Wettbewerbsvorteile durch stabile und effiziente Prozesse
Die Prozess- und Maschinenüberwachung wird vor dem Hintergrund zunehmender Automatisierung immer wichtiger. Das letztjährige praxisFORUM+ der Komet Group richtete sich daher an Anwender und Hersteller von Werkzeugmaschinen, Steuerungen und Automatisierungssystemen. Die Referenten stellten Einsatzgebiete moderner Prozessüberwachungssysteme vor und analysierten die aktuellen und zukünftigen Herausforderungen. Das Ergebnis: Stabile Zerspanungsprozesse bieten mehr Vorteile als nur mannarme Fertigung und längere Werkzeugstandzeiten. Wenn man das Verfahren optimal beherrscht, lassen sich sogar die konstruktiven Grenzen des Produkts erweitern.

Prozess- und Maschinenüberwachung leisten einen wichtigen Beitrag zu einer fehlerfreien Zerspanung und somit zur Wirtschaftlichkeit und Effizienz der Produktion.
Expertenwissen aus erster Hand
Das praxisFORUM+ knüpft an die erfolgreiche Tradition des IDEEN-FORUMs+ an und bietet Expertenwissen aus erster Hand. Mit der Veranstaltung hat die Komet Group in Zusammenarbeit mit ausgewählten Kooperationspartnern eine Reihe etabliert, bei der aktuelle Entwicklungen und praxisorientierte Tipps im Vordergrund stehen. Das praxisFORUM+ punktet mit einem fachlichen Profil und fokussiert sich voll und ganz auf praxisnahe Themen wie z. B. „Prozesssicherheit – Wettbewerbsvorteile durch stabile und effiziente Prozesse“.
www.daspraxisforum.de
Die MTU Aero Engines, einer der wenigen Zulieferanten in der Luftfahrtindustrie, die kritische Bauteile sowohl für Triebwerke von Rolls Royce, Pratt & Whitney, GE und anderen zerspanen, hat einen ganz besonderen Grund, in Prozessüberwachung zu investieren: Das Unternehmen möchte dadurch die konstruktiven Grenzen seiner Produkte erweitern. Dr. Martin Eckstein, bei MTU Aero Engines für die Prozessüberwachung verantwortlich, erläuterte diese Strategie vor kurzem auf dem von der Komet Group in Besigheim ausgerichteten praxisFORUM+. Denn wenn man leichtere Triebwerke herstellen will, müsse man die Grenzen erkunden. Dafür seien sogenannte Damage Tolerance Assessments erforderlich. „Wenn bestimmte Grenzwerte erreicht werden, muss man eine Risikoeinschätzung durchführen“, argumentiert Dr. Martin Eckstein. „Der Konstrukteur muss nachweisen, welche Sicherheit wir im Prozess einbauen, weil wir an der Grenze arbeiten. Prozessüberwachung ist dafür eine Lösung.”
Dr. Dražen Veselovac, der beim Werkzeugmaschinenlabor WZL in Aachen die Gruppe Produkt- und Prozessüberwachung leitet, sieht das Bedürfnis nach einem optimalen Verhältnis zwischen Produktivität, Standzeit und Kosten als wichtigste Triebfeder. „Die Industrie ist auf der Suche nach stabilen Prozessen, die produktiv sind. Wie weit können wir mit der Arbeit im Grenzbereich gehen?”
Seiner Meinung nach ist es dabei wesentlich zu wissen, was während der Zerspanung geschieht. Sein Credo: Zuerst den Prozess verstehen, anschließend die Prozessüberwachung etablieren und dann erst regeln. Nur in dieser und in keiner anderen Reihenfolge.

Mit dem ToolScope®-System von Komet Brinkhaus bleibt die Fertigungsqualität unter Kontrolle.

Dr. Martin Eckstein
MTU Aero Engines AG.
„Bei der Herstellung von Flugzeugtriebwerken sind eine extrem hohe Prozesssicherheit und deren Dokumentation notwendig. Dies muss auch nach Jahrzehnten für jedes einzelne Teilefeature überprüfbar sein.“
Werkzeug als ausschlaggebender Faktor
Die MTU zerspant im Werk in München u. a. Hochdruckverdichter für Flugzeugantriebe. Zu den Werkstoffen, die hier verwendet werden, gehören Titan und Nickelwerkstoffe wie Inconel 718. Eine Serie von fünf Stück ist schon groß. Die Kunden stellen hohe Anforderungen an die Integrität der Oberflächen und die Ränder der Bauteile. Der ausschlaggebende Faktor ist laut Eckstein der Verschleiß des Werkzeugs: „Dies ist die größte Veränderung, die während des Prozesses auftritt.”
In der Flugzeugindustrie hat man häufig mit Schmiedeteilen zu tun, die nicht immer identische Eigenschaften haben. Dadurch können zwei auf den ersten Blick identische Schmiedeteile einen Unterschied im Verschleiß von bis zu 30 Prozent aufweisen. Bei derartig großen Materialschwankungen würde ein Überwachungssystem, das zum Beispiel das Drehmoment der Spindel nur statisch misst, zu viele falsche Signale geben.


Dr. Dražen Veselovac
WZL RWTH Aachen.
„Prozesse müssen stabil am Limit betrieben werden.“
Eingebettetes System
Dr. Martin Eckstein hat deshalb in Zusammenarbeit mit einem Forschungsteam des Werkzeugmaschinenlabors (WZL) in Aachen einen Algorithmus entwickelt, der die Schwankungen in den Materialeigenschaften in der Signalverarbeitung ausgleicht. Mehrere Maschinen sind jetzt mit einem Embedded-PC ausgestattet, der diesen Algorithmus enthält. Die Signale werden direkt aus der Maschinensteuerung Siemens 840D sl gelesen, da Eckstein keine zusätzlichen Sensoren oder andere Geräte in die Maschinen einbauen will.
Aufgrund der Prozesssignale können jetzt Aussagen über den Werkzeugverschleiß gemacht werden, so dass näher an die kritische Grenze bearbeitet werden kann – mit der Sicherheit, dass die Bearbeitung fehlerfrei ist. „Die MTU hat hierdurch in der Luftfahrtindustrie die höchsten Credits der FAA. Es verschafft uns einen Wettbewerbsvorteil”, erklärt Eckstein zufrieden. Zurzeit arbeitet er mit seinem Team an der Implementierung dieser eingebetteten Systeme in die fünfachsigen Bearbeitungszentren in der neuen, extra für die Bearbeitung von Blisks gebauten Fertigungshalle.
Auch in Dreh-Fräszentren will er das System einsetzen. Einer der Zulieferer von MTU Aero Engines verwendet das System ebenfalls. Martin Eckstein: „Ohne zusätzliche Sensoren haben wir mehr Sicherheit in unseren Prozess eingebaut. Mit dieser Überwachung wollen wir tatsächlich die Grenzen des Werkzeugverschleißes erkunden.” Aber nicht überschreiten – diese Sicherheit bietet diese Form der Prozessüberwachung.
Selbstlernende Grenzen der 6-Sigma-Prozesskontrolle.

Dr. Jan Brinkhaus
Komet Brinkhaus GmbH.
„Der Einsatz von künstlicher Intelligenz verändert unser Leben immer mehr. Die Übertragung dieser Techniken in Prozessüberwachungssysteme für Werkzeugmaschinen ist ein folgerichtiger Schritt.“
Prozessüberwachung vom Zerspanungsspezialisten
Die Komet Brinkhaus GmbH, eine Tochter des Werkzeugherstellers Komet Group, entwickelt Systeme zur Überwachung zerspanender Prozesse auf der Grundlage von Daten, die schon in der Maschinensteuerung verfügbar sind. Dazu zählen die Drehmomente der Werkzeuge, die Leistungsaufnahme der Spindel, die Geschwindigkeit der Maschinenachsen und die Werkzeug- und Werkstücknummern. Das alles sind Daten, die sich auslesen und analysieren lassen und so für die Prozessüberwachung verwendet werden können. „Ohne Sensoren“, betont Dr. Jan Brinkhaus, Geschäftsführer der Komet Brinkhaus GmbH. Geringe Fehlerquoten, teure Werkzeuge, kurze Zykluszeiten und der Ruf nach einer konstanten Fertigungsqualität sind nach seiner Meinung die Gründe, aus denen sich immer mehr zerspanende Unternehmen auf der Suche nach einer Form der Prozessüberwachung machen.
Das Hauptprodukt von Komet Brinkhaus heißt ToolScope. Es dient sowohl für die Prozessüberwachung als auch für die adaptive Prozesssteuerung. Das besondere an diesem System ist das selbstlernende Verhalten auf Basis statistischer Analysen – z. B. mittels 6-Sigma-Strategie. Es wurde für schnelle Prozesse entwickelt, da die Überwachung und Adaption in Echtzeit erfolgen. ToolScope verwendet eine eigene Hardware, die in den Schaltschrank eingebaut wird. Ein weiteres Highlight ist die ununterbrochene Speicherung der Sensordaten über mehrere Tage. Obwohl das System die in der Maschine vorhandenen Daten erfasst, können darüber hinaus externe Sensoren wie Körperschall- oder Beschleunigungssensoren angeschlossen werden. Dr. Jan Brinkhaus beobachtet einen Trend zur immer tieferen Integration der Prozessüberwachung in die Steuerung der Maschine: „Je mehr man weiß, umso besser kann man reagieren.”
Die Herausforderung dabei ist seiner Meinung nach, die Software für den Bediener zugänglich zu halten: „Man kann zwar bis auf akademisches Niveau gehen, aber der Bediener an der Maschine muss es verstehen.” Es bleibt nämlich wesentlich, dass der CNC-Bediener die Bedeutung eines Signals versteht. Wenn man dies nicht berücksichtigt, wird das System schon bald nicht mehr benutzt. Darüber hinaus ist es wichtig, dass die Systeme prinzipiell an Kundenwünsche angepasst werden können. Das ist mit dem ToolScope recht einfach machbar. Daher wurden auch in Zusammenarbeit mit der MTU die von Martin Eckstein getesteten Algorithmen auf dem ToolScope erfolgreich implementiert.

Integration in die Werkzeugmaschine.
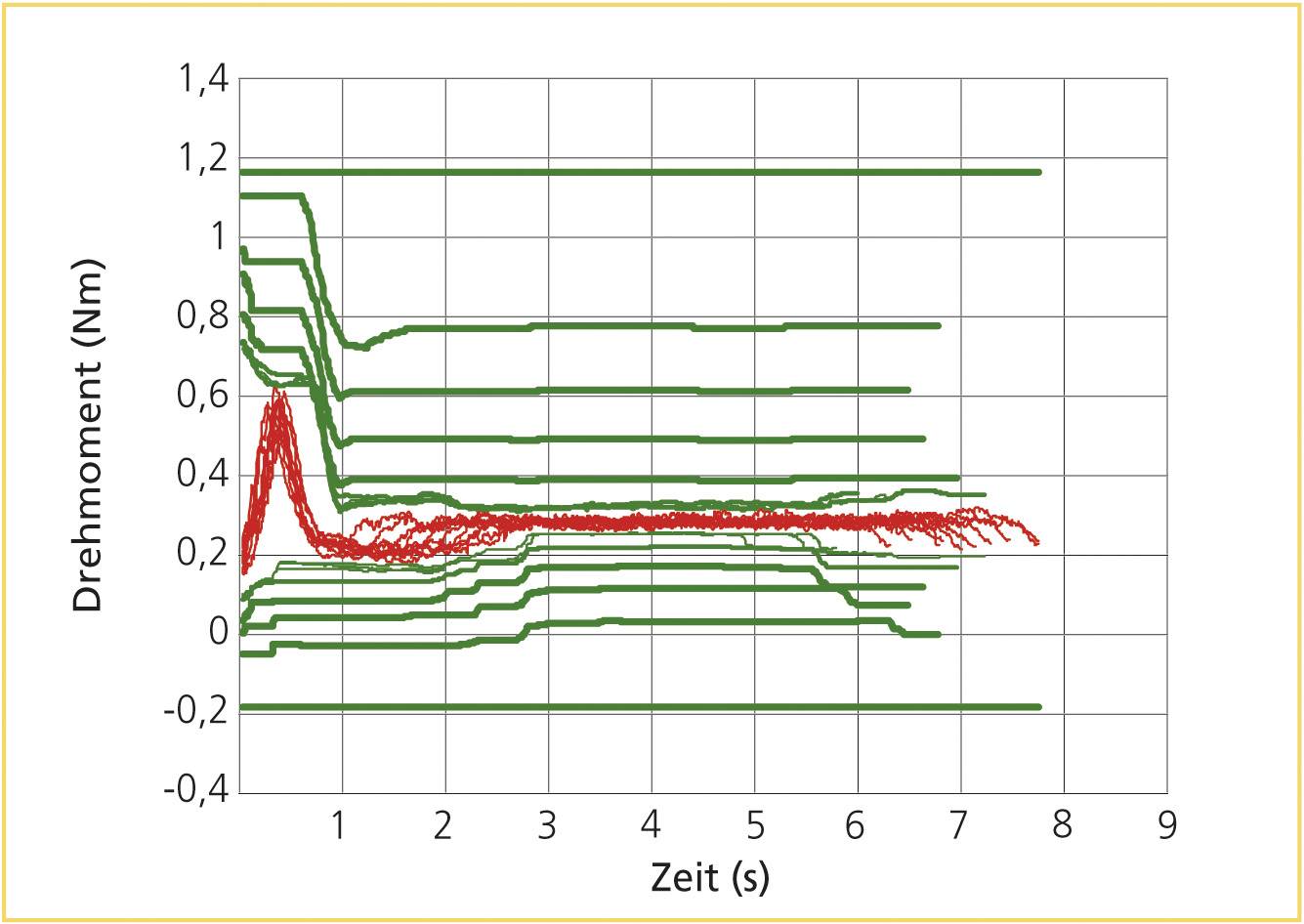
Dynamische Brucherkennung
Eine der Überwachungsaufgaben, welche die Software von Kimet Brinkhaus übernimmt, ist die Erkennung von Werkzeugbruch. Dies erfolgt dynamisch mit dem Dynamic Monitoring Modul. Aus der Wechselwirkung von Material und Werkzeug berechnet das System die Ober- und Untergrenze. Bei einem Materialwechsel führt das System in den ersten Sekunden der neuen Bearbeitung eine Kalibrierung durch. Wenn Material einer anderen Charge mit der Maschine bearbeitet wird, werden die Grenzen dynamisch angepasst. Sobald das gemessene Drehmoment eine der Grenzen überschreitet, weiß das System, dass das Werkzeug gebrochen ist. Das Drehmoment ist auch der Parameter, der vom Adaptive Control Modul verwendet wird. Dieses Modul sorgt u. a. für Prozessbeschleunigung beim Erkennen von Luftschnitten. Mit diesem Modul und einem externen Schwingungssensor kann auch auf Ratterschwingungen adäquat reagiert werden.
Mehr als Werkzeugbrucherkennung
Richtig angewendet leistet eine Prozessüberwachung aber deutlich mehr als nur die Erkennung von Werkzeugbruch. Hinzu kommen die richtige Standzeitausnutzung von Werkzeugen, das Vermeiden des Aufschwingens der Maschine, die Zustandsüberwachung von Maschinenteilen und seit neuestem sogar ein Modul für das Energiemonitoring.
ToolScope ist vergleichbar mit einem Sportauto mit unterschiedlichen Tuning-Kits, deren komplettes Potenzial erst ein guter Fahrer ausschöpfen kann. Um das zu gewährleisten, bietet die Komet Group Intensivschulungen für diese Thema an. Alternativ kann die optimale Prozesseinstellung auch als Dienstleistung angeboten werden. (Quelle: Made-in-Europe.nu / Autor: Franc Coenen)
Teilen: · · Zur Merkliste