anwenderreportage
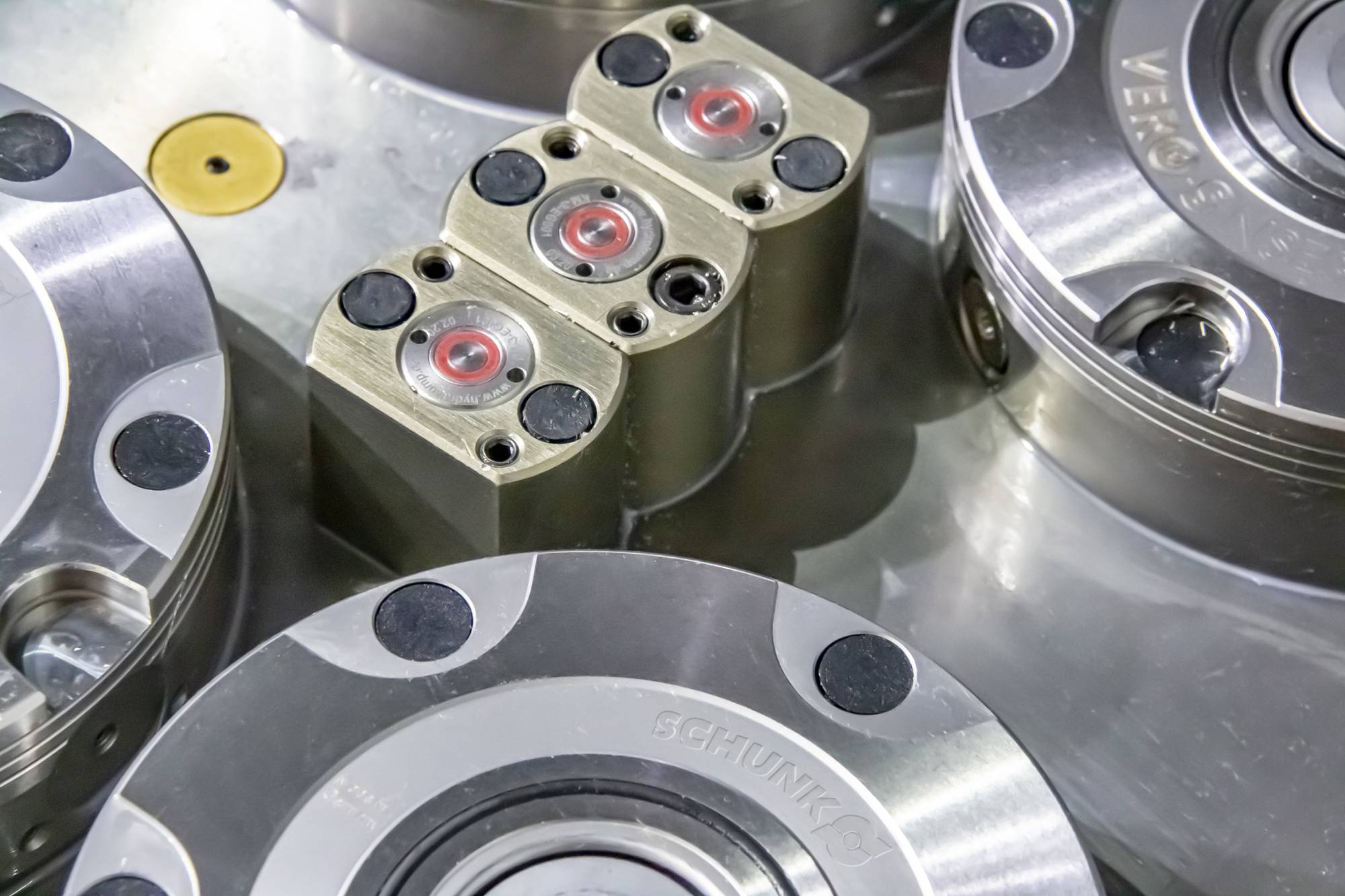
Nullpunktspannsystem VERO-S von Schunk als Basis für eine flexible Automatisierung
Wolfgang Brill ist ein Mensch, der etwas wagt. Als sich sein Geschäftspartner bei der B+G Fertigungstechnik GmbH krankheitsbedingt zurückziehen muss, springt Brill in die Bresche. Er führt den Laden weiter und trifft gleich die Entscheidung, seine Fertigung zu automatisieren. Und was ihm anfangs schlaflose Nächte bereitet, will Brill heute nicht mehr missen. Seit der Automatisierung seiner bestehenden CNC-Fräsmaschine kann die B+G Fertigungstechnik flexibel von automatisiert auf manuell wechseln. Das Nullpunktspannsystem VERO-S und die TANDEM Kraftspannblöcke von Schunk spielen dabei eine zentrale Rolle.

Die Haas UMC 750 5-Achs-Maschine läuft tagsüber in der manuellen Einzelteilfertigung und nachts in der automatisierten Serienfertigung.
Shortcut
Aufgabenstellung: Automatisierte Produktion von Kleinserienbauteilen im Nachtbetrieb.
Lösung: Automatisierungspakete mit Schunk-Komponenten zum Festpreis.
Nutzen: Kurze Rüstzeiten; flexibel von automatisiert auf manuell wechseln.
Bei B+G Fertigungstechnik im saarländischen Lebach (D) werden Teile aus dem Bereich Form- und Sondermaschinenbau gefertigt. Kunden sind große Automobilzulieferer, aber auch Firmen aus der Verpackungs- oder der Genussmittelindustrie. „Wir sind ein klassischer Lohnfertiger. Dabei bewegen wir uns auch im Bereich Vorrichtungsbau und Anlagenbau, wo wir komplette Baugruppen fertigen, montieren und an die Endkunden ausliefern“, erklärt Brill.

Die 5-Achs-Bearbeitung ermöglicht es B+G Fertigungstechnik, viele Kundenwünsche abzudecken.

Wolfgang Brill
Geschäftsführer der B+G Fertigungstechnik GmbH
„Der Einstieg in die Spannsysteme von Schunk war ein relativ hoher Invest, der sich aber schnell amortisiert hat. Heute möchte ich nicht mehr ohne Nullpunktspannsystem arbeiten.“
Investition, die sich auszahlt
Bei B+G arbeitet man im Ein-Schicht-Betrieb. Tagsüber widmen sich die Mitarbeiter der Fertigung von Einzelteilen. „Davon leben wir“, betont der Geschäftsführer. Dazu setzt er mehrere Haas-Werkzeugmaschinen ein. Seit 2017 nutzt Brill auf einer Haas UMC 750 ein Nullpunktspannsystem von Schunk sowie die KONTEC-Präzisionsspanner KSC und KSX. „Das war unser Einstieg in die Spannsysteme von Schunk“, erinnert er sich. „Ich wollte Rüstzeit sparen. Es war für mich ein relativ hoher Invest, der sich aber schnell amortisiert hat. Heute möchte ich nicht mehr ohne Nullpunktspannsystem arbeiten.“
Es war dieser Unternehmergeist, mit dem sich Brill 2019 dann eine weitere Haas UMC 750 zulegte – und sich gleich für eine Automatisierungslösung entschied. „Ich wollte, dass wir uns tagsüber der Einzelteilfertigung widmen können und nachts dann die Automatisierung läuft“, so Brill. „Wir haben immer wieder Teile in der Serienfertigung, die sich problemlos automatisieren lassen. Mir war aber auch bewusst, dass das nicht mit allen Teilen funktioniert.“

Die Schunk Kraftspannblöcke überzeugen durch ihr einfaches Handling und ihre Flexibilität. Außen: mechanische Zentrischspanner KSC 125/300 auf je einer Konsolerhöhung. Innen: KSX 125 5-Achsspanner.

Einer der beiden Parallelgreifer PGN-plus-P 125 bestückt das Spannsystem, der andere entnimmt das fertig bearbeitete Teil vom Pneumatikspanner KSP plus 250.

Vom Schunk Universalgreifer PGN-plus-P kommen bei B+G Fertigungstechnik gleich zwei zum Einsatz.
Schnelles Umrüsten
Grundlage für die Möglichkeit, die Fertigung so zu wechseln, war das Nullpunktspannsystem VERO-S von Schunk. Dessen Flexibilität erlaubt es Brill, sehr schnell zwischen automatisiertem Betrieb und dem Tagesbetrieb für die Einzelteilfertigung zu wechseln. Für die Einzelteilfertigung verwendet Brill dann die mechanisch betätigten KONTEC-Präzisionsspanner KSC und KSX. Sie vereinen hohe Spannkräfte, eine komfortable Bedienung, kurze Rüstzeiten und eine flache Bauweise. Mit ihnen lassen sich unterschiedlichste Werkstücke schnell und flexibel spannen. Dank des pneumatisch angesteuerten Kraftspannblockes KSP plus 250 und des Nullpunktspannsystems VERO-S ist ein schnelles Umrüsten auf die Roboterbeladung möglich. Dadurch kann Brill im Nachtbetrieb auf die automatisierte Produktion von Kleinserienbauteilen umstellen.
Die Bestückung der Maschine übernehmen dann die vielzahngeführten Universalgreifer vom Typ PGN-plus-P 125 in Kombination mit dem manuellen Wechselsystem SHS. Sie greifen die Werkstücke sicher und beladen die Maschine. Auch bei der Konturbearbeitung setzt B+G auf Schunk: Die schlanke Präzisionsaufnahme des Dehnspannfutters TENDO Slim 4ax in genormter Warmschrumpfkontur bietet optimale Voraussetzungen für den Einsatz in der Serien- und Einzelteilfertigung. Zu guter Letzt sorgt das Allroundfutter TENDO E compact für hohe Radialsteifigkeit sowie eine hohe Rundlaufgenauigkeit und glänzt zudem mit sehr guten Dämpfeigenschaften.

Bei der Bearbeitung setzt B+G Fertigungstechnik auch auf den störkonturoptimierten TENDO Slim 4ax.
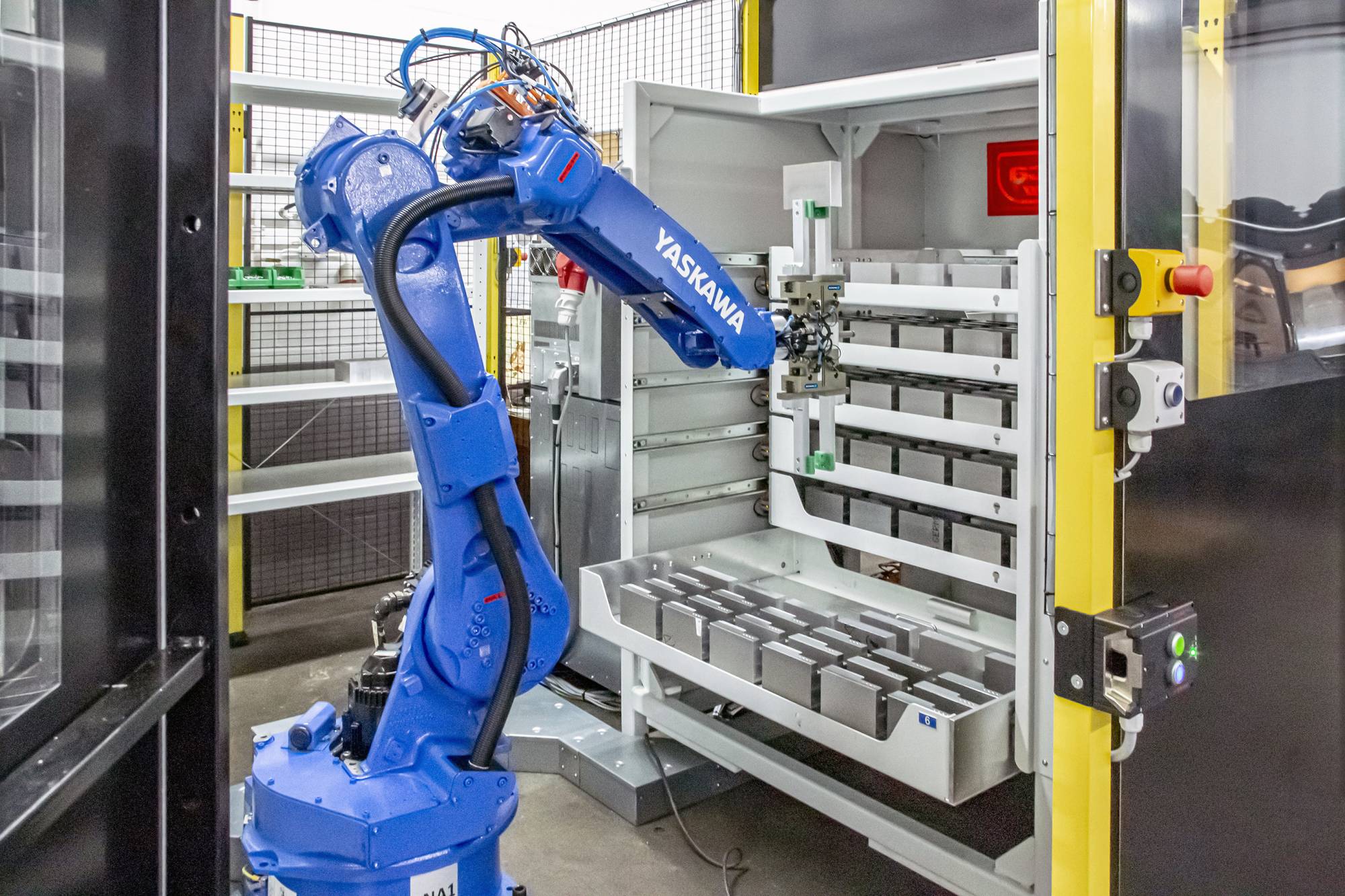
Ein Yaskawa-Roboter übernimmt die Be- und Entladung des Schubladensystems.

Automatisierer Schusta Engineering brachte zur Be- und Entladung eine Schubladenlösung ins Spiel.

Die Umrüstung an der Maschine erfolgt mit einer Hebevorrichtung schnell und unkompliziert.
Infos zum Anwender
Die B+G Fertigungstechnik GmbH wurde 2015 gegründet. Heute arbeiten im saarländischen Lebach (D) zehn Mitarbeiter. B+G bietet Services im Bereich Form- und Sondermaschinenbau, Vorrichtungsbau und Anlagenbau an. Kunden kommen aus der Automobilindustrie, der Verpackungsindustrie und der Zigarettenindustrie.
www.bg-fertigungstechnik.de
Automatisierungspakete zum Festpreis
Doch vor der Umsetzung der Automatisierung stand erst einmal Kopfarbeit: Zusammen mit Benno Loerzer, Vertriebsleiter von Haas-Händler Trident, der den Kunden Brill betreut, Schunk-Experte Bernhard Ferenz und dem Team von Automatisierer Schusta Engineering wurden Teile identifiziert, die sich für eine Lösung eignen. Als nächstes stand dann der Umbau der Haas-Maschine an. Für solche Projekte bietet Haas-Trident mittlerweile komplette Schunk-Haas-Trident-Pakete zu Festpreisen an. Initiator war Schunk-Key Account und Spannmittelexperte Bernhard Ferenz, der dafür eigens eine Broschüre entwarf. Ohne diese Konstellation wäre das Projekt wohl nie zustande gekommen. „Es war wichtig, dass da Partner zusammenkommen“, betont Brill.
Die große Herausforderung bei der Haas-Maschine war, dass sie für eine Automatisierung nicht ausgelegt war. Das Team brachte seine jeweiligen Expertisen ein und so entschied man sich, durch die Mitte des Maschinentisches eine Vierkanal-Drehdurchführung zur pneumatischen Ansteuerung des Nullpunktspannsystems VERO-S und des pneumatischen Spanners KSP 250 mit Backenanlagenkontrolle und Staudrucküberwachung einzubauen. Über die Maschinenansteuerung lassen sich die Module so im automatisierten Prozess störungsfrei bedienen.
Die Medienkupplung ermöglicht eine schlauchlose Medienübergabe zum Spannmittel.

Eine Zusammenarbeit, die Früchte trägt (v.l.n.r.): Wolfgang Brill, Geschäftsführer B+G Fertigungstechnik, Benno Loerzer von Haas-Händler Trident, Schunk-Außendienstmitarbeiter Bernhard Ferenz und Lukas Held von Schusta Engineering.

Lukas Held und seine Kollegen von Schusta Engineering mussten bei der Automatisierungslösung kreativ werden.
Be- und Entladung mit Roboter
Bei der Be- und Entladung war ebenfalls Kreativität gefragt, vor allem bei Automatisierer Schusta. Ein Roboter entnimmt zur Beladung der Haas-Maschine das Rohteil aus einer der Schubladen, platziert es anschließend auf einer Zentrierstation und befördert es dann zum Maschinentisch. Die fertigen Teile legt er ebenfalls in einer der Schubladen ab.
Anfangs seien seine Mitarbeiter etwas skeptisch gewesen, was die Automatisierung angeht. Aber Brill hat sie schnell ins Boot geholt. Dafür hat er sich etwas einfallen lassen: Für jede Minute, in der der Roboter läuft, bekommen die Mitarbeiter eine vereinbarte Prämie. So stellt Brill sicher, dass die Mitarbeiter die Automatisierung nicht als Konkurrenz, sondern als Kollegen sehen. Für Wolfgang Brill hat sich das Wagnis Automatisierung gelohnt. „Ich bin sehr zufrieden damit“, resümiert er und ergänzt abschließend: „Ich bin noch nicht so weit, dass wir so viele Teile haben, um die Maschine rund um die Uhr laufen zu lassen. Aber das ist ein Prozess, der sich stabilisieren muss und danach kann ich bei der Akquise auch anders agieren.“
Teilen: · · Zur Merkliste