Heller CP 4000: Leistungsstarke Komplettbearbeitung
5-Achs-Fräs-Dreh-Bearbeitungszentren von Heller: Die steigende Komplexität und Variantenvielfalt von Bauteilen zwingen vor allem Unternehmen im Bereich der Lohnfertigung und aus dem Maschinenbau zunehmend zu einer höheren Flexibilität. Deshalb vereinen Werkzeugmaschinen-Hersteller seit geraumer Zeit unterschiedliche Technologien in einem Bearbeitungszentrum. Im Bereich Combined Processing nehmen die 5-Achs-Fräs-Drehzentren der C-Baureihe von Heller mittlerweile einen fixen Platz ein, denn auch hier standen bei der Entwicklung die wesentlichen Heller-Gene im Vordergrund: Stabilität, Flexibilität und gleichzeitig hohe Produktivität.

Combined Processing: Die 5-Achs-Fräs-Dreh-Bearbeitungszentren der Baureihe C von Heller sind eine leistungsstarke Kombination aus Fräsen und Drehen mit einer hohen Flexibilität.
Interessantes am Rande
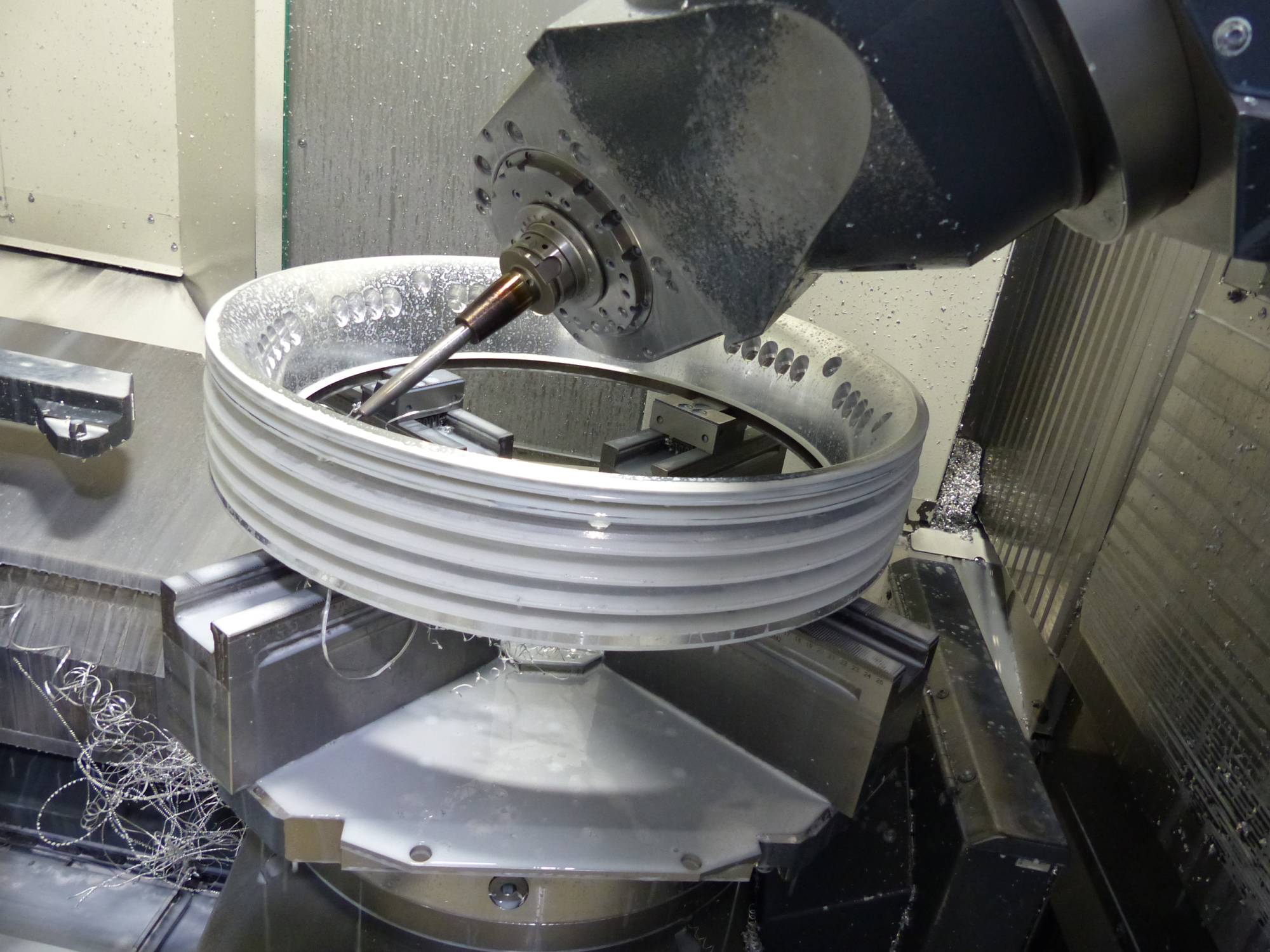
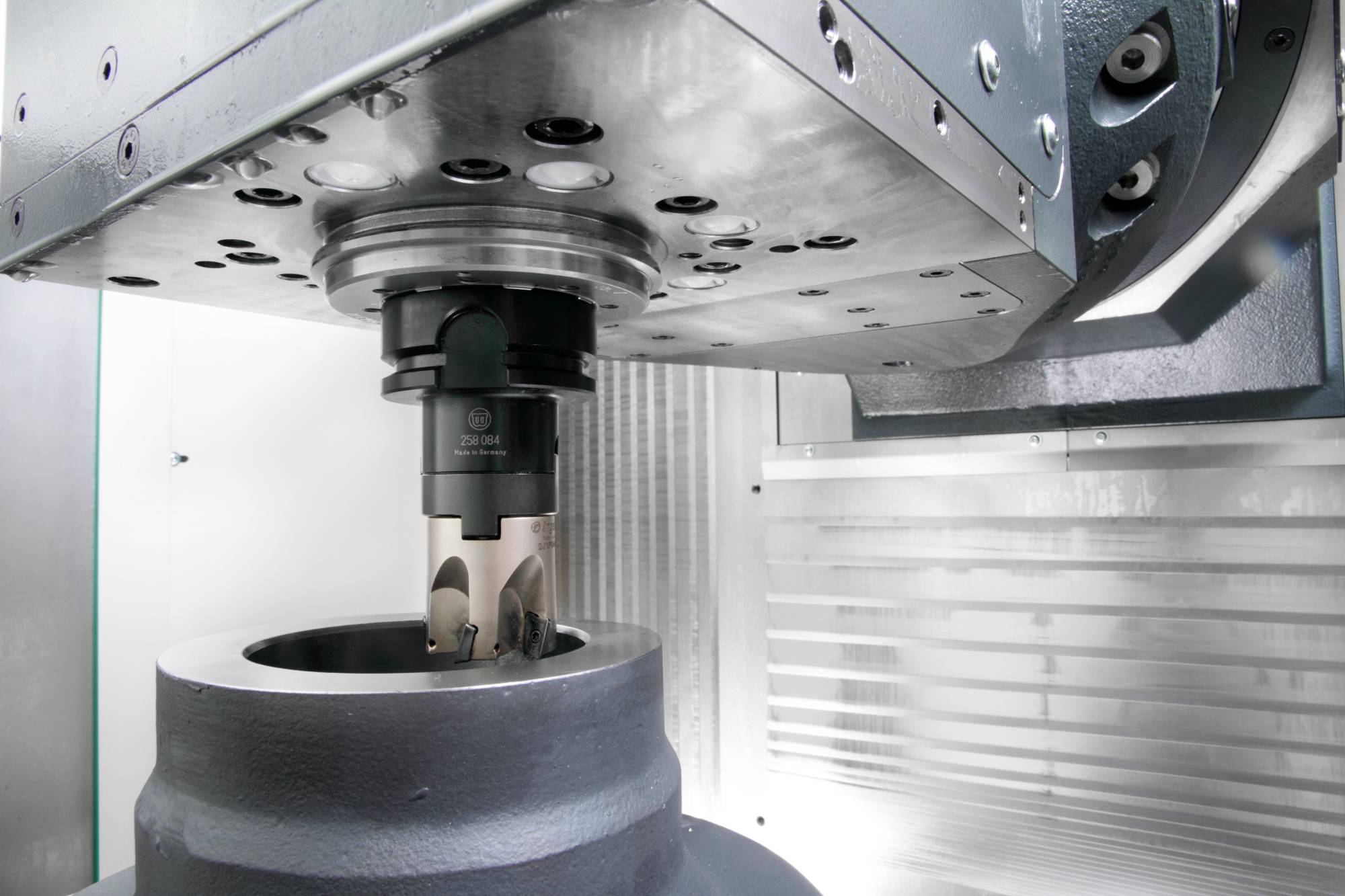
Die Baureihe C von Heller ist zur 5-Seiten- und 5-Achs-Simultanbearbeitung ausgelegt. Die hohen Schnittleistungen resultieren unter anderem aus der eigens entwickelten und extrem steifen Schwenkkopfgeometrie. Es lassen sich damit horizontal und vertikal problemlos Außen- und Innendrehkonturen herstellen. Der Rundtisch bringt mit direktem Torque-Antrieb die notwendige Leistung, wenn das Werkstück gegen das Werkzeug rotiert. Wirklich wirtschaftlich wird der Einsatz der neuen Baureihe C, wenn die kubischen Anteile überwiegen und rotationssymmetrische Bauteile mit einem Längen/Durchmesserverhältnis kleiner eins gefordert sind.
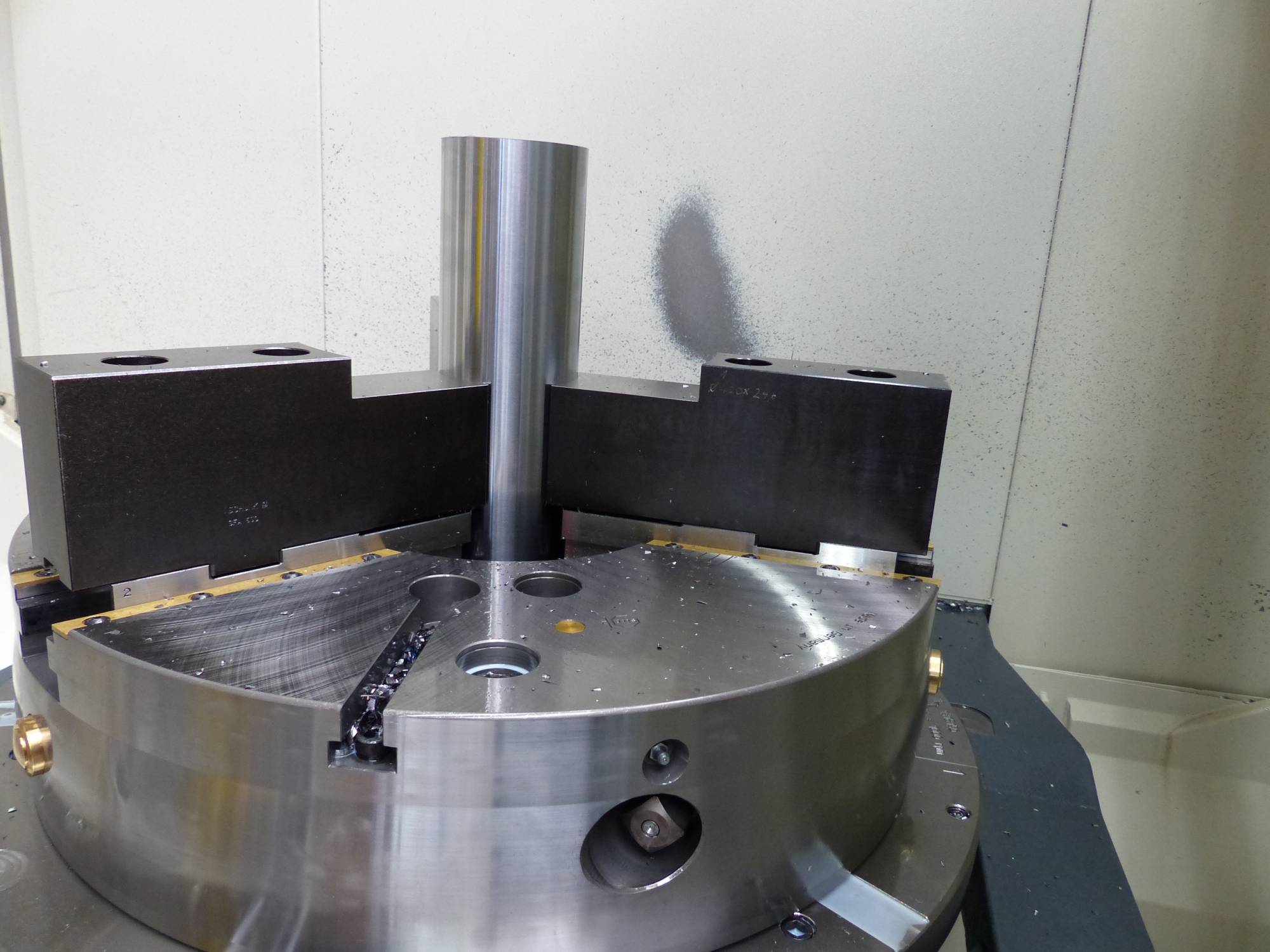
Es war eine konkrete Anfrage über die Fertigung von Zylindern mit Durchmessern bis 800 mm. Darauf wollte man bei einem mittelständischen Unternehmen reagieren, denn solche Bauteile wurden für das Drehen der Außen- und Innenkonturen bislang extern vergeben. Und so begann man 2018, sich mit der Investition in ein entsprechendes 5-Achs-Bearbeitungszentrum für das Fräsen und Drehen zu beschäftigen. Es sollten damit sowohl Einzelteile wie Kleinserien in einer Aufspannung komplett fertig bearbeitet werden. Der Einsatz unterschiedlicher Werkstoffe erforderte allerdings auch hohe Drehzahlen und ein hohes Drehmoment. Nach einem intensiven Benchmark investierte man dann in das 5-Achs-Fräs-Drehzentrum CP 4000 von Heller. Zu dem Zeitpunkt ging man noch davon aus, dass damit zu 80 Prozent gefräst und 20 Prozent gedreht wird. Aufgrund der Zerspanleistung und dem universellen Einsatz haben sich diese Anteile mittlerweile aber deutlich verschoben, denn daraus resultieren inzwischen enorme Zeiteinsparungen und zusätzliche Kapazitäten.

Das Maschinenkonzept sowie die gesamte Prozessauslegung der 5-Achs-Fräs-Dreh-Bearbeitungszentren der Baureihe C sind das Ergebnis eines umfassenden Simulationsprozesses.

Erich Stolz
Gebietsvertriebsleiter Österreich/Südtirol bei Heller
„Überraschend für mich ist, dass man diese leistungsfähigen Allround-Maschinen von Heller nicht unbedingt auf dem Schirm hat, denn die C-Baureihe gibt es bereits seit 2012 und auch der Service von Heller hat in Österreich einen ausgezeichneten Ruf. “
Tendenz zur Komplettbearbeitung
Ein Mehrwert, der für Erich Stolz, Gebietsvertriebsleiter Österreich/Südtirol bei Heller, nicht neu ist: „Die Tendenz zur Komplettbearbeitung ist seit geraumer Zeit erkennbar. Man verbindet damit ja meist den Einsatz eines 5-Achs-Bearbeitungszentrums. Mit der HF- und der F-Baureihe haben wir hier die entsprechenden 5-Achs-Maschinen, die einen großen Bereich abdecken. Mit den Fräs-Drehzentren der Baureihe C verfügt Heller aber auch über 5-Achs-Bearbeitungszentren mit zusätzlicher Drehfunktionalität. Bei einem Drehanteil bis 30 Prozent sind das die Bearbeitungszentren, die beispielsweise für Lohnfertiger und Maschinenbauunternehmen einen absoluten Mehrwert bringen. In Österreich verbindet man Heller allerdings meist noch mit hochproduktiven Fertigungslösungen für die Automobilindustrie. Das heißt, wenn es um solch große Allround-Maschinen geht, konkret um Fräs-Drehzentren, hat man Heller (noch) nicht unbedingt auf dem Schirm.“
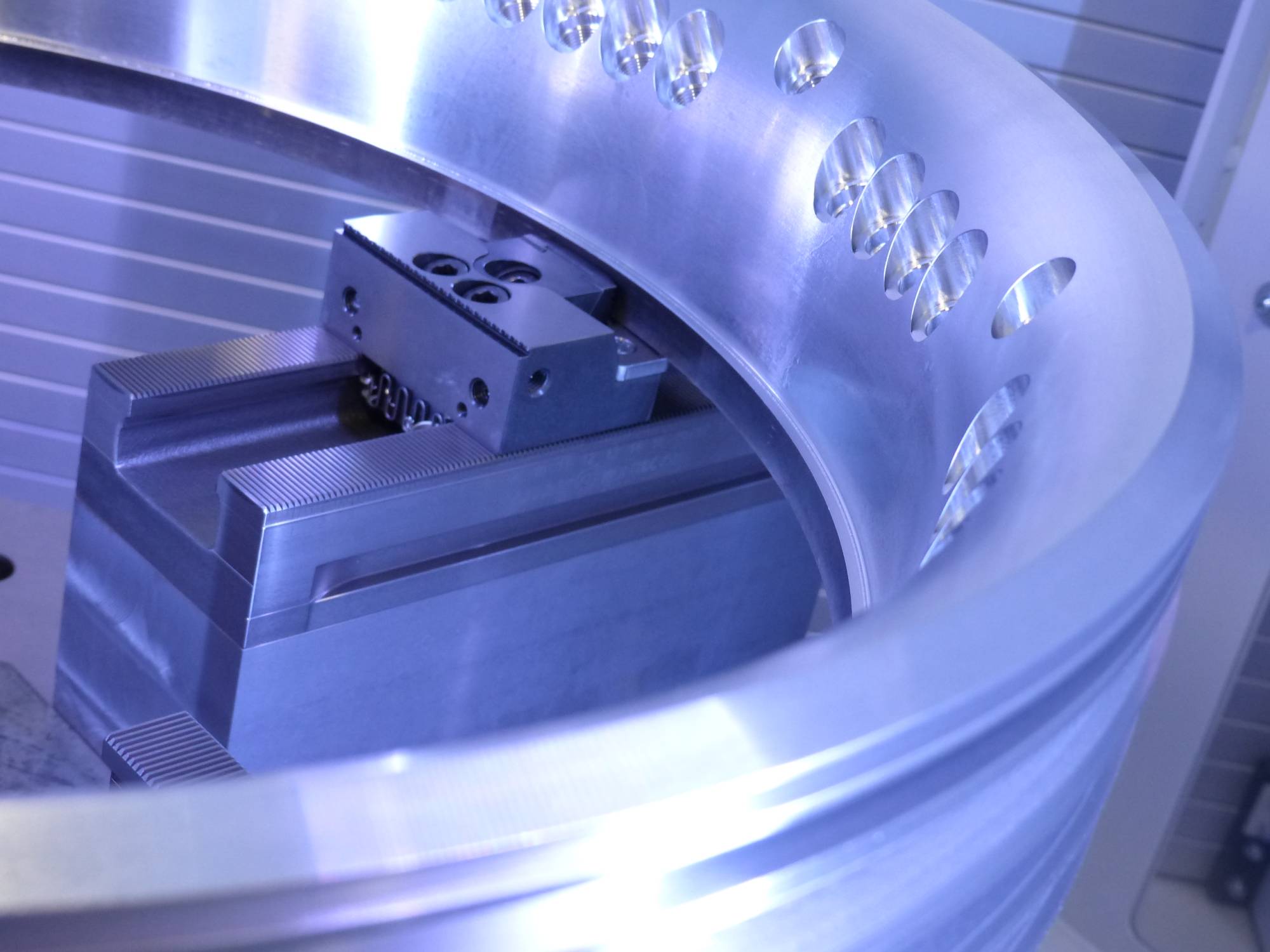
Den Verantwortlichen des Kunden war dagegen bewusst, dass die Maschine mit den großen Drehbauteilen allein nicht ausgelastet werden kann. Deshalb wurde die Flexibilität neu definiert. Für die großen Bauteile stehen entsprechende Verfahrwege zur Verfügung. Für die Aluminiumbearbeitung nutzt man eine Spindel mit Drehzahlen bis 10.000 min-1 und für Stahl Drehmomente bis 242 Nm. Zusätzlich wurde in eine Automatisierung investiert. Den großen Vorteil aber sieht man im Leistungsvermögen des Bearbeitungszentrums. Hier hatten die Verantwortlichen bei den Drehoperationen mit einer Drehzahl von 1.000 min-1 anfangs noch großen Respekt. Aber inzwischen hat man das Vertrauen und würde wieder in die CP 4000 investieren. Das liegt unter anderem auch daran, dass die Maschine ausgesprochen bedienerfreundlich ist und die Toleranzen von wenigen µm bis 0,3 mm prozesssicher gehalten werden können.

Bei der Zylinder-Fertigung ging man davon aus, dass zu 80 % gefräst und 20 % gedreht wird. Aufgrund des universellen Einsatzes des 5-Achs-Fräs-Drehzentrums CP 4000 haben sich diese Anteile inzwischen deutlich verschoben. Die Flexibilität wurde durch die Automatisierung mit einem Roboter und dem Leistungsvermögen des Bearbeitungszentrums neu definiert.

Die Flexibilität wurde durch die Automatisierung mit einem Roboter und dem Leistungsvermögen des Bearbeitungszentrums neu definiert.
Bei den Drehoperationen mit einer Drehzahl von 1.000 min-1 hatten die Verantwortlichen anfangs noch Respekt. Inzwischen aber hat man Vertrauen.

Eine zuverlässige und stabile Maschine wurde gesucht, mit der Werkstücke in der Kombination Drehen und Fräsen 24 Stunden, sechs Tage die Woche, prozesssicher gefertigt werden können.
Stabile Fertigungsprozesse mit Reduzierung der Nebenzeiten
Damit ein Fräs-Dreh-Bearbeitungszentrum gleich hohe Leistungen in den beiden Bearbeitungsstrategien Fräsen und Drehen erbringt, sind strukturdynamische Untersuchungen bereits in der Entwicklungsphase unerlässlich. „Das Maschinenkonzept sowie die gesamte Prozessauslegung unserer 5-Achs-Fräs-Dreh-Bearbeitungszentren der Baureihe C sind das Ergebnis eines umfassenden Simulationsprozesses. Das bedeutet zuverlässige Produktivität und Präzision in zwei vollwertigen Fertigungsverfahren“, verdeutlicht Stolz.
Ebenso präzise waren die Anforderungen für einen Lohnfertiger bei der Komplettbearbeitung von Bremsscheiben mit einem Gewicht bis zu 150 kg. Bei einem Scheibendurchmesser von 700 mm sind Form- und Lagetoleranzen von wenigen Hundertstel Millimetern gefordert. Investiert hat man dafür in das 5-Achs-Fräs-Drehzentrum CP 6000 von Heller. Denn aufgrund des gesamten Teilespektrums wollte man keine Sondermaschine, sondern ein Bearbeitungszentrum, mit dem man flexibel ist. Dass die Bauteilgrößen in diesem Bereich nahezu grenzenlos sind, macht Erich Stolz deutlich: „Angefangen bei der CP 4000 reichen die Abstufungen bei Heller hin bis zur CP 10000. Das sind dann Werkstückdimensionen von 1.810 x 1.400 mm (Durchmesser x Höhe) und Drehmomente bis zu 1.146 Nm sowie Drehzahlen bis zu 12.500 min-1, inklusive der integrierten Spindelarretierung für die Drehoperationen.“
Bei der Bearbeitung der Bremsscheiben aber gestaltete sich der Fertigungsprozess von Beginn an ohnehin sehr stabil und so fließen seither kontinuierlich Optimierungen ein. Die Bauteile werden mittlerweile auf der CP 6000 über Palettenwechsler mit vier Aufspannungen bearbeitet. Die Nebenzeiten konnten messbar reduziert und die Standzeiten der eingesetzten Werkzeuge kontinuierlich erhöht werden.
Der große Vorteil der CP 4000 ist, das die zweite Seite des Bauteils wegen der kürzeren Laufzeit tagsüber und die erste Seite nachts mannlos bearbeitet wird.
Vor allem hinsichtlich der Durchlaufzeiten sah man den Vorteil in den Drehoperationen, da damit eine höhere Zerspanleistung zu erzielen ist.
Service und Kommunikation stark gewichtet
Bei einem Hersteller von Schneekanonen waren es wiederum weniger die Abmessungen und Leistungsdaten der Spindel. Vielmehr ging es darum, die Durchlaufzeiten und den Aufwand für die geforderte Qualität zu reduzieren, denn 2018 hatte man die Kapazitätsgrenzen erreicht. Diese Engpässe führten so weit, dass teilweise Aufträge abgelehnt werden mussten. Deshalb wurde ein zuverlässiges und stabiles Bearbeitungszentrum gesucht, mit dem die Werkstücke in der Kombination Drehen und Fräsen 24 Stunden, sechs Tage die Woche, prozesssicher gefertigt werden können. Bei dieser Investition wurde von den Verantwortlichen allerdings bereits in der Angebotsphase der Service des Werkzeugmaschinen-Herstellers sowie die Kommunikation sehr stark gewichtet.
Entschieden hat man sich für das Fräs-Drehzentrum CP 4000. Mit einem flexiblen Fertigungssystem von Fastems, einer Schwenkbereichserweiterung, Chip-Erkennung, Werkzeugbruchkontrolle, einem Funkmesstaster sowie diversen Komponenten zur Energieeffizienz ist man mit dem Fräs-Drehzentrum CP 4000 hochgerechnet bei weit über 7.000 Spindelstunden im Jahr. Und das nächste Bearbeitungszentrum von Heller ist bereits geordert.
Teilen: · · Zur Merkliste