anwenderreportage
Schunk VERO-S: Teamwork der Spanntechnologien
Schmalz setzt auf Nullpunkt- und Vakuumspanntechnik von Schunk: Dass mit technologisch ausgefeilten Lösungen auch bei Einzelstücken und kleinen Losgrößen eine hohe Produktivität in der Zerspanung zu erzielen ist, zeigt der Vakuum-Spezialist Schmalz: Angesichts eines rasant wachsenden Standardportfolios und einer steigenden Zahl individueller Kundenlösungen hat das Unternehmen in zwei vielseitig nutzbare 5-Achs-Bearbeitungszentren investiert. Ein intelligentes Zusammenspiel unterschiedlicher Spanntechnologien von Schunk gewährleistet hohen Output – bei Stahlkomponenten ebenso wie bei Alu- oder Kunststoffteilen.

Je höher die Varianz in der Fertigung, desto wichtiger ist ein effizientes Zusammenspiel von Maschine und Spannmitteln. Geschickt kombiniert Schmalz die unterschiedlichen Spanntechnologien von Schunk.
Shortcut
Aufgabenstellung: Rüstzeitenminimierung in der Klein- und Einzelteilfertitung.
Lösung: Nullpunktspannmodule VERO-S NSE plus 138 in Kombination mit KONTEC KSX 5-Achs-Spannern sowie PLANOS Vakuumspannplatten.
Nutzen: Die Gesamtlösung minimiert sowohl die Rüstzeiten als auc die Bearbeitungszeiten.
Als Anbieter von Vakuumtechnologien für die Automatisierungs-, Handhabungs- und Aufspanntechnik offeriert Schmalz ein breites Komponentenprogramm, das in unterschiedlichsten Branchen gefragt ist. Es reicht vom Vakuumgreifer für Roboter über Aufspannlösungen für Möbelteile bis hin zu Hebehilfen für Kartonagen oder Solarmodule. Entsprechend vielfältig ist das Teilespektrum, das Tag für Tag die moderne Fertigung in Glatten im Nordschwarzwald verlässt. „Wir bearbeiten hier das gesamte Teilespektrum des Maschinenbaus in kleinen Losgrößen“, erläutert Dirk Seeger, Leiter Lieferprozess Vakuum-Komponenten bei Schmalz. In einer klassischen Fertigungsumgebung hieße das im Extremfall: zwei Stunden rüsten, um ein einziges Teil zehn Minuten lang zu zerspanen. „Um dem zu entgehen, haben wir bei den beiden neuen Bearbeitungszentren auf eine effiziente Bearbeitung und vor allem auf kurze Rüstzeiten Wert gelegt“, führt Seeger aus. „Die Hermle C 32 U ist eine besonders stabile, steife und schnelle Maschine, auf der sich mit moderner Werkzeugtechnologie hervorragende Zeiten realisieren lassen.“
Zusätzlich hat das Team bei Schmalz die Maschinenperipherie auf maximale Effizienz getrimmt: Große Werkzeugmagazine mit 124 Plätzen vereinfachen die Werkzeugbereitstellung. Die Programmierung erfolgt extern in der Fertigungsplanung. Und auch die Spannmittel sind auf Höchstleistungen getrimmt: „Beim Bohren und Fräsen wirken heute zum Teil enorme Bearbeitungskräfte auf die Spannsysteme“, unterstreicht der Fertigungsprofi.

Die KONTEC KSX 5-Achs-Spanner ermöglichen hohe Spannkräfte und eine optimale Zugänglichkeit der Werkstücke.

Dirk Seeger
Leiter Lieferprozess Vakuum-Komponenten bei Schmalz
„Ziel war es, auf den Maschinen die komplette Teilevarianz unserer Fertigung abzubilden und auch für künftige Anforderungen möglichst flexibel zu sein. Daher haben wir uns für eine Kombination aus Nullpunktspannlösung, Vakuumspannsystem und mechanischen Spannern entschieden.
“
Kombination von Nullpunkt- und Vakuumspanntechnik
Als Basis für den schnellen Spannmittel- und Vorrichtungswechsel nutzt Schmalz die Nullpunktspannmodule Schunk VERO-S NSE plus 138 und kombiniert diese mit mechanischen KONTEC KSX 5-Achs-Spannern sowie PLANOS Vakuumspannplatten von Schunk. Letztere werden von Schmalz produziert und im Bereich der Metallbearbeitung von Schunk unter eigenem Label vertrieben. Pro Maschine sind insgesamt acht Nullpunktspannmodule auf der Schwenkbrücke montiert: vier auf dem mittigen Schwenkrundtisch und jeweils zwei links und rechts davon auf den Seitenwangen. Die erforderlichen Grundplatten wurden von Schunk individuell in Form der jeweiligen Tischsegmente gefertigt. Je nach Anforderung können bis zu vier 5-Achs-Spanner höhengleich nebeneinander auf dem Maschinentisch platziert werden. Damit ergibt sich jede Menge Spielraum sowohl für die effiziente Bearbeitung kleiner Teile als auch zur Spannung von Langteilen. Über ein standardisiertes Stichmaß der Nullpunktspannmodule von 200 mm (auf dem Schwenkrundtisch 140 mm bzw. 200 mm diagonal) ist eine durchgängige Nutzung der einzelnen Spannmittel auf zehn weiteren Maschinen bei Schmalz gewährleistet. Je nach aktueller Maschinenauslastung kann so vielfältig mit dem vorhandenen Spannmittelbestand agiert werden. Zudem lassen sich weitere Spannmittel aus dem Schunk-Baukasten einfach ergänzen.
„Unser Ziel war es, auf den Maschinen die komplette Teilevarianz unserer Fertigung abzubilden und auch für künftige Anforderungen möglichst flexibel zu sein“, beschreibt Dirk Seeger das zugrundeliegende Konzept. Daher habe man sich für eine Kombination aus Nullpunktspannlösung, Vakuumspannsystem und mechanischen Spannern entschieden. Was auf den ersten Blick zunächst recht luxuriös klingt, gewinnt bei näherer Betrachtung schnell an wirtschaftlichem Charme: „Ohne Nullpunktspannsystem hätte ich erheblich längere Rüstzeiten, denn jede Vorrichtung müsste stets in drei Achsen ausgerichtet werden“, erläutert der Fertigungsspezialist. „Mit VERO-S funktioniert das automatisch: einsetzen, anziehen, fertig. Pro Rüstvorgang spare ich locker eine halbe Stunde.“ Radial angeordnete Spannschieber ziehen bei VERO-S die Spannbolzen ein und verriegeln diese selbsthemmend und formschlüssig über ein Federpaket. Die Fixierung beziehungsweise Positionierung erfolgt über einen Kurzkegel. Dies garantiert eine Wechselwiederholgenauigkeit < 0,005 mm.

Auf den Maschinen lassen sich sowohl Kleinteile als auch Langteile bearbeiten. Die 5-Achs-Spanner KONTEC KSX können mit wenigen Handgriffen umgerüstet werden.

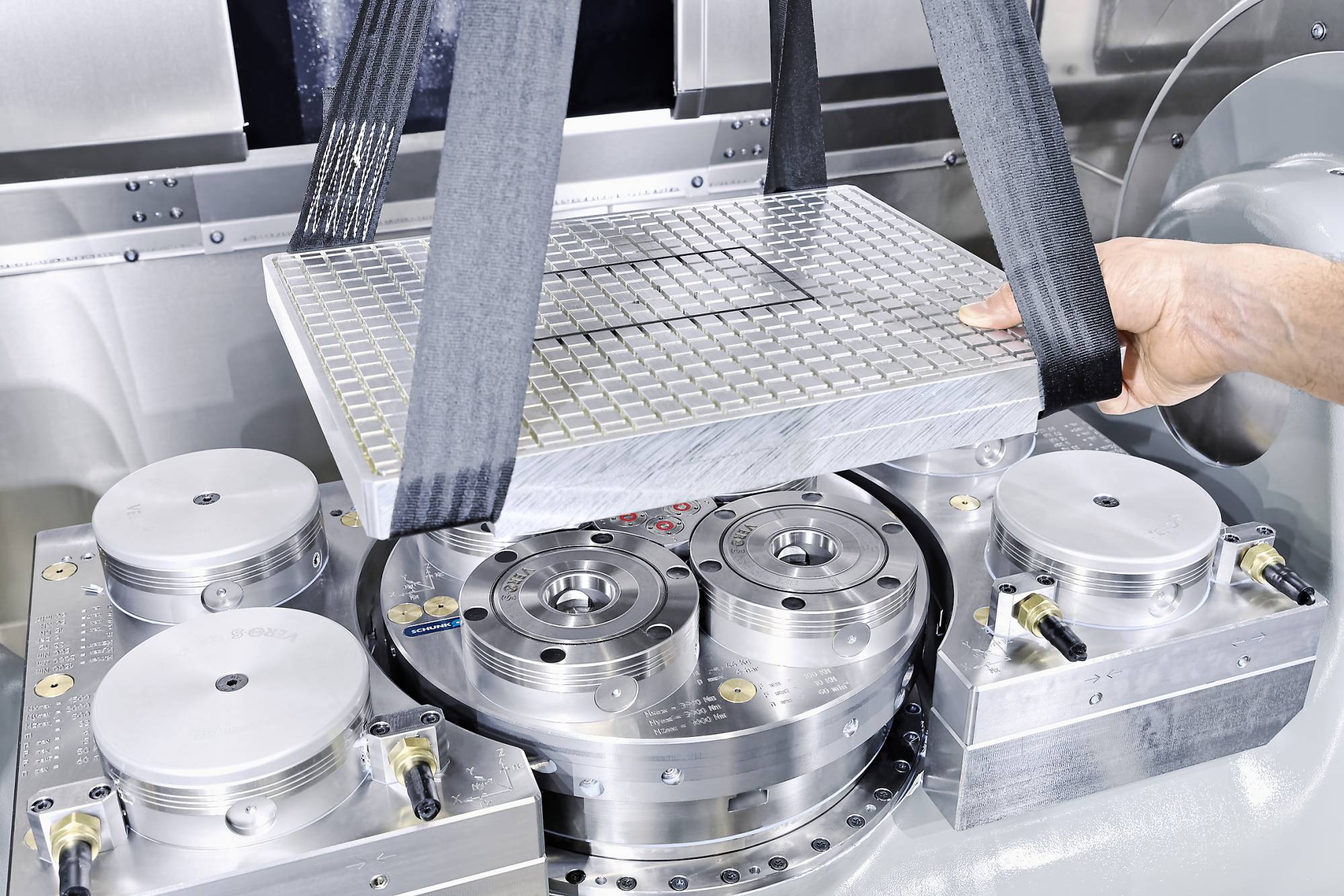
Auf den PLANOS Vakuumspannplatten kann Schmalz unterschiedlichste Teile aus Aluminium und Kunststoff bearbeiten. Die Aufspannung erfolgt flächig und verzugsfrei.

Fliegender Spannmittelwechsel: Mithilfe des VERO-S Nullpunktspannsystems und der integrierten Medienübergabe ist die PLANOS Vakuumspannplatte innerhalb weniger Sekunden in die Maschine eingewechselt.

Mithilfe des leichtgängigen Schwenkkrans von Schmalz kann Daniel Vischer die Spannmittel sehr einfach handhaben. Zur Beladung lässt sich das Maschinendach der C 32 U öffnen.

Sowohl die Nullpunktspannmodule als auch die Vakuumspannplatte lassen sich unmittelbar über die Hermle Maschinensteuerung betätigen und überwachen.

Die komplette Ansteuerung der Spannmittel wurde von Hermle in die Maschinensteuerung integriert.
Vakuumspannplatte vollständig in Steuerung integriert
Wie die Nullpunktspannmodule wurde auch die Vakuumspannplatte vollständig in das Gesamtsystem integriert. Vier Vakuumkanäle gelangen über die Drehdurchführung des Maschinentischs ins Nullpunktspannsystem und von dort über eine von Schunk entwickelte Medienübergabe in die Vakuumspannplatte. Die universell einsetzbare Medienübergabe ermöglicht es, pneumatisch, hydraulisch oder, wie bei Schmalz, per Vakuum betätigte Komponenten sekundenschnell und gegebenenfalls auch vollautomatisiert per Plug & Work in Betrieb zu nehmen.
Die Aktivierung und Überwachung der Nullpunktspannmodule sowie der Vakuumspannplatte auf dem Schwenkrundtisch erfolgt vollständig über ein eigens von Hermle entwickeltes Tool in der Maschinensteuerung. Da auch die Sicherheitslogik komplett in die Steuerung integriert wurde, wird bei einem unvorhergesehenen Vakuumabfall unmittelbar die Bearbeitung verlangsamt oder sogar gestoppt, um einen Verlust des Teils zu unterbinden. Über das Vakuum-Operation-Center (VOC) von Schmalz, das Hermle ebenfalls in die Steuerung integriert hat, werden zusätzlich das Vakuum und der Flüssigkeitspegel im Speicher überwacht.

Die Bauhöhe der VERO-S NSE plus Nullpunktspannmodulen und der robusten Medienübergabe in der Mitte ist exakt aufeinander abgestimmt.

Die Schwenkbrücke ist mit insgesamt acht VERO-S Nullpunktspannmodulen ausgestattet. Zur Werkzeugspannung nutzt Schmalz in dieser Anwendung das schwingungsdämpfende Hydro-Dehnspannfutter TENDO E compact.

Infos zum Anwender
Das familiengeführte Unternehmen ist ein weltweit führender Anbieter für Vakuum-Technologie. Am Hauptsitz in Glatten und in 17 weiteren Gesellschaften vertreiben rund 1.300 Mitarbeiter Vakuum-Komponenten und -Greifsysteme für die Automation, Vakuumheber und Kransysteme für manuelle Arbeitsprozesse und Vakuum-Spanntechnik für die Holz- und Metallbearbeitung.
Synergieeffekte und hohe Flexibilität
Nicht zuletzt aufgrund des Nullpunktspannsystems realisiert Schmalz heute auf den beiden neuen Maschinen hochproduktive Prozesse. Die bei VERO-S integrierte Turbofunktion und die damit verbundenen hohen Spannkräfte seien ein wesentlicher Schlüssel, um künftig flexibel zu bleiben und gegebenenfalls auch anspruchsvolle Stahl- oder Gussteile bearbeiten zu können. „Die neue Lösung minimiert also nicht nur die Rüstzeiten, sondern auch die Bearbeitungszeiten“, betont Steffen Neumar, Leiter Fertigungsplanung Vakuum-Komponenten bei Schmalz.
Geschickt kombiniert Schmalz die Spannkräfte des Nullpunktspannsystems und der 5-Achs-Spanner zur Bearbeitung kubischer Teile mit den Vorteilen der Vakuumspanntechnik zur Bearbeitung flacher, dünnwandiger Werkstücke aus Aluminium und Kunststoff. Diese werden mithilfe der Vakuumspanntechnik auf Anhieb flächig gespannt, so dass Deformationen ausbleiben, eine freie Zugänglichkeit gewährleistet ist und die Teile mit minimalem Aufwand rasant gewechselt werden können. Verglichen mit einer konventionellen Aufspannung über Spannpratzen lassen sich nach Angaben von Dirk Seeger mithilfe der Vakuumtechnologie bis zu 90 % der Nebenzeit einsparen.



Das perfekt Zusammenspiel von Hermle 5-Achs-Bearbeitungszentrum und Schunk Spannmitteln hat sich bei Schmalz schnell ausgezahlt (v.l.n.r.): Steffen Neumar, Leiter Fertigungsplanung Vakuum-Komponenten, Dirk Seeger, Leiter Lieferprozess Vakuum-Komponenten, Daniel Burghardt, Technische Beratung und Verkauf Stationäre Spannsysteme bei Schunk, sowie Schmalz Maschinenbediener Daniel Vischer.
Schwenkkran vereinfacht das Spannmittelhandling
Der Wechsel zwischen den einzelnen Spannsystemen geht dank eines leichtgängigen Säulenschwenkkrans von Schmalz rasend schnell: „Ich hebe mit dem Kran mein altes Spannmittel aus der Maschine heraus, setzte ein neues ein, platziere das Werkstück auf der Spannvorrichtung, lade mein NC-Programm, fahre bei hochpräzisen Teilen den Nullpunkt an, schließe die Türe und lege los. Innerhalb von fünf Minuten kann so von einem Spannmittel auf ein anderes umgerüstet werden“, taxiert Dirk Seeger.
Und auch die nächste Ausbaustufe hat das Team bei Schmalz bereits geplant: In den kommenden Jahren sollen zwei bis drei weitere Hermle 5-Achs-Maschinen angeschafft und die gesamte Beladung inklusive der erforderlichen Spannmittelwechsel vollautomatisiert werden. Sämtliche VERO-S Module sind daher bereits heute mit Sperrluft und einer integrierten Abfrage ausgestattet. Das Ziel ist laut Dirk Seeger klar vorgegeben: „Kostengünstiges Produzieren heißt heute: Rüstzeit Null. Mannlos. Rund um die Uhr. Sieben Tage die Woche. Nur so können wir in Deutschland Kosten generieren, die künftig noch wettbewerbsfähig sind.“ Auch deshalb sei die vollständige Integration der Spannmittel in die Hermle Steuerung unbedingt erforderlich gewesen.
Teilen: · · Zur Merkliste