WFL Millturn: Tieflochbohren in der Komplettbearbeitungsmaschine
Tieflochbohren zählt zu den Spezialdisziplinen in der Zerspanung, zumal für diese Bearbeitungsschritte in der Regel besonderes Equipment, sowohl hinsichtlich Werkzeugen als auch Maschinen, benötigt wird. Als Maschinenhersteller stattet WFL die Millturn-Maschinen so aus, dass sie einige entscheidende Vorteile gegenüber klassischen Tieflochbohrmaschinen haben.

Das Millturn-Maschinenkonzept vereint alle Technologien in einem Komplettbearbeitungszentrum – auch das Tieflochbohren.
Vorteile der Millturns beim Tieflochbohren
• Komplettbearbeitung in einer Maschine.
• Vollautomatischer Ablauf durch automatischen Werkzeugwechsel.
• Optimale Fertigungsmethode für die jeweilige Bearbeitungssituation.
• Integriertes, automatisches Messen.
• Finish-Bearbeitung durch Rollieren oder Honen auf der gleichen Maschine, auf der gebohrt wurde.
• Das für das Tieflochbohren zwingend notwendige Kühlmittel kann bis zur Werkzeugschneide geführt werden. Dadurch ergibt sich eine gute Standzeit der Werkzeuge und eine prozesssichere Ausbringung der Späne aus der Bohrung.
• Hohe Vorschubkräfte von bis zu 50 kN in der Z-Achse gewährleisten das Bohren von großen Bohrdurchmessern.
„Fast in allen für die Komplettbearbeitung interessanten Branchen gibt es Werkstücke, bei denen Tieflochbohrungen zu finden sind. Letztendlich sind es die Aufgabenstellungen der jeweiligen Branche, die den Unterschied machen“, veranschaulicht Norbert Jungreithmayr, CEO WFL Millturn Technologies. In der Flugzeugindustrie etwa müssen Werkstoffe wie Titan, Inconel oder andere hitzebeständige Legierungen bearbeitet werden. Bei diesen Materialien ist das Tieflochbohren besonders schwierig, da die Werkzeuge stark verschleißen und ein kontrollierter Spänebruch besondere Maßnahmen erfordert. Als Maschinenhersteller benötigt WFL dabei umfassendes Know-how bezüglich des Einsatzes der richtigen Werkzeuge sowie des optimalen Kühlschmierstoffes.
In der Kunststoffindustrie werden tiefe Bohrungen gefertigt, die eine äußerst hohe Zylinderformgenauigkeit aufweisen müssen. Diese Werkstücke werden teilweise im Anschluss gehont, damit die geforderte Qualität erreicht werden kann. Bei Tieflochbohrungen in der Kurbelwellenindustrie ist hingegen die Zugänglichkeit von großer Bedeutung, denn die Ölbohrungen werden in verschiedensten Winkelpositionen gefertigt. „Entscheidend ist dabei ein flexibles Maschinenkonzept, sodass unterschiedlichste Winkel rüstfrei erreicht und die entsprechenden Bohrungen durchgeführt werden können. Die schwenkbare B-Achse der Millturn-Maschinen ermöglicht hier eine perfekte Zugänglichkeit“, betont Norbert Jungreithmayr.
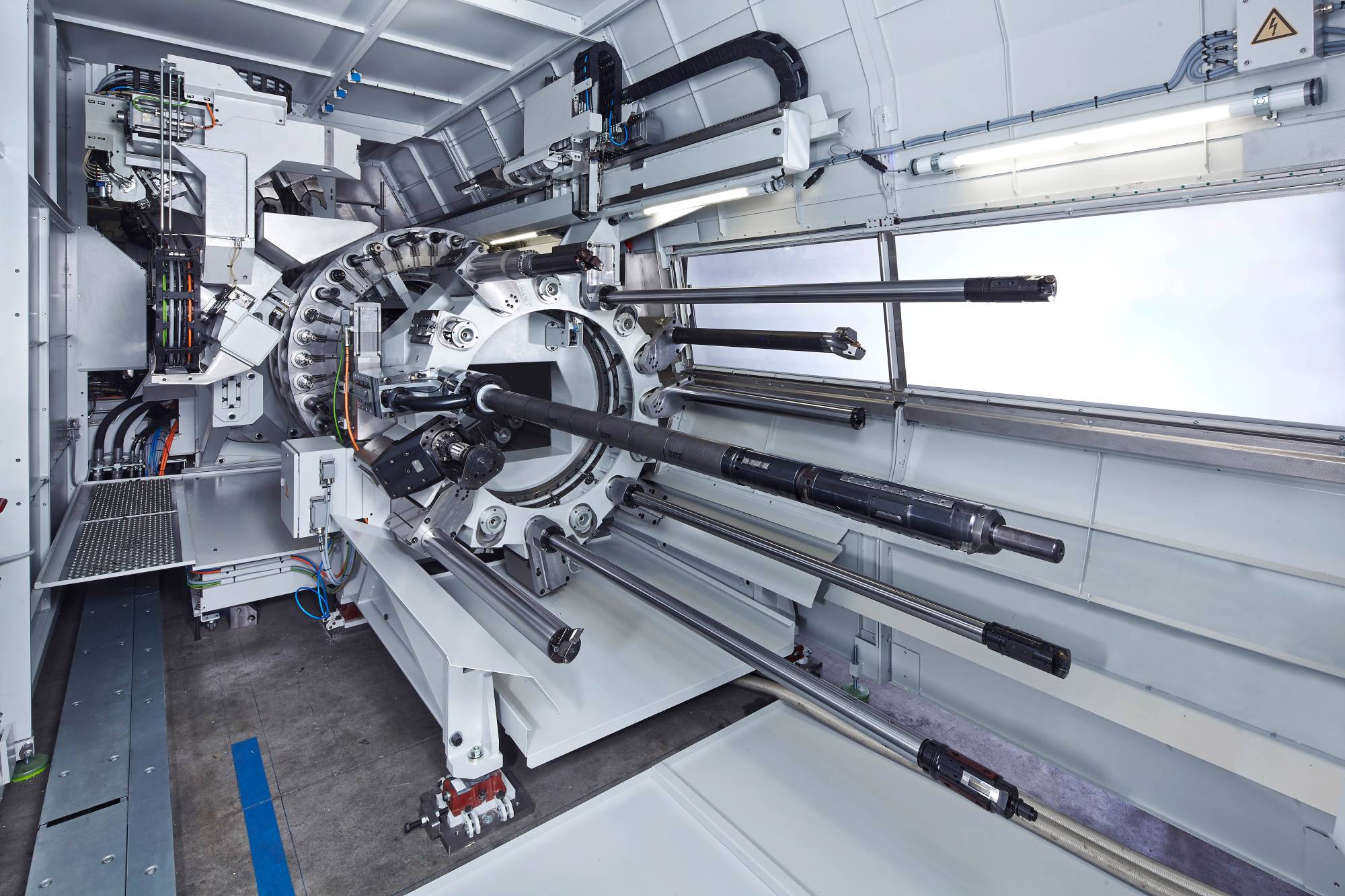
Mittels Pick-up-Magazin und Prismenwerkzeugwechsler wird ein automatischer Werkzeugwechsel mit langen Werkzeugen durchgeführt.

Norbert Jungreithmayr
CEO von WFL Millturn Technologies
„Fast in allen für die Komplettbearbeitung interessanten Branchen gibt es Werkstücke, bei denen Tieflochbohrungen zu finden sind. Letztendlich sind es die Aufgabenstellungen der jeweiligen Branche, die den Unterschied machen.“
Optimales Ergebnis
WFL entwickelt spezielle Werkzeugaufnahmen, um zum einen eine stabile Werkzeugeinspannung zu gewährleisten, aber vor allem den richtigen Kühlmitteldruck und das richtige Kühlmittelvolumen direkt an die Schneide des Werkzeuges zu bringen. In einem vollautomatischen Ablauf ist auch das Wechseln sehr langer Tiefbohrwerkzeuge möglich. WFL hat die Möglichkeit, einen automatischen Werkzeugwechsel mittels Pick-up-Magazin und Prismenwerkzeugwechsler durchzuführen.
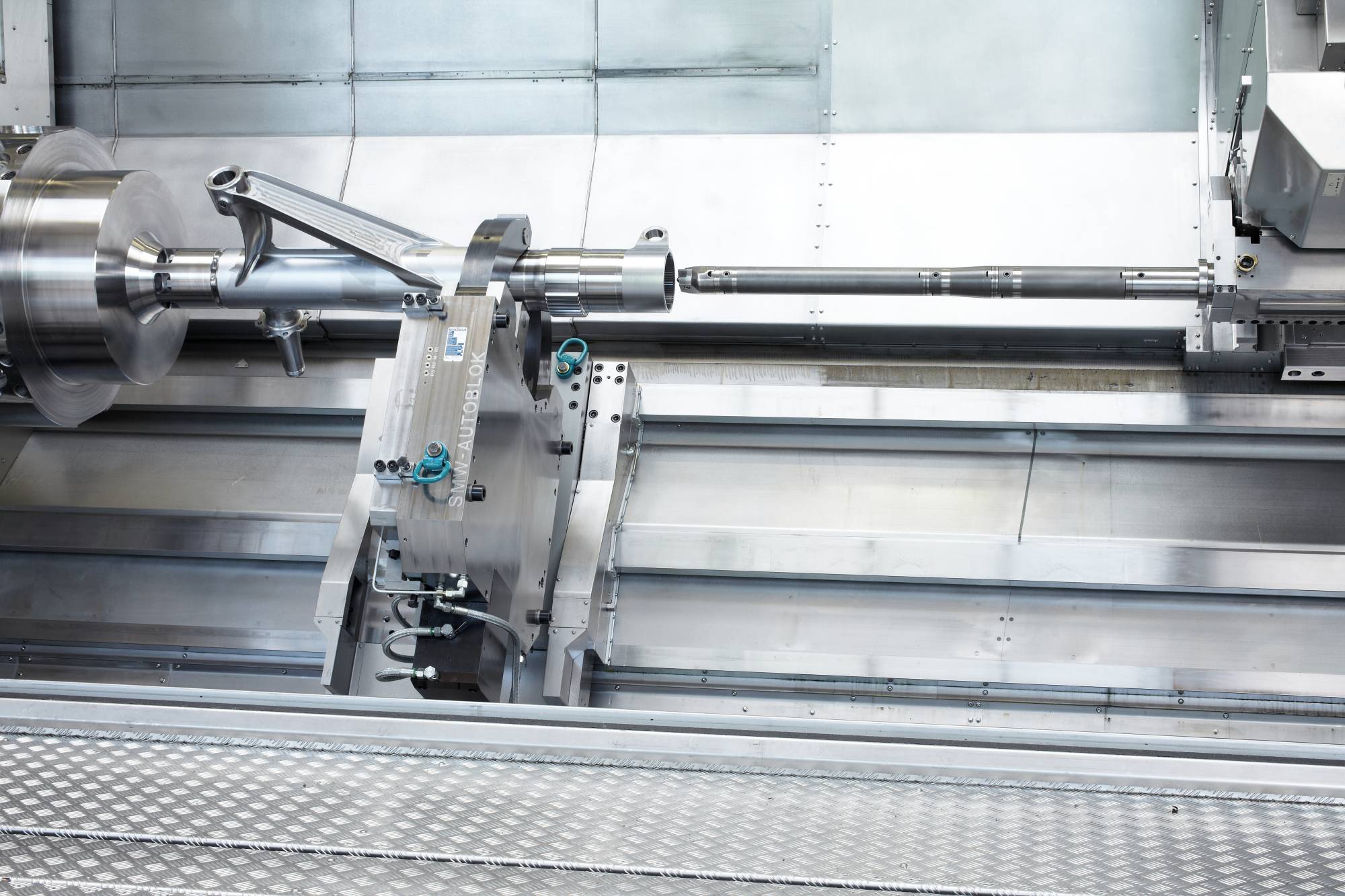
Die Basis für ein gutes Ergebnis beim Tieflochbohren ist eine präzise Pilotbohrung. Darunter versteht WFL eine Führungsbohrung direkt im Werkstück, um den langen, instabilen Bohrer zu führen. Diese Pilotbohrungen werden mit < 20 µm Übermaß auf eine Tiefe von 1,5 Mal des Bohrdurchmessers gefertigt. „Höchste Präzision ist durch den Einsatz der Werkstückvermessung und der WFL Messzyklen sichergestellt“, erklärt Jungreithmayr und ergänzt: „Bei zentrischen Bohrungen können Werkstück und Werkzeug in entgegengesetzte Richtung rotiert werden, was die Qualität in Bezug auf den Verlauf der Bohrungsmitte nochmals verbessert.“
In der Flugzeugindustrie müssen Werkstoffe wie Inconel bearbeitet werden. Bei diesen Materialien ist das Tieflochbohren besonders schwierig, da die Wendeplatten stark verschleißen.
Kühlmitteldruck vs. Kühlmittelvolumen
Bei den Millturns gibt es unterschiedliche Möglichkeiten der Kühlmittelzuführung. So wird für kleine Bohrdurchmesser das Kühlmittel direkt durch die Frässpindel mit einem Kühlmitteldruck von bis zu 200 bar zugeführt. Bei größeren Bohrdurchmessern ist hingegen das Kühlmittelvolumen entscheidend. Dieses wird über eine Bypassleitung vollautomatisch zur Werkzeugaufnahme geleitet. Der geschlossene Arbeitsraum der WFL-Maschinen ist bei derart hohen Kühlmitteldrücken und Volumen essentiell.
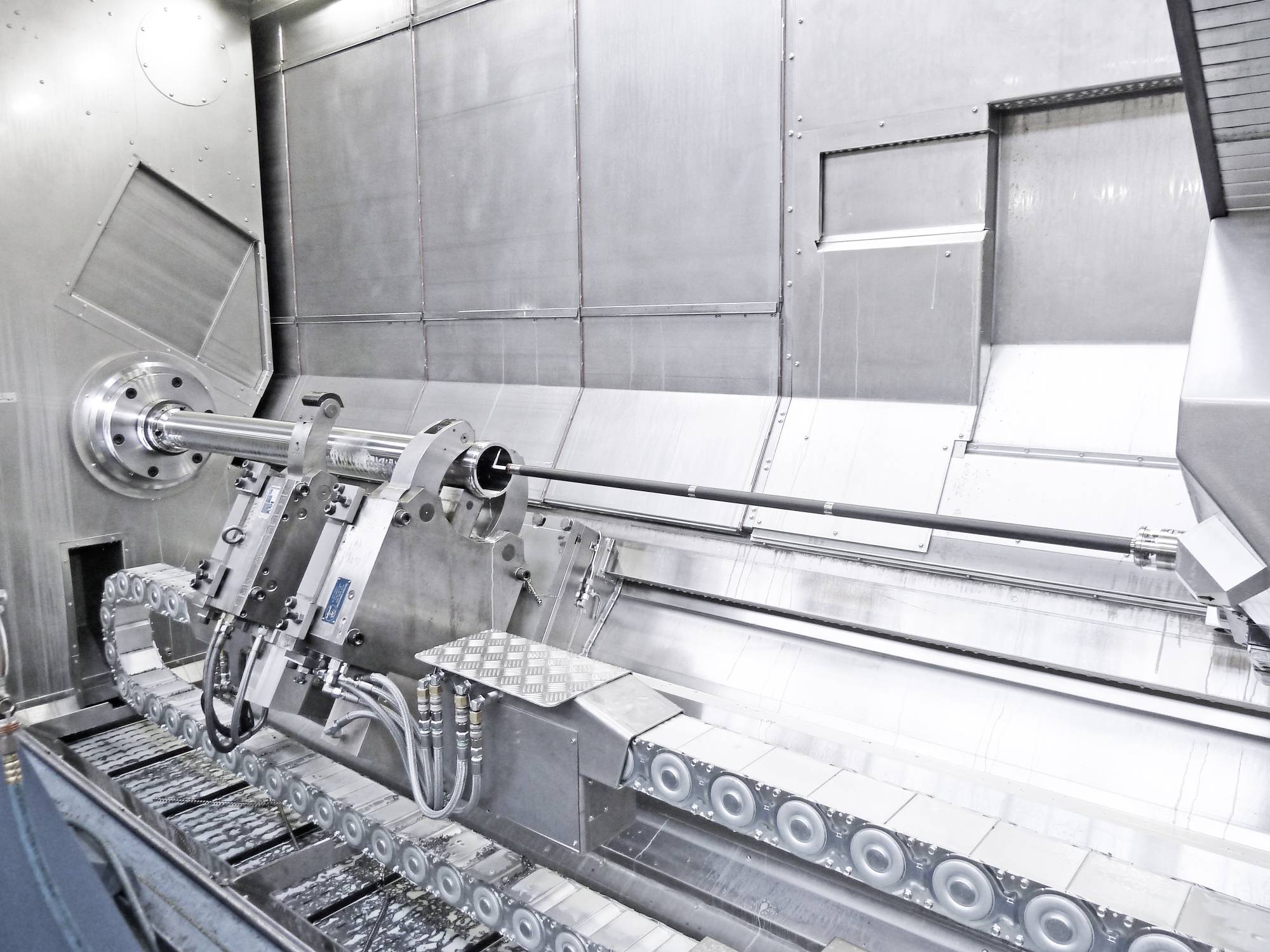
Mit einem verlängerten Messtaster wird das Werkstück automatisch gemessen.
Automatische Werkstückvermessung und Adaptive Control
Tieflochbohrungen unterliegen aufgrund der großen Werkzeugauskragung einem mit der Bohrungstiefe zunehmenden Bohrungsmittenverlauf. Diese Bearbeitungsfehler können auch bei der Bearbeitung auf den Millturns nicht zur Gänze eliminiert werden. Daher kommt hier eine interessante Bearbeitungsmethode zum Einsatz.
Bohrungsmittenverläufe werden nach dem Fertigen der Tieflochbohrung mittels intelligenter In-Prozess-Messung vermessen. Das geschieht entweder mit einem verlängerten Messtaster oder mittels Ultraschall-Wanddickenmessung. Dabei wird die Dicke der Wandstärke an verschiedenen Umfangspositionen gemessen und die Mitte der Zentrumsbohrung errechnet. Mittels Drehfräsen werden anschließend konzentrisch zur fehlerbehafteten Tieflochbohrung neue Spannstellen am Werkstück gefertigt. Alle nachfolgenden Bearbeitungsprozesse können somit mit sehr enger Form- und Lagetoleranz zur Tieflochbohrung bearbeitet werden.
Das eigens entwickelte Prozessüberwachungssystem WFL iControl wird eingesetzt, um Werkzeugbrüche oder Werkzeugverschleiß frühzeitig zu erkennen. „Derartige Überwachungssysteme sind bei der Innenbearbeitung wichtig, da der Bediener keine Sicht auf die Zerspanungsstelle hat. Werkzeugbrüche, welche Werkzeug und Werkstück gefährden, werden damit verhindert, bzw. deren Auswirkungen auf das Werkstück und die Maschine reduziert“, so Norbert Jungreithmayr abschließend.
Teilen: · · Zur Merkliste