Laser-Prozessmesstechnik für die Präzisionsbearbeitung
Die Endbearbeitung auf Schleifmaschinen fordert bekanntermaßen oft anspruchsvolle Toleranzen, bezogen auf Maß-, Form- und Lagegenauigkeit sowie hochgenaue Oberflächengüten. Oft sind Erfahrungswerte zum Erzielen dieser Anforderungen in den Firmen vorhanden. Jedoch gerade auch bei kleinen Losgrößen ist der Wunsch nach einer Prozessbeurteilung auf der Maschine gegeben, da das zwischenzeitliche Messen auf externen Messmaschinen und entsprechenden Korrekturen die Durchlaufzeit der Teilebearbeitung verlängert. Diese Kontrollmaßnahmen würden die Prozesssicherheit und Produktivität steigern. Ideal und wünschenswert sind Lösungen, die flexibel für verschiedenste Werkstückspektren einsetzbar sind.
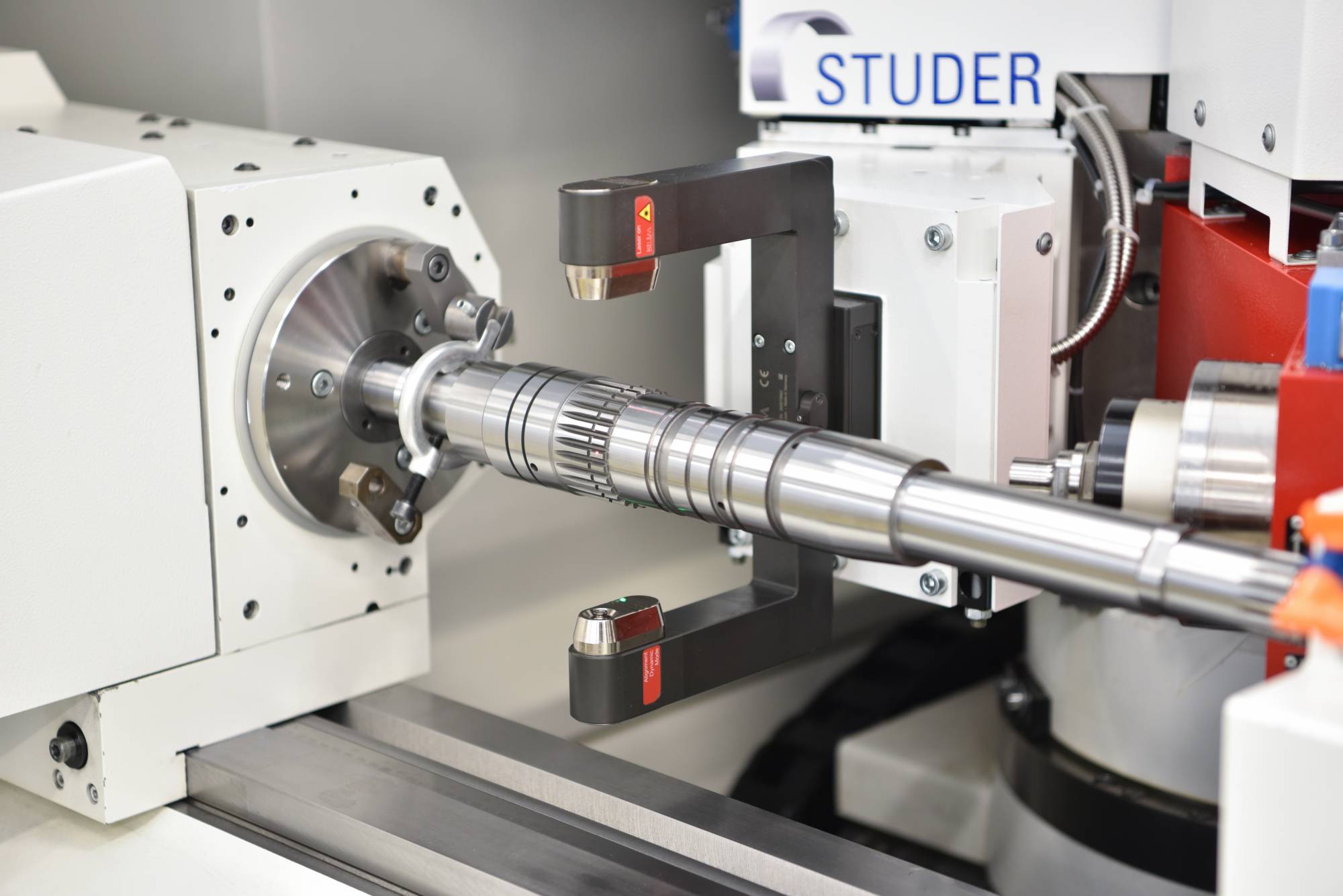
Maschinenintegrierte Lasermesstechnik erweitert die Anwendungsmöglichkeiten der Prozessmesstechnik in Schleifmaschinen.

Sandro Bottazzo
CSO der Fritz Studer AG
„Die maschinenintegrierte Laser-Messtechnik erweitert die Anwendungsmöglichkeiten der Prozessmesstechnik in Schleifmaschinen. Ein präziser, universeller und berührungsloser Messvorgang unterstützt den Anwender in seinen Bemühungen zur Effizienzsteigerung in der Präzisionsbearbeitung.“
Dem Fertigungstechniker stehen zur Prozessbeurteilung diverse Möglichkeiten von Messfunktionen zur Verfügung, die auf verschiedenen Prinzipien der Produktionsmesstechnik basieren. Die Messung von Prozesskräften wie etwa Schleifkräfte (Ft, Fn) oder vergleichende Schleifspindelströme geben beispielsweise ein Indiz für das Erreichen von Standzeiten von Werkzeugen, oder ebenso wichtig die schwankenden Aufmaße, die die Prozessstabilität und das Einhalten geforderter Toleranzen beeinflussen können, werden ermittelt. Zusätzlich können Werkzeugkosten reduziert werden, da ein zu häufiges Abrichten verhindert wird. Bekannte Körperschallsensorik unterstützt die sogenannte Anfunkerkennung im Schleifprozess zur Reduktion der Schleifzeit oder überwacht den profilgerechten Abrichtprozess mit seinen Hüllkurven-Funktionen. Taktile Messsysteme wie Mess-Steuerungssysteme für Durchmesser oder Werkstücklängen, pneumatische Systeme oder Mikrosensoren für Längenausdehnungen von Spindelsystemen unterstützen ebenso die Erhöhung der Prozesssicherheit. Weitere Messfunktionen können hier weiter beschrieben werden, wie zum Beispiel der Einsatz von Kamera- oder Lasersystemen zur Prozessüberwachung. Gerade die Lasermesstechnik eröffnet nun interessante Einsatzgebiete.
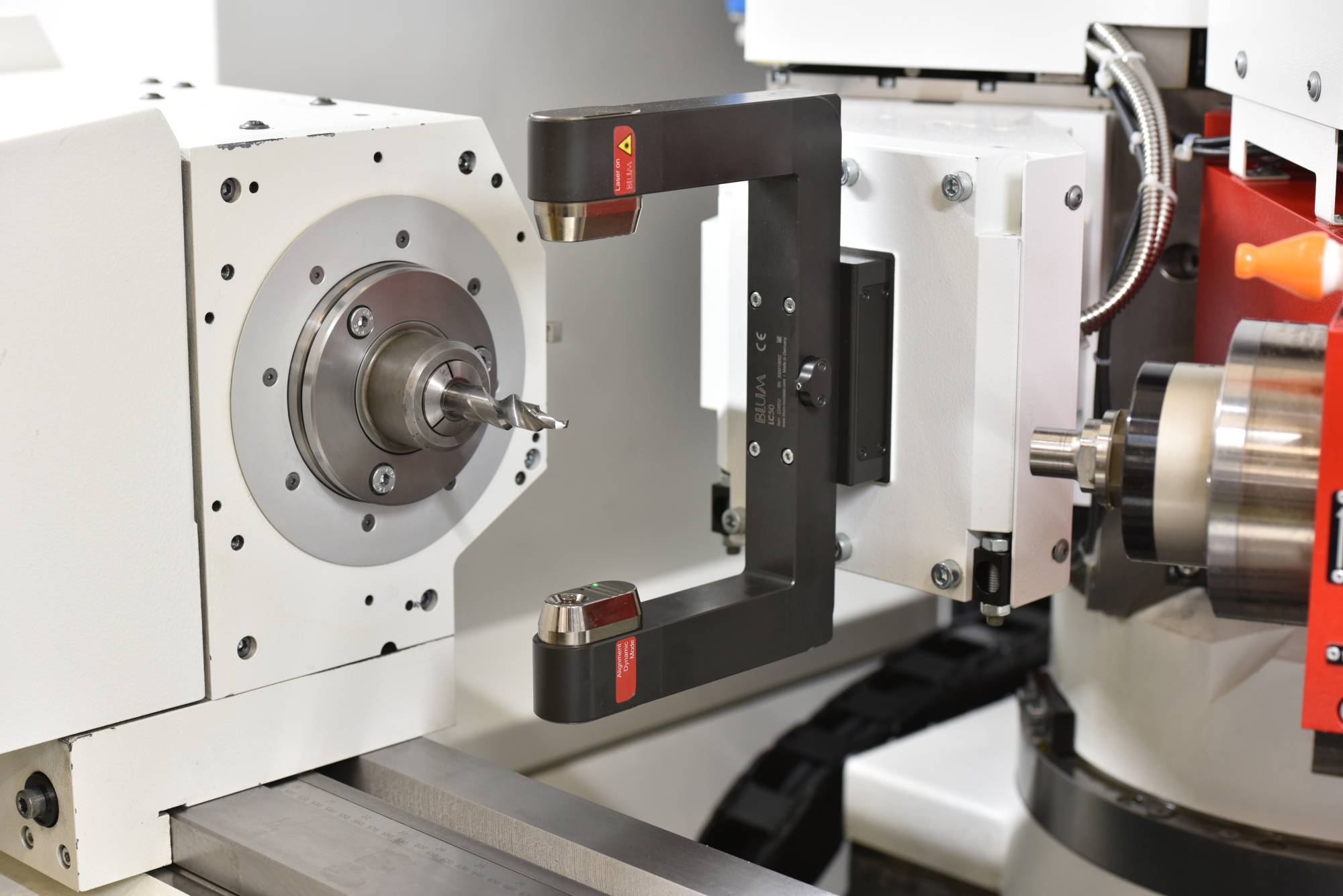
Berührungslose Messung von Präzisionswerkzeugen mit Lasermesstechnik.
Integration in Universalrundschleifmaschinen
Studer kann auf eine mehr als zehnjährige Erfahrung beim Einsatz von maschinenintegrierter Lasermesstechnik zurückgreifen, die zu Erprobungszwecken zur Vermessung von Schleifscheiben oder Werkstücken beurteilt wurden. Solche Grundlagenuntersuchungen haben bei Studer Tradition, um für künftige Trends in der Produktionstechnik vorbereitet zu sein. Auf diese Erkenntnisse und Erfahrungen wurde nun zurückgegriffen, um den jetzt aktuellen Bedürfnissen gerecht zu werden. Die in anderen Branchen zur Werkzeugüberwachung eingesetzten Systeme wurden Studer-spezifisch auf der Basis der erst in jüngerer Zeit erhältlichen, neuesten Lasermesstechnik zur Vermessung von Werkstücken auf Schleifmaschinen weiterentwickelt. „Die nötige Messvorrichtung wird mechanisch montiert, ähnlich wie bei unseren Messtastern an unseren B-Achsen, die die entsprechende Schleifspindel tragen. Diese Situation gibt eigentlich den Bedienern kein ungewohntes Bild“, erklärt Sandro Bottazzo, CSO der Fritz Studer AG.
Die Größe dieser Messvorrichtung kann dem Werkstückdurchmesser angepasst werden. Die vorhandenen Luftdüsen zum Abblasen des Werkstücks während der Messung und die neuentwickelten Schmutzblenden schützen die Laseroptik effizient vor dem Kühlschmierstoff in der Maschine. Gegenüber den Vorgängermodellen setzt der Hersteller der Lasereinheit auch eine weiterentwickelte, genauere Laseroptik ein. „Der markanteste Punkt ist jedoch aus unserer Sicht die Möglichkeit, dass bei drehendem Werkstück viele Tausende Messpunkte zur Auswertung generiert werden. Dadurch wird die Messzeit deutlich verkürzt. Diese Merkmale konnten nun in den Studer-spezifischen Messzyklen integriert werden. Somit wird dem Anwender eine geeignete Methode zum berührungslosen Messen zur Bearbeitung von Präzisionswerkstücken zur Verfügung gestellt“, geht Bottazzo ins Detail.
An dieser Stelle soll erwähnt werden, dass nicht nur verschieden große Durchmesser mit einer Lasermesseinrichtung erfasst werden, sondern auch an unterbrochenen Durchmessern, wie zum Beispiel Wellen mit Keil- oder Längsnuten sowie Verzahnungen im Durchmesserbereich, mit einer Lasermesseinrichtung präzise Kontrollmessungen vorgenommen werden können. Das Ein- und Umrichten bisher eingesetzter, taktiler Messsteuerungen entfällt. Der Messzyklus kann beliebig nach jeder Bearbeitung oder am Ende des Schleifprozesses angewählt werden. Die Studer-Software protokolliert nach jedem Messzyklus die gemessenen Werte pro Durchmesser. Dieses Vorgehen ermöglicht dem Bediener, auf einen Blick die Qualität des geschliffenen Bauteils festzustellen.
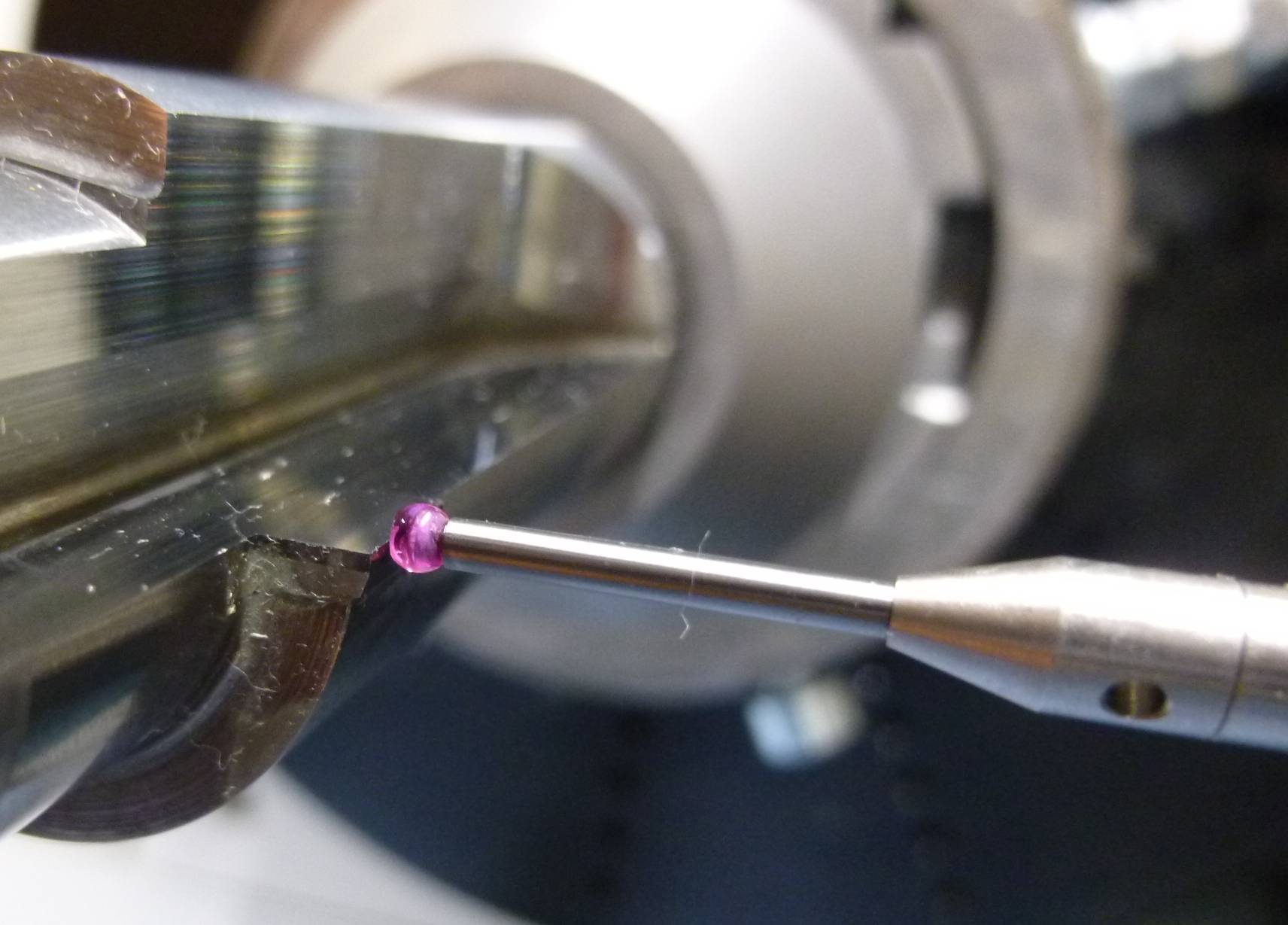
Taktile Messung von Schneidwerkzeugen.

Messprotokoll eines Werkstücks.
Lasermesstechnik für Schneidwerkzeuge
Ein effizientes Beispiel der Nutzung einer integrierten Messstrategie ist die anspruchsvolle Bearbeitung kleiner Losgrößen von Werkzeugen mit PKD-Schneiden. Häufig steht dabei die Frage im Raum, wer hier wen bearbeitet: die Diamantschleifscheibe das Werkzeug oder umgekehrt. Zu diesem Zweck kommt oft der sogenannte closed loop process mit taktilen Messmitteln zur Anwendung. In mehreren Iterationsstufen werden die Schneiden gemessen, geschliffen, gemessen, etc. „Mit dieser Maßnahme werden Durchmessertoleranzen von +/- 1,5 µm erreicht, welche ein sehr gutes Ergebnis darstellen“, unterstreicht Bottazzo. „Für diese Anwendungen ergaben sich vermehrt Forderungen, die den Wunsch des berührungslosen Messens erfüllen, da die PKD-Schneiden teilweise empfindlich auf ein taktiles Messen reagieren.“
Der erwähnten Forderung des berührungslosen Messens von Werkzeugen in diesem Toleranzbereich, die Schneiden oder auch Führungsleisten aufweisen, kann nun mit der beschriebenen, integrierten Lasermesstechnik Rechnung getragen werden. Typische Messaufgaben, die in diesem Sektor gefordert werden, sind beispielsweise die Messung eines Werkzeuges mit Schneiden, wobei der kleinste und größte Schneidendurchmesser in einer Messebene ermittelt wird. Die Messung in zwei verschiedenen Ebenen des Schneidwerkzeuges, d. h. an verschiedenen Ebenen des durch Rotation erzeugten Messzylinders, ergibt das Maß der gewünschten Verjüngung an Schneidwerkzeugen, welches nun ausgegeben werden kann.
In Abhängigkeit der Maßunterschiede zwischen dem Durchmesser von Schneiden und Führungsleisten von einem Schneidwerkzeug in der gleichen Messebene kann die Laseroptik diese Durchmesser auch bei rotierendem Werkstück ermitteln. „Bei den meisten Werkzeugen wird dies der Fall sein und sich positiv auf die reduzierte Messzeit auswirken. Wer im eingespannten Zustand des zu schleifenden Werkzeugs vor der Bearbeitung wissen möchte, wie groß der Rundlauffehler vom Werkzeugschaft zum Schneidendurchmesser am Ende des Werkzeugs ist, dem kann mit Studer-Messzyklen geholfen werden“, so Bottazzo abschließend.
Teilen: · · Zur Merkliste