anwenderreportage
Die Übersicht behalten
MES-Lösung aus BDE, MDE und DNC sichert hohes Qualitätsniveau, Termintreue und Technologieführerschaft: Höhere Produktivität und Performance in der Fertigung, zuverlässiger Datenaustausch und Anlagen-Vernetzung, Echtzeit-Informationen aus der Produktion, besseres QS-Management und Rückverfolgbarkeit, mehr Transparenz durch übersichtliche Charts und Reports sowie präzisere Produktionsplanung für bessere Termintreue: MES-Lösung aus BDE, MDE und DNC sichert hohes Qualitätsniveau, Termintreue und Technologieführerschaft beim Allrad-Spezialisten Oberaigner Powertrain.
Zwei Generationen, drei Ziele: Beste Qualität, höchste Liefertermintreue und der kontinuierliche Ausbau Ihrer Technologieführerschaft rund um Allrad - Firmengründer Wilhelm Oberaigner (m.) mit seinen Söhnen Georg (l.) und Paul (r.).
Wilhelm Oberaigner
Geschäftsführer Oberaigner Powertrain GmbH.
„Wir kaufen z. B. Guss- und Schmiedeteile zu – den überwiegenden Rest entwickeln, fertigen und montieren wir am Standort Nebelberg komplett selbst, bis zum fertigen Getriebe oder auch der kompletten Chassis-Einheit.“
Für manche Männer ist es der Traum schlechthin: Mit sechs grobstolligen Geländerädern und athletischen 544 PS eine Sanddüne hinaufbrausen oder sich kraftvoll durch eine aufgeweichte Piste im Dschungel arbeiten, während Sand und Schlamm an den Seiten wegspritzen... Genau für solche Träume ist der Mercedes G-Klasse 6 x 6 gemacht. Im Gegensatz zum herkömmlichen, zweiachsigen Geländefahrzeug der G-Klasse, das bereits in den siebziger Jahren auf den Markt kam, sind beim 6 x 6 alle drei Achsen und damit sechs Räder angetrieben. Fünf Sperrdifferenziale sorgen dafür, dass sich das Fahrzeug auf fast jedem Untergrund fortbewegt sowie alle Kurven und Steigungen mühelos nimmt.
Ein Teil dieser technischen Meisterleistung kommt aus dem oberösterreichischen Nebelberg, einem kleinen Ort unweit der bayerischen Grenze bei Passau. Dort entwirft, konstruiert und produziert die Oberaigner Powertrain GmbH Spezialgetriebe, Achs-Baugruppen und Chassis-Einheiten für Geländewägen, Kleintransporter, Niederflurbusse und andere Spezial-Fahrzeuge, die sich in schwierigem Gelände bewähren müssen.

Vielfältige Dreh-, Fräs- und Komplettbearbeitungen auf heterogenem, modernstem Maschinenpark. Dieser umfasst bei Oberaigner ca. 20 Maschinen und Anlagen – u. a. von den Herstellern Okuma, WFL und Steinel. Alle Produktionsanlagen sind in das MDE/BDE-System eingebunden und über PROXIA Wlan-DNC miteinander vernetzt.

Georg Oberaigner
Junior-Geschäftsführer Oberaigner Powertrain GmbH.
„Die Kalkulation der Zeiten und der Stückkosten ist jetzt sehr genau. Daran hat PROXIA einen großen Anteil.“
Hohe Fertigungstiefe für die Zielgruppe Automotive
Bereits Anfang der 80-iger Jahre hatte das mittelständische Unternehmen beispielsweise Allradfahrzeuge und Differenzialsperren entwickelt. Sowohl sein Know-how als auch die Partnerschaft mit der Daimler AG und anderen Automobilherstellern baute Oberaigner im Lauf der letzten 30 Jahre kontinuierlich aus und konnte wegen seiner Kompetenz das 6 x 6-Allradgetriebe mit seinen fünf Differenzialsperren für den Geländewagen von Mercedes Benz entwickeln und herstellen.
Die gesamte Oberaigner-Gruppe beschäftigt derzeit ca. 250 Mitarbeiter – davon rund 100 am Standort Nebelberg – und legt auf eine hohe Fertigungstiefe sehr großen Wert, wie Georg Oberaigner, einer der beiden Junior-Geschäftsführer, betont: „Wir kaufen z. B. Guss- und Schmiedeteile zu – den überwiegenden Rest entwickeln, fertigen und montieren wir am Standort Nebelberg komplett selbst, bis zum fertigen Getriebe oder auch der kompletten Chassis-Einheit.“

Ziehen gemeinsam an einem Strang für mehr Transparenz und bessere Produktionskennzahlen: AV-Mitarbeiter Franz Raab, die beiden Junior-Geschäftsführer Paul und Georg Oberaigner sowie Christian Lisak, stellv. Geschäftsführer Proxia Österreich (im Bild v. r. n. l.).
Paul Oberaigner
Junior-Geschäftsführer Oberaigner Powertrain GmbH.
„Mit PROXIA MES können wir unsere Planung und die Arbeitsvorbereitung viel präziser durchführen und Kapazitäten besser nutzen.“
Produktionsprozesse effektiver steuern
Um bei der großen Produktvielfalt die Produktionsprozesse in seiner 3-Schicht-Serienfertigung zukünftig effektiver zu steuern, suchte Unternehmensgründer und Senior-Geschäftsführer Wilhelm Oberaigner daher ein System zur besseren Erfassung von Betriebsdaten, zum Vergleichen von Ist- und Soll-Zustand sowie eine Lösung zur Verwaltung und Bereitstellung von Fertigungsdaten inkl. der Vernetzung aller Maschinen und Anlagen. Dieses System sollte darüber hinaus u. a. auch sicherstellen, dass die Mitarbeiter ausschließlich die auftragsbezogenen Daten und NC-Programme erhalten. Eine essentielle wichtige erste Frage, die er damals in der Evaluation dem MES-Anbieter Proxia stellte, lautete: „Können Sie garantieren, dass der Mitarbeiter immer das richtige NC-Programm an der Maschine hat, denn es nützt nichts, wenn er ein Teil fertigen möchte, aber das passende NC-Programm fehlt?“
Außerdem war er daran interessiert, manuelle Rückmeldungen der Mitarbeiter an den Maschinen zu systematisieren und vor allem zu automatisieren. Neben einem Plus an Produktivität erhoffte sich der Geschäftsführer mehr Transparenz aufgrund gesicherter und fehlerfreier Daten.



Infos zum Anwender
Die Oberaigner Powertrain GmbH wurde Mitte der 70-iger Jahre als reiner Verkaufs- und Reparaturbetrieb für Mercedes-Fahrzeuge gegründet, doch schon wenige Jahre danach entwickelte es erste Hinterachs-Differenzialsperren und Allradgetriebe für Kleintransporter. Diese Kern-Kompetenz auf dem Gebiet der Gelände- und Allradfahrzeuge wurden danach kontinuierlich ausgebaut. Mittlerweile beschäftigt die Unternehmensgruppe ca. 250 Mitarbeiter an drei Standorten.
Einfachere Abläufe in Datenerfassung und QS-Management
Damit wollte er nicht nur einheitliche Standards und mehr Verlässlichkeit bei der Erfassung von Betriebs- und Maschinendaten, sondern auch seine Mitarbeiter von fachfremden Aufgaben entlasten. Wilhelm Oberaigner war vor allem daran gelegen, den Aufwand für manuelle Qualitätsmessung und Rückmeldungen zu minimieren. Bis zur Einführung des Systems nutzte sein Unternehmen Qualitätsregelkarten in Form einer Excel-Tabelle. Für jeden einzelnen Auftrag musste diese Liste ausgedruckt, aufwändig mit der Hand ausgefüllt und anschließend wieder in ein elektronisches Erfassungssystem eingetippt werden. Hier wünschte er sich vereinfachte, schnellere Abläufe. Dazu kam, dass die Listen kurz nach ihrer Erstellung häufig im Kellerarchiv landeten. Eine gezielte Auswertung oder ein Vergleich mit früheren Werten fand in der Regel nicht statt.
Oberstes Ziel war es, aktuelle Daten aus der Fertigung in automatisierter Form mit möglichst wenig manuellem Schreibaufwand zu erheben und aufzubereiten. Papierlisten sollten, wo sinnvoll, komplett aus der Fertigung verschwinden. Das ideale MES, wie er es sich vorstellte, sollte außerdem eine komplette Rückverfolgbarkeit für alle gefertigten Teile garantieren, denn in der Automobilindustrie ist das Thema Chargen-Rückverfolgung für sicherheitsrelevante Bauteile von äußerster Bedeutung. Darüber hinaus sollten Geschäftsführung und verantwortliche Mitarbeiter die Betriebs- und Maschinendaten über das Unternehmensnetz jederzeit abrufen können. Und schließlich stand die bereits erwähnte Übertragung von NC-Programmen an die CNC-Maschinen mit DNC-Vernetzung ebenfalls auf der Anforderungsliste für das neue MES.
Nach eingehender Prüfung verschiedener Anbieter vergab Wilhelm Oberaigner im Jahr 2009 den Auftrag für die Implementierung eines Systems zur Erfassung von Betriebsdaten an die Proxia Software AG, da die MES-Spezialisten als einer der wenigen Anbieter die komplette Lösung aus einer Hand bieten konnten.

Zentralisierte Automation: Der knapp 50 m lange Fastems Pallettenbahnhof bildet das Herzstück der modernen Produktion und versorgt vier BAZ mit aufgespannten Rohteilen.

Qualitätssicherung groß geschrieben: Die Messdaten-Erfassung und Dokumentation zur Chargenrückverfolgung erfolgt über das Proxia QS-Modul mit Regelkarten-System.
Nahtlose SAP-Kommunikation und DNC-Vernetzung
Dass die MES-Software über eine Schnittstelle zu SAP verfügte, spielte für die Entscheidung zu Gunsten von Proxia zusätzlich eine große Rolle, denn zum einen werden bei Oberaigner alle Kundenaufträge über SAP gehandelt, zum anderen werden die aktuellen Daten wie z. B. Arbeitspläne, im ERP-System erstellt und gepflegt. Außerdem – und damit war eine wichtige Anforderung erfüllt – stellt die NC-Programmverwaltung von Proxia sicher, dass die Maschine stets auf das aktuelle NC-Programm zurückgreift, weil die Programmhistorie laufend aktualisiert wird.
Bis Ende 2010 wurden alle 20 CNC-Maschinen mit dem MDE-System ausgerüstet. Zugleich nahm das Projektteam verschiedene Anpassungen vor und ermittelte mithilfe verschiedener Testläufe die optimale Konfiguration. Wo es nötig war, ergänzten die MES-Experten das aufgesetzte System um Details, welche die individuellen Anforderungen des Automobilzulieferers berücksichtigen. Mit der Vernetzung aller Maschinen im DNC-Netzwerk konnte die Komplett-Lösung dann in den Produktivbetrieb gehen.


Digitales Infozentrum für papierarme Fertigung: Der Proxia FactoryDIRECTOR versorgt die Werker auftragsbezogen mit allen relevanten Produkt-, Fertigungs- und Technologie-Informationen wie z. B. Stücklisten, Artikelstammdaten, 2D- und 3D-Zeichnugen, Aufspannskizzen oder NC-Programmen.
Verschiedenste Maschinen vernetzt
Oberaigner unterhält einen heterogenen Maschinenpark. Zu den CNC-Maschinen gehören u. a. Dreh- und Dreh-Fräszentren von Okuma und WFL sowie Verzahnungsmaschinen. Alle Maschinen sind an die automatisierte MDE-Maschinendatenerfassung angebunden. Trotz der gemischten Dateninformationen greift die Proxia-Software automatisch die Signale direkt an den Maschinen ab und verarbeitet sie im MDE-System. Daneben hat das Unternehmen auch diverse konventionelle Maschinen im Einsatz wie beispielsweise Sägen, Bohrmaschinen, Entgrater oder Prüfgeräte. Bei diesen Montage- und Handarbeitsplätzen geben die Bediener alle Daten manuell in die BDE-Software mit Hilfe von Industrie PCs ein.
Darüber hinaus nutzt der Getriebehersteller die Werkzeugverwaltung und Daten-Management-Lösung FactoryDIRECTOR ebenfalls von Proxia. Diese zentrale Informationsdatenbank sichert das gesamte Fertigungs-Know-how digital und stellt den Maschinenbedienern alle relevanten Fertigungsinformationen wie z. B. Stücklisten, Artikelstammdaten, 2D- und 3D-Zeichnugen, Aufspannskizzen oder NC-Programme dar. Als letztes implementierte Oberaigner das Proxia QS-Modul zur Qualitätssicherung. Seit nunmehr drei Jahren ist das MES-System nun im produktiven Betrieb, sodass Oberaigner bereits über handfeste Resultate verfügt – und die sehen im Vergleich zum vorherigen Zustand äußerst positiv aus.

Licht ins Dunkel: Wurden die Vorgabezeiten eingehalten? Wie steht es um die Produktivität? Wo treten warum Engpässe auf? Alle relevanten Fragen beantwortet Proxia MES dem AV-Mitarbeiter Franz Raab nun auf einen Blick, auf einen Klick und in Echtzeit mit übersichtlichen Diagrammen und Reports.
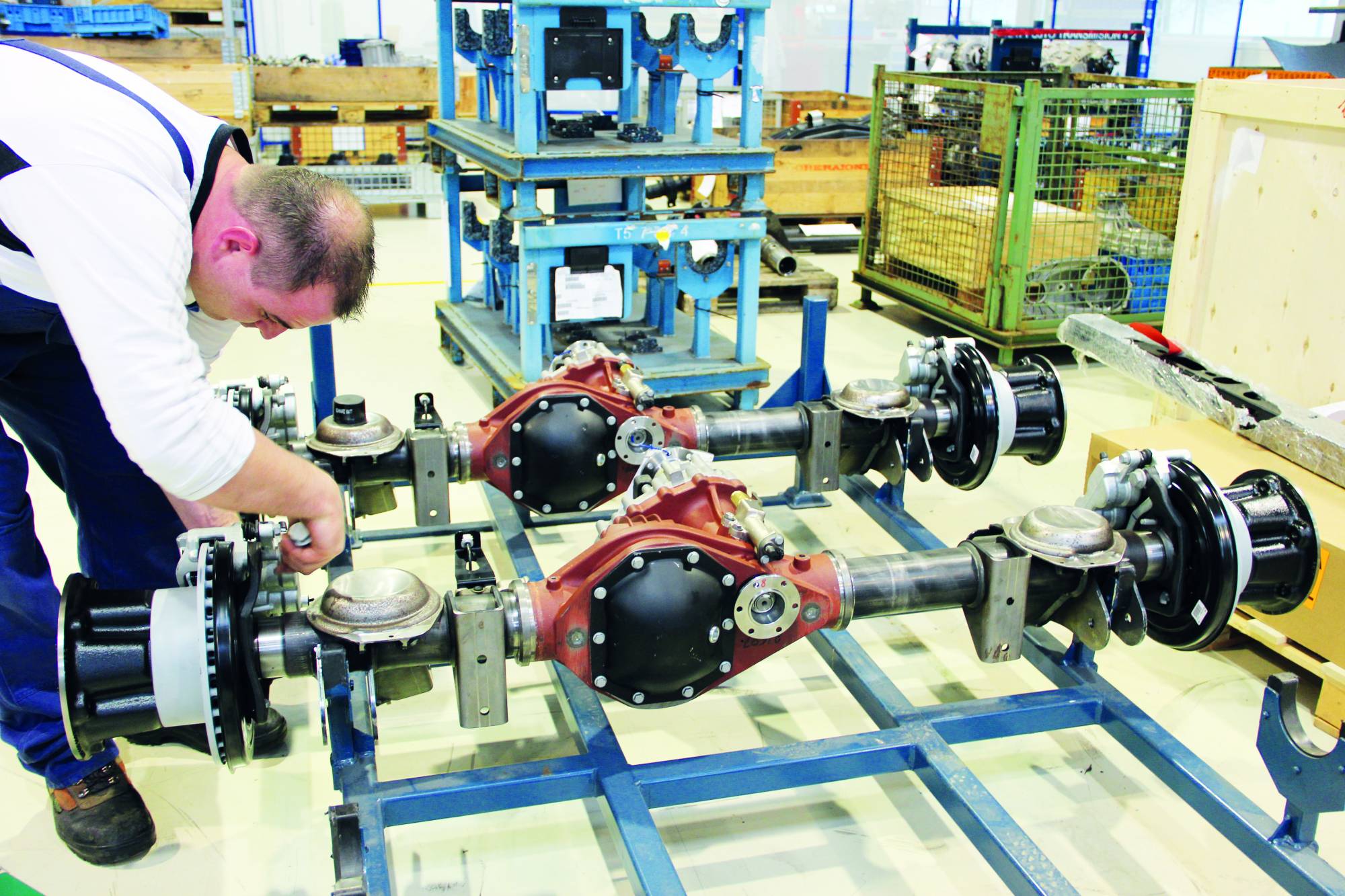
Allrad-Getriebe par Excellance: Mit über 30 Jahren Allrad-Know-how und modernster Produktion mit hoher Fertigungstiefe entstehen bei Oberaigner komplette Getriebe-, Achs- und Chassis-Einheiten für extrem geländegängige Fahrzeuge – u. a. auch für den neuen Mercedes Benz G63 AMG 6x6 mit drei Achsen und fünf Sperrdifferenzialen.
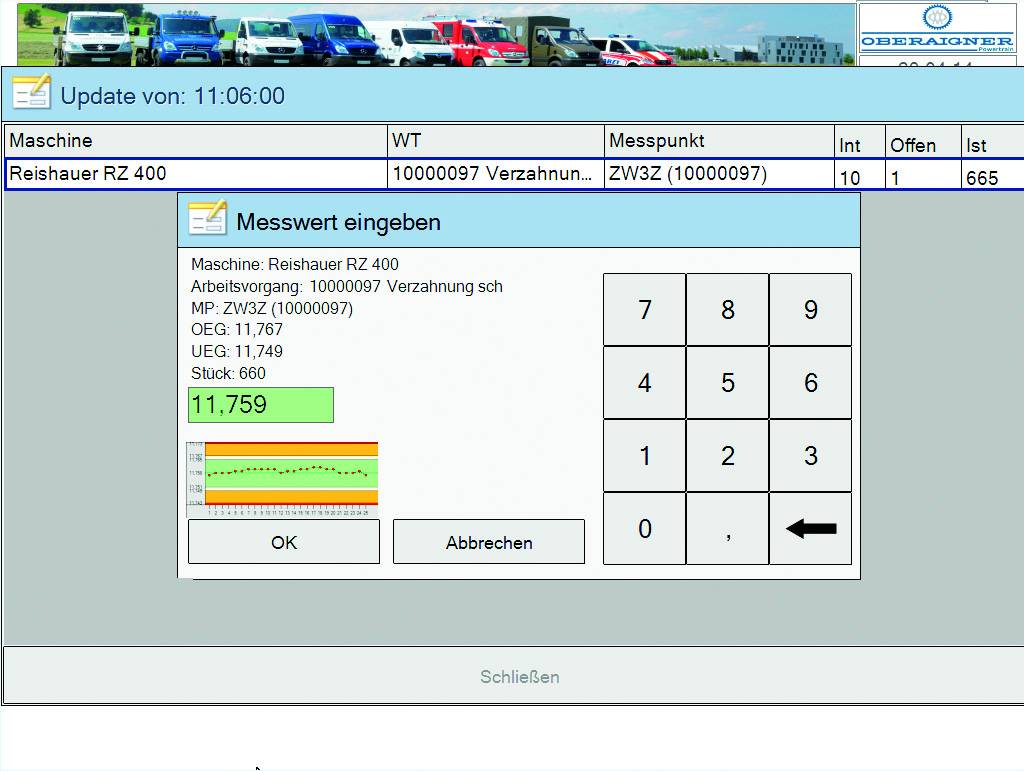
Messwert eingeben über das Proxia QS-Modul mit Regelkarten-System.
Licht ins Dunkel: mit wenig Aufwand zu transparenten Zahlen
Mithilfe der Proxia-Software sind nun sowohl die Personalzeiten als auch die Maschinenlaufzeiten auf die Sekunde genau in Echtzeit erfasst. „Früher wurden nur längere Stillstände mit hohem manuellem Aufwand festgehalten“, so der 2. Junior-Geschäftsführer Paul Oberaigner, „nun haben wir eine wesentlich bessere Datenquantität als auch -qualität.“
Auf übersichtlichen Reports zeigt die Software nicht nur den Bearbeitungsfortschritt der einzelnen Aufträge, sondern auch, welche Anlagen zur Verfügung stehen und welche mit Aufträgen belegt sind. „Jetzt haben wir Zahlen“, ergänzt AV-Mitarbeiter Franz Raab, „wir sehen online, ob eine Anlage ausgelastet ist und wann sie wieder frei ist. Unsere Planung und die Arbeitsvorbereitung können wir dadurch viel präziser durchführen und die vorhandenen Kapazitäten wesentlich besser nutzen.“
Da das System die Mitarbeiter von der manuellen Datenerfassung entlastet, sind Fehlerquellen ausgeschaltet, was die Genauigkeit ebenfalls erhöht. Ein weiterer Vorteil des Systems: Maschinenzeiten und Rüstzeiten lassen sich nun genau ermitteln. Die Geschäftsführung kann so ihre Kalkulation mit exakten Zahlen unterfüttern und ist nicht auf Schätzungen angewiesen. „Die Nachkalkulation der Zeiten und der Stückkosten ist jetzt sehr genau. Daran hat Proxia einen maßgeblichen Anteil. Als Automobilzulieferer stellen unsere Kunden hinsichtlich Liefertermintreue und Qualität höchste Ansprüche an uns. Und auch hier hat das MES-System unser Unternehmen einen großen Schritt nach vorne gebracht“, resümiert Georg Oberaigner.
Teilen: · · Zur Merkliste