anwenderreportage
m&h Inprocess 41.00PP: Prozesssicherheit und Qualität sind die Maximen
In den selbst entwickelten Schleifmaschinen des Werkzeugherstellers Paul Horn ist das In-Prozess-Messen in der Maschine eine Schlüsselfunktion für Präzision und Effizienz des automatisierten Betriebs. Die Produktionsmesstaster 41.00PP von m&h, ein Teil von Hexagon Metrology, widerstehen dabei klaglos andauernden Emulsionsduschen und Berieselung mit Schleifabtrag.
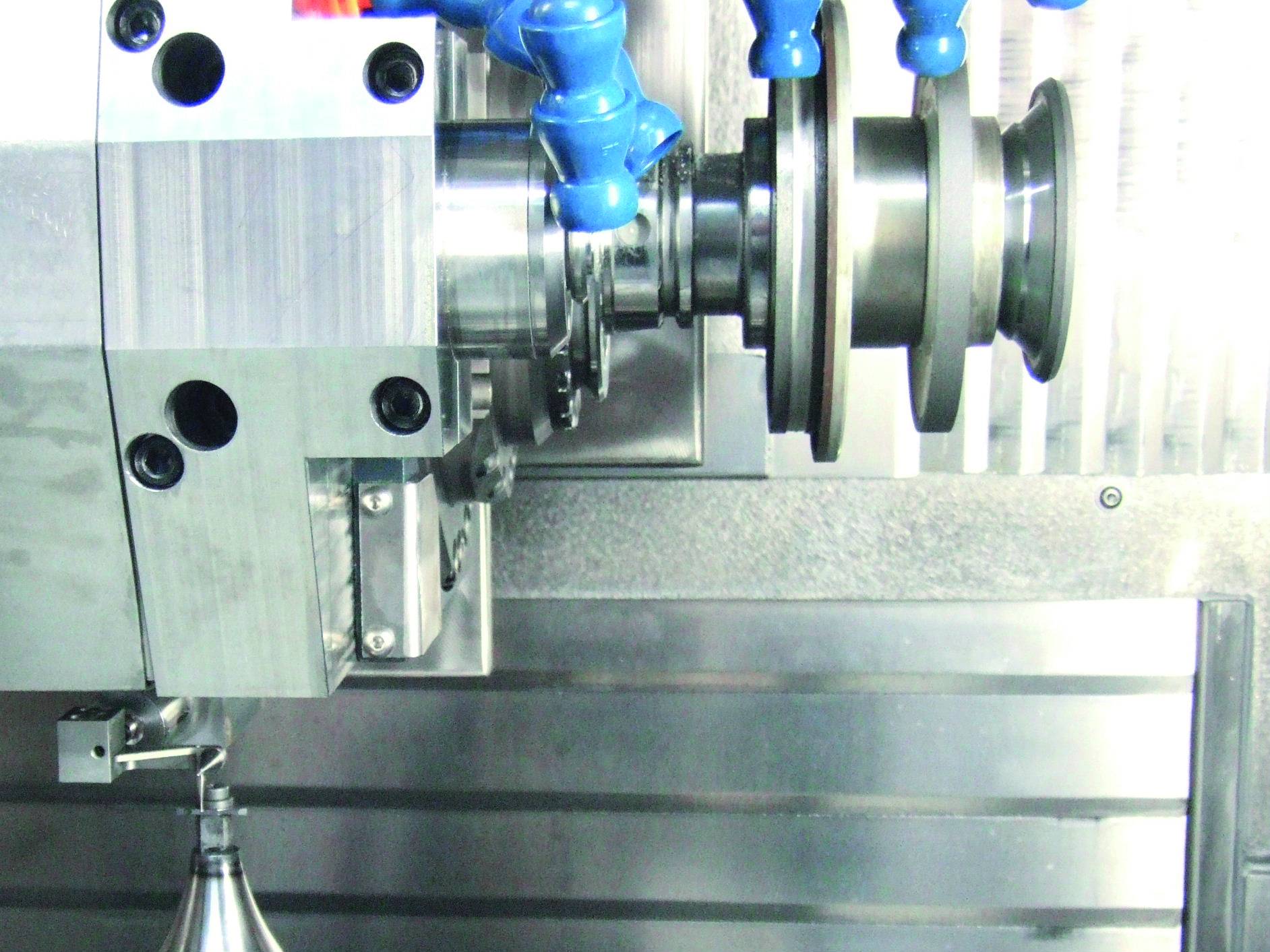
m&h Produktionstaster 41.00-PP auf einer Horn-eigenen Schleifmaschine.

Jürgen Bahlinger
Verantwortlicher für CNC-Programmierung und Prozessablauf, Horn.
„Der Test der Produktionsmesstaster 41.00-PP von m&h war einfach, weil sie mit den Anschlüssen anderer Anbieter kompatibel sind.“
Die Werkzeuge der Hartmetallwerkzeugfabrik Paul Horn, in Österreich durch die Wedco GmbH vertreten, stehen für hohen Qualitätsstandard, hohe Zerspanungsleistung und mitunter ungewöhnliche Lösungen. Die Hartmetallschneidplatten dieser Werkzeuge werden auch auf Maschinen eigener Konstruktion geschliffen. Diese Schleifmaschinen sind nahezu alle automatisiert. Selbst kleinste Losgrößen von Schneidplatten für Sonderwerkzeuge, also mit individuellen Geometrien, werden automatisiert hergestellt.

Wenn’s um’sµ geht, kommt bei Horn der Taster von m&h zum Einsatz.
Infos zum Anwender
Seit 1969 entwickelt und produziert die Firma Paul Horn GmbH Einstech-, Längsdreh- und Nutfräswerkzeuge, die auf dem Markt eine Spitzenposition einnehmen. Die Anwendungsbereiche unserer Produkte sind vielfältig und reichen von der Automobil und deren Zulieferindustrie über Maschinenbau, Luft- und Raumfahrttechnik, Hydraulik/Pneumatik, der Schmuckindustrie bis hin zur Medizintechnik.
In-Prozess-Messen ist unabdingbar
Um beim automatischen Schleifen eine gleichbleibend hohe Genauigkeit der Formen sicherzustellen, ist permanentes Messen, auch im Prozess, unabdingbar. Nicht nur die geschliffenen Formen werden gemessen – bei engen Toleranzen gilt es sogar, den Wärmegang der Maschinen permanent zu überwachen.
In der Fertigung von Horn wird bei bestimmten Maschinen und Wendeschneidplatten bereits bei einer Abweichung von mehr als 1,5 µ kompensiert. „Hier geht es wirklich ums µ“, bestätigt Walter Wiedenhöfer, Produktionsleiter bei Horn. Die Messsequenzen richten sich nach den jeweiligen Anforderungen der Produkte, aber auch nach den Gegebenheiten an der Maschine. Wenn die Produktion startet, wird zunächst nach jedem Werkstück gemessen und gegebenenfalls kompensiert. „Wenn sich die Werte einpendeln, vergrößern wir das Messintervall der Werkstücke“, sagt Jürgen Bahlinger, der Verantwortliche für die CNC-Programmierung und den Prozessablauf bei Horn.
Wegen des hohen Automationsgrades der Fertigung bei Horn hat die Prozesssicherheit einen besonders hohen Stellenwert. Zum einen soll der Fertigungsprozess ohne Störung durch laufen, zum anderen gilt es, sicher innerhalb vorgegebener, enger Toleranzen zu produzieren, egal ob in kleiner oder großer Losgröße. Die Endkontrolle der Schneidplatten sichert zwar die Qualität in Richtung Kunden, sie nutzt aber für den Fertigungsverlauf des einzelnen Loses nichts. Ziel ist eine Null-Fehler Produktion.

Qualitativ gute Schneiden erfordern das Messen schon in der Maschine. Wenn’s um’s µ geht, kommt bei Horn der Taster von m&h zum Einsatz.
Messtaster-Test zufriedenstellend
Angeregt durch eine externe Empfehlung hat man bei Horn vor einigen Jahren die Produktionsmesstaster 41.00-PP von m&h getestet. „Das war einfach, weil sie mit den Anschlüssen anderer Anbieter kompatibel sind“, schildert Jürgen Bahlinger. So hat man bei erstbester Gelegenheit einen vorhandenen Taster abgeschraubt und den m&h-Produktionsmesstaster 41.00-PP aufgeschraubt. „Das hat sofort funktioniert.“
Was mit fünf Tastern als Test begann, ist heute feste Vorgabe im Hause Horn. Zwischenzeitlich sind mehr als Hundert dieser Taster von m&h im Einsatz, mit weiter steigender Tendenz. „Am Besten ist es, wenn man als Produktionschef nichts besonderes über die Maschinen und deren Komponenten hört“, erläutert Walter Wiedenhöfer. „Und von den m&h-Messtastern höre ich nichts.“ Der Anbau der Taster selbst ist sehr einfach, weil die gesamte Schaltintelligenz samt Interface zur Steuerung platzsparend in den Montagesockel des Tasters integriert ist. Verschiedene Sockelausführungen lassen alle erdenklichen Einbaulagen zu. Von dort muss dann nur noch ein Kabel zur Steuerung geführt werden.

In den Schleifmaschinen bei Horn stehen die m&h-Messtaster im Dauerregen von Emulsion und Schleifabtrag.
In allen Lagen einsatzbereit
In den Schleifmaschinen von Horn werden die Produktionstaster in vielerlei Hinsicht extrem gefordert. Je nach Maschine gibt es unterschiedliche Einbaulagen. Immer sind die Taster auch der Beregnung mit Kühlschmieremulsion und Hartmetallschleifabtrag ausgesetzt. Wegen der hohen Aggressivität der Kühlschmieremulsionen sind die Arbeitsräume der neuen Horn-Maschinen mit rostfreiem Stahl verkleidet. Da die Körper der m&h-Taster ebenfalls aus rostfreiem Stahl gefertigt sind und sie im Standard bereits über doppelte Dichtmembranen verfügen, machen ihnen diese Emulsionsduschen, auch im Dauerbetrieb, nichts aus. Ein bewegliches, metallenes Schutzlid über der Membrankammer verhindert zusätzlich das Eindringen von Schmutz. „Selbst angetrockneter Schleifschlamm nach einem Wochenende beeindruckt diese Taster nicht“, freut sich Walter Wiedenhöfer.
In den 5-Achsmaschinen sind die Taster seitlich am Spindelgehäuse angebracht. Sie schwenken immer mit und tasten auch in unterschiedlichen Lagen an. An den Produktionstastern 41.00PP von m&h kann, dank einer patentierten, einfachen Lastverstellung, die Antastkraft des Taststiftes in einem weiten Bereich an die jeweiligen Gegebenheiten der Maschinen und Schleifaufgaben angepasst werden. Schnelle, hochdynamische Bewegungen der Maschine oder eventuelle Vibrationen beeinträchtigen deshalb die Funktion der Taster nicht und lösen keine Fehlsignale aus. Das verleiht diesen Tastern ihre wirklich universelle Einsatzfähigkeit, gerade auf Schleifmaschinen.

Mit dem Einsatz der Produktionsmesstaster 41.00-PP von m&h auf den eigenen Schleifmaschinen hat man bei Horn reichlich gute Erfahrungen gesammelt. Deshalb werden sie in der Produktion vieler unterschiedlicher Wendeschneidplatten eingesetzt. Sie sind mitverantwortlich für die hohe Präzision von Einstech- und Abstechwerkzeugen mit 2- und 3-schneidigen Hartmetallplatten ebenso, wie für die Konturtreue der Zirkularfräser, der Supermini-Innenbearbeitungswerkzeuge und etlicher Typen der erfolgreichen Fräswerkzeug
Lange Liste zuverlässiger Messeinsätze
Entsprechend lang ist bei Horn die Liste der Messungen, die man mit den m&h-Tastern durchführt. Neben der Kontrolle des Wärmegangs der Maschinen werden natürlich bestimmte Maße an den zu schleifenden Hartmetallschneidplatten gemessen. Außerdem gibt es verschiedene Messungen zur Positionsüberwachung und zur Lageorientierung der automatisch eingewechselten Rohlinge. Bei der Kontrolle der Mittigkeit der Spannung bestimmter Schneidplatten wird eine Lagetoleranz von nur 3,0 µm geprüft.
Auch der Verschleiß der Schleifscheiben wird mit den Tastern von m&h überwacht. Durch Messen der Abrichtscheibe vor und nach dem Abrichten wird die Durchmesserveränderung gemessen. Unter Berücksichtigung der Zustellung kann der tatsächliche Schleifscheibendurchmesser genau ermittelt werden. So wird schon im Prozess höchste Präzision gewährleistet. Die jeweiligen Messprogramme hat man bei Horn ebenfalls selbst entwickelt. Dazu nutzt man lediglich die einfachen Messbefehle der Steuerungen die in die eigenen Messzyklen integriert werden. Sie ermitteln die aktuellen Stellgrößen von Werkstücken und Maschinen um das CNC-Programm für den jeweiligen Schleifscheibeneinsatz dann präzise an der tatsächlichen Position der Werkstücke anzusetzen.
Für die Verantwortlichen bei Horn ist das integrierte Messen mit hoher Genauigkeit und der störungsfreie Ablauf maßgeblich für eine genaue und zuverlässige Fertigung. Die Integration des Messens in die CNC Schleifzentren macht die Automatisierung erst durchgängig. „Erst dadurch kann wirklich jedes Werkstück gleich und in engen Toleranzen gefertigt werden. Das macht mannarmen Betrieb möglich und dennoch prozesssicher“, schildert Walter Wiedenhöfer seine guten Erfahrungen.
Teilen: · · Zur Merkliste