Gressel grepos: Standard-Werkstückspanntechnik löst Sonderaufgaben
Fokker Fokker Aerostructures B.V. ist ein Spezialist für die Planung, Entwicklung und Produktion von intelligenten Leichtflugzeugkonstruktionen, elektrischen Systemen, Fahrwerkstechnik und Dienstleistungen für die Luft- und Raumfahrt. Zur effizient-qualitativen Hochgeschwindigkeitszerspanung setzt die Niederländer auf selbstentwickelte Technologien und flexible Werkstückspanntechnik des Schweizer Spezialisten Gressel.

Arbeitsraum (stationärer Tisch) eines Portal-/Ganty-Bearbeitungszentrums für die Komplettzerspanung an großen Integralbauteilen: Die Maschinenschraubstöcke von Gressel vom Typ gripos sind auf Konsolen aufgebaut und exakt nach Programmvorgabe positioniert. Durch die feste Position minimieren sich die Rüstzeiten beim Werkstückwechsel.
Fokker steht für die Entwicklung und Integration spezieller Verfahren und Innovationen wie Glare (Glasfaser verstärktes Aluminium) und thermoplastische Verbundwerkstoffe sowie Wiring Design und Fertigungs-Tools. Das Dienstleistungsspektrum reicht von Product Support Services über Verfahrens-Zertifizierungen und bis hin zu Conversion-Programmen für den allgemeinen Flugzeugbau. Alle Geschäftseinheiten (Fokker Aerostructures, Fokker Elmo, Fokker Fahrwerke und Fokker Services) sind konsequent auf ihre Spezialgebiete hin ausgerichtet. Mehr als 75 Flugzeug-Typen aus dem Zivil- und Militärbereich setzen auf von Fokker gefertigte Komponenten und Systeme, oder sie wurden mit Unterstützung von Know-how und Kompetenz realisiert.
Die Ursprünge gehen auf den Anfang der 1900er-Jahre zurück, als der Luftfahrtpionier Anthony Fokker mit dem Eigenbau „Fokker-Spider“ in die Lüfte stieg. Mit der Kommerzialisierung des Flugbetriebs startete Fokker eine Erfolgsgeschichte, die bis in die späten 90er-Jahre anhielt. Danach kam es zum Wandel vom Flugzeughersteller zum Tier1-Lieferanten.
Die hohe Innovationskraft und Leistungsfähigkeit der heutigen Fokker Technologies spiegelt sich vor allem darin wider, dass rund um den Erdball weit über 14.000 Fluggeräte, ausgerüstet mit Komponenten und Teilsystemen, unterwegs sind. Fokker beschäftigt weltweit 4.688 Mitarbeiter. Allein im Bereich Fokker Aerostructures B.V. arbeiten in fünf Werken gut 2.000 Menschen. Die beiden Standorte in Niederlande stehen für „Centers of Excellence“ in mehreren Disziplinen, wobei sich Hoogeveen auf Machining, Composites, Surface Treatment sowie Assembly konzentriert. Dem Part Machining kommt eine besondere Bedeutung zu, denn hier findet die zentrale Fertigung von Integralbauteilen aus Aluminium und Titan statt, wofür neben 110 Fachkräften auch entsprechend leistungsfähiges Equipment zur Verfügung steht.
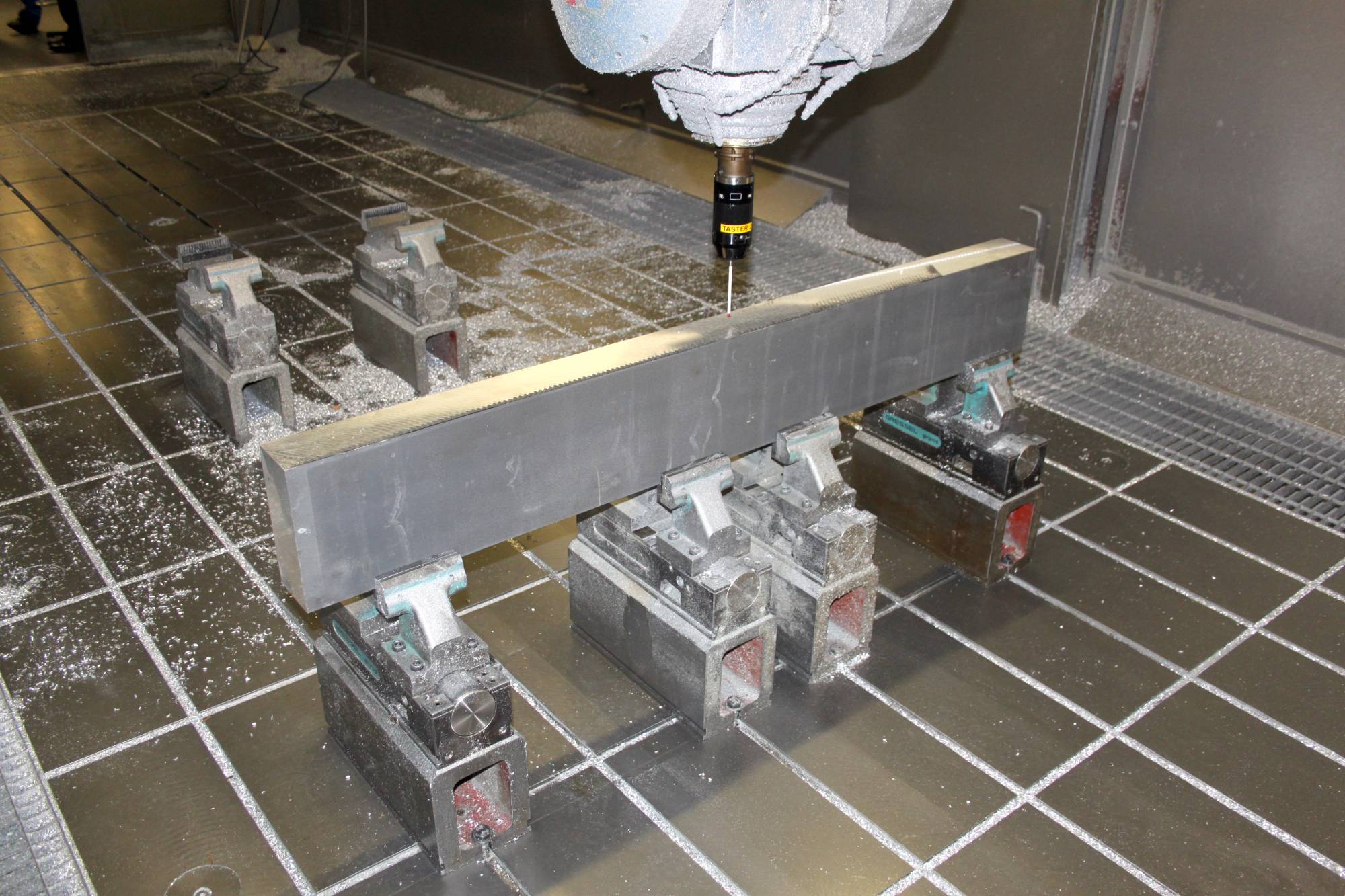
Dieses Bild zeigt die Spannsituation bei einem zu bearbeitenden Integralbauteil, das in stehender Spannlage in einer Aufspannung an bis zu fünf Seiten komplett bearbeitet werden kann. Zu sehen ist hier auch die knappe (nur 10 mm) Spanntiefe, die durch Sonder-Gripbacken realisiert werden konnte.
HSC-Zerspanung an komplexen Integralbauteilen
„Wir konzentrieren uns hier auf die Bearbeitung von Know-how-Bauteilen aus dem Vollen, die Abmessungen zwischen 500 und 11.000 mm aufweisen. Etwa 75 % der Bauteile werden von Zulieferern gefertigt, wogegen wir komplexe Großbauteile sowie auch 5-achsige Werkstücke alle selbst herstellen. Die Fertigung haben wir in eine HSC-Halle für die Hochgeschwindigkeitszerspanung auf großen Portal- und Palettenwechsel-Maschinen, eine Speed-Shop-Halle für die hochflexible Bearbeitung von 4- und 5-Achsen-Werkstücken, und in eine Sonder-Halle mit Großmaschinen sowie mit Hochpräzisions-Bohrfräsmaschinen für spezielle Bearbeitungen unterteilt. Wir zerspanen zu 60 % Aluminium (aus Blöcken und Platten), zu 35 % Titan (Vollmaterial und Schmiedeteile) und 5 % aus Stahlwerkstoffen (Vollmaterial). Im Normalfall bearbeiten wir Kleinserien mit drei bis fünf Stück, wobei diese je nach Bauteil, Größe und Zerspanungsgrad Laufzeiten zwischen 30 Minuten und 40 Stunden haben. Um die großen und teuren Maschinen im Dreischichtbetrieb maximal nutzen zu können, sind wir auf eine sehr zuverlässige sowie prozesssichere und flexibel nutzbare Werkstückspannung angewiesen, weshalb wir hier nur mit ausgewiesenen Spezialisten arbeiten, denen wir so manches Mal knifflige Aufgaben stellen“, erklärt Emiel Kunkeler, Manager Production Machining & Surface Treatment bei Fokker zu den Anforderungen bei der Qualitäts-Bearbeitung besagter Integralbauteile.
So geschehen, als es um die Optimierung der HSC-Bearbeitung dünnwandiger Bauteile ging. Dafür waren mehrere Bearbeitungsgänge, die wiederum mehrere Aufspannungen mit sich brachten und deshalb auch Genauigkeits-Beeinträchtigungen zur Folge hatten, notwendig.
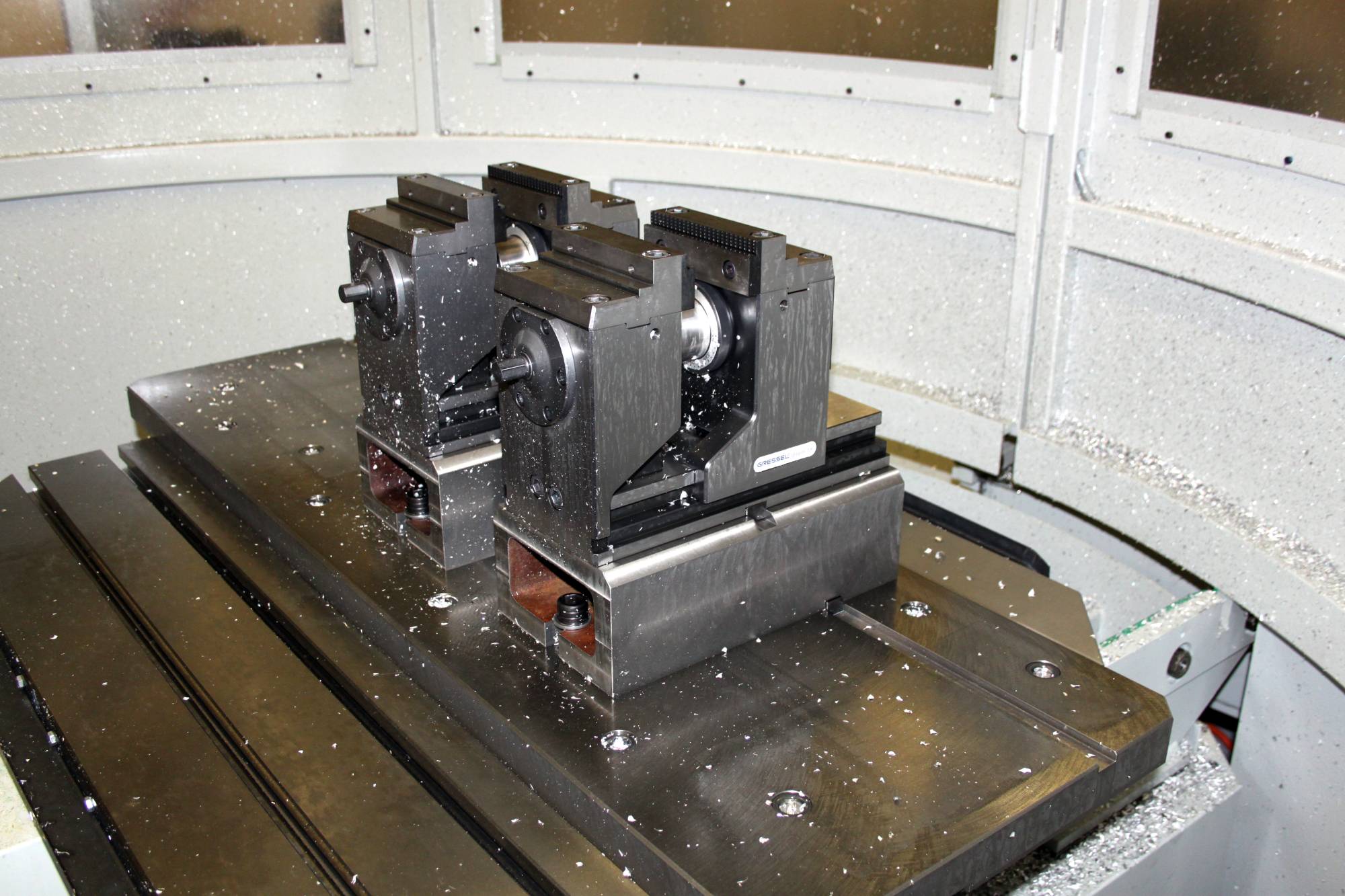
Auf diesem Bild sind zwei nebeneinander auf einer Wechselpalette aufgespannte 5-Achsen-Kraft-Spanner grepos-5X zu sehen – ausgerüstet mit Sonder-Gripbacken zur Aufnahme von Werkstücken, die nur 10 mm tief gespannt werden.
Dünnwandige Teile prozesssicher fräsen
Aus diesem Grund machten sich Rob Salomons, Manufactoring Process Engineer und Emiel Kunkeler zusammen mit den Kollegen an eine neue Technologie, um dünnwandige Bauteile in nunmehr einer Aufspannung komplett bearbeiten zu können. Fehlte nur noch geeignetes Equipment zum Spannen der Werkstücke, was sich für manchen potenziellen Spanntechnik-Lieferanten dann doch als „so nicht machbar“ darstellte, „weil das eigentlich gar nicht geht“.
Damit wollten sich die Technologie-Spezialisten aber nicht zufriedengeben und zogen mit Tom Pelk, Technische Beratung und Vertrieb beim holländischen Gressel-Vertriebspartner Oude Reimer B. V., einen Spanntechnik-Profi zu Rate. Es folgten mehrere Abklärungen und die Anpassung der ausgewählten Standard-Spannsysteme vom Schweizer Spezialisten Gressel AG, nämlich des Maschinenschraubstocks vom Typ gripos durch Einbau von Sonderbacken, und des 5-Achsen-Kraft-Spanners grepos-5X, der für die optimale Anstellung der Werkzeuge bei der 5-Achsen-Komplett-/Simultan-Bearbeitung in einer Aufspannung ausgelegt ist.
„Das Aufstellen und sichere Fixieren zur Rundum-Bearbeitung der Werkstücke in einer Aufspannung verlangte gegenüber der vorherigen Bearbeitungsstrategie mit den Einzelschritten Hinlegen, Spannen, Abspannen, Umdrehen, Umspannen nicht nur ein Umdenken, sondern wegen besonderer Umstände auch nach Hochleistungs-Spanntechnik mit mechanischem Antrieb. Außerdem mussten die Spanneinheiten für die Zugänglichkeit des 5-Achsen-Schwenk-/Winkelkopfs bei den Großmaschinen höher gesetzt werden, und zwar ohne dass sich daraus Vibrationen und Schwingungen ergeben“, so Tom Pelk zu den Besonderheiten bei der Anwendung der neuen Technologie von Fokker-Machining.
Zum Einsatz kamen schließlich Maschinenschraubstöcke gripos mit Sonderbacken, in denen die Bauteile lediglich 10 mm tief eingespannt, auf Grund der Spannung auf Zug sowie der mechanischen Kraftverstärkung auch weit auskragende Werkstücke jedoch prozesssicher fixiert sind. Die Schraubstöcke wurden auf Konsolen montiert, wodurch sich die gewünschte Spindelfreiheit zur Rundum-Bearbeitung ergibt. Für die 5-Achsen-Komplettbearbeitung auf den CNC-BAZ`s mit Palettenwechsler orderte Fokker zudem die 5-Achsen-Kraftspanner grepos-5X, die ebenfalls mit den 10 mm kurzspannenden Sonderbacken ausgerüstet wurden.
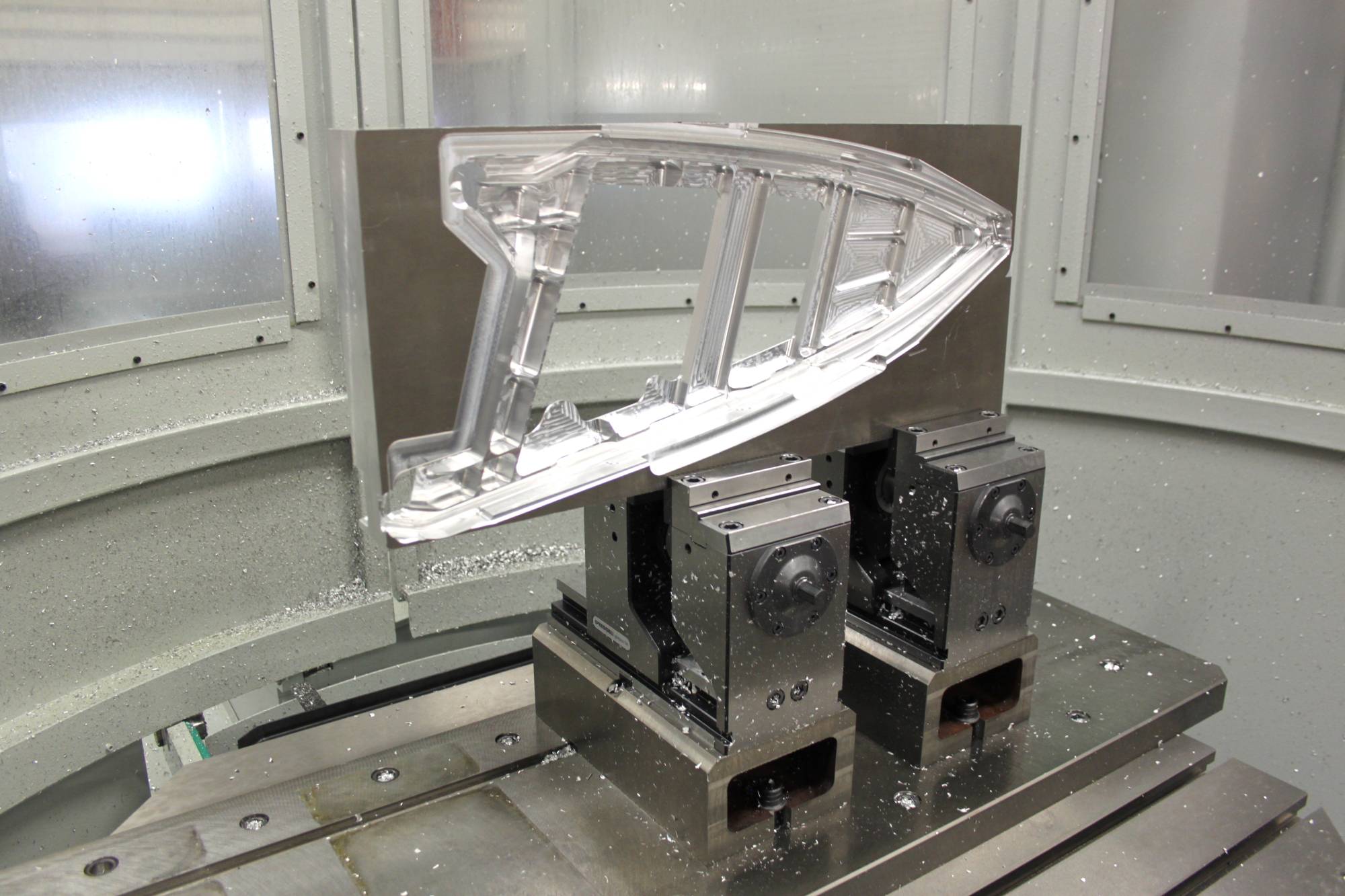
Hier ist die Spannsituation eines dünnwandigen Integralbauteils zu sehen, das aus dem vollen Aluminium gefräst wurde. Der kompakte Aufbau der 5-Achsen-Kraft-Spanner grepos-5X sowie die Montage auf Konsolen gestatten eine sehr gute Spindel-Zugänglichkeit, sodass auch dank nur 10 mm tiefer Einspanntiefe bis an die Spannbacken heran bearbeitet werden kann.

Im Bild v. l. n. r.: Tom Pelk, Technische Beratung und Vertrieb beim Gressel-Vertriebspartner Oude Reimer B.V., Rob Salomons Manufactoring Process Engineer, Emiel Kunkeler, Manager Production Machining & Surface Treatment, beide von der Business Unit Machining Fokker Aerostructures B. V. in Hoogeveen, und Reiner Hartmann, Vertriebstechniker Deutschland Nord/NL bei Gressel AG, mit einem Flugzeug-Integral-Bauteil aus Aluminium, das gegenüber dem Rohteilgewicht einen Zerspanungsgrad von über 90 % aufweist.
Standard-Spanntechnik mit kleinen Anpassungen
„Wir konnten hier Standardspanner einsetzen und mussten lediglich die Backen anpassen und Konsolen und Leisten anfertigen. Damit blieben die Vorteile der mechanischen Spannsysteme wie minimalste Aufbiegung, hohe Stabilität, volle Kapselung des Antriebs, hohe mechanische Genauigkeit, optimale Kraftübertragung, einfache und schnelle Reinigung sowie einfache Komplettinstallation auf dem Maschinentisch voll erhalten. Zudem eignen sich die Spanner für den hier praktizierten MMS-Einsatz, neigen trotzdem nicht zur Verschmutzung, und sind durch die erwähnte Vollkapselung unempfindlich gegen alle denkbaren Bearbeitungsrückstände“, weiß Reiner Hartmann, Vertriebstechniker bei der Gressel AG.
Nach einer kurzen und offenbar sehr erfolgreichen Test- und Erprobungsphase sind auf den drei Portal- und Gantrymaschinen für die Großteilebearbeitung heute insgesamt 48 (jeweils 16 pro Maschine) Standard-Maschinenschraubstöcke vom Typ gripos aufgebaut. Des Weiteren sind auf den 5-Achsen-Bearbeitungszentren mit Palettenwechslern 16 Stück 5-Achsen-Kraft-Spanner vom Typ grepos-5X installiert, und zur optimalen Zugänglichkeit bzw. Anstellung für die 5-Seiten-Komplettbearbeitung ebenfalls auf Konsolen aufgebaut. Die Spanneinheiten verbleiben auf den Maschinentischen und erleichtern somit die (Wiederhol-)Werkstück-Positionierung, die per Arbeitsprogramm vorgegeben ist.
Die Werkstückspannungen mittels Gressel-Komplettlösungen bezeichnet Rob Salomons als optimal, weil sowohl sehr stabil als auch reproduzierbar positionsgenau sowie prozesssicher. Zum Abschluss meint er: „Die Zusammenarbeit mit allen am Projekt Beteiligten war und ist sehr gut, zumal alle unsere Wünsche berücksichtigt wurden und wir jetzt in der Lage sind, unsere neue Zerspanungs-Technologie ohne Einschränkungen einsetzen zu können. Darüber hinaus wäre noch zu erwähnen, dass wir mit Hilfe der Sonder-Gripbacken, die Gressel für uns entwickelt hat, die Spanntiefe von ehemals 40 mm zunächst auf 20 und bis heute auf nur noch 10 mm reduzieren konnten. Damit sparen wir zum einen erheblich an Material, weil die Blöcke und Platten entsprechend geringere Aufmaße benötigen – zum anderen reduziert sich dadurch das Materialgewicht, wodurch wir nochmals Kosten sparen. Und wir haben natürlich auch kürzere Zerspanzeiten, womit sich die Durchlaufzeiten verringern. Nicht zuletzt konnten wir mit Hilfe der Gressel-Werkstückspanner beweisen, dass unsere Zerspanungstechnologie selbst bei hohen Auskragungen sehr wohl bestens funktioniert, wenn auch andere meinten, dass es so eigentlich gar nicht geht!“
Teilen: · · Zur Merkliste