergestellt. Die WFL-Maschinenbaugruppen im Bereich der M100 bis M200 bieten sehr gute Voraussetzungen zur Realisierung einer perfekt abgestimmten Maschine für jeden Kundenwunsch.
Prozesssicherheit durch In-Process-Messen
Flexible Messtechniken unterstützen den Anwender und die Vorteile des Messens groß dimensionierter Bauteile werden einmal mehr ersichtlich. Der Gewinn an Zeit und Sicherheit sowie das Vermeiden von Messfehlern sichern höchste Bearbeitungsqualität. WFL-Messzyklen sind laut Maringer bis ins Detail genau durchdacht. So kann z. B. mithilfe spezieller Kalibriermethoden vom Messtaster und der Temperaturkompensation – die vor allem bei großen Durchmessern von Bedeutung ist – die Ausdehnung vom Material mitberücksichtigt werden. Mit den WFL-Messmethoden kann auch bei schlechteren Produktionsbedingungen (z. B. äußerliche Einflüsse wie Temperatur) ein Werkstück mit höchster Präzision gefertigt werden.
Weiters ist es möglich, die Lage des Werkstückes im Arbeitsraum der Maschine exakt auszumessen. Dies ist notwendig, um engste Form- und Lagetoleranzen von z. B. Tannenbaum-Profilnuten oder Passbohrungen präzise zu fertigen. Die Programmiersoftware CrashGuard Studio bietet darüber hinaus eine Überprüfung des Bearbeitungsprogramms an. „Eine Minimierung der Produktionsfehler lässt sich somit bereits im Vorhinein erzielen“, so Herbert Maringer abschließend.
Teilen: · · Zur Merkliste