anwenderreportage
Hainbuch-Spannmittel bei Pankl im Dauereinsatz: Mando Adapt und centroteX-Schnellwechselsystem
Bei Pankl überlässt man nichts dem Zufall und setzt bei der Herstellung von Hightech-Komponenten für die Rennsport-, Luxusautomobil- und Luftfahrtindustrie auf die besten und optimal aufeinander abgestimmten Fertigungsmittel. So auch bei den Produktionslinien für Motorradgetriebe, die seit 2017 in Kapfenberg in großer Stückzahl hergestellt werden. Das Spannmittelkonzept kommt dabei sowohl beim Drehen als auch Verzahnen von Hainbuch zum Tragen – und das aus gutem Grund.
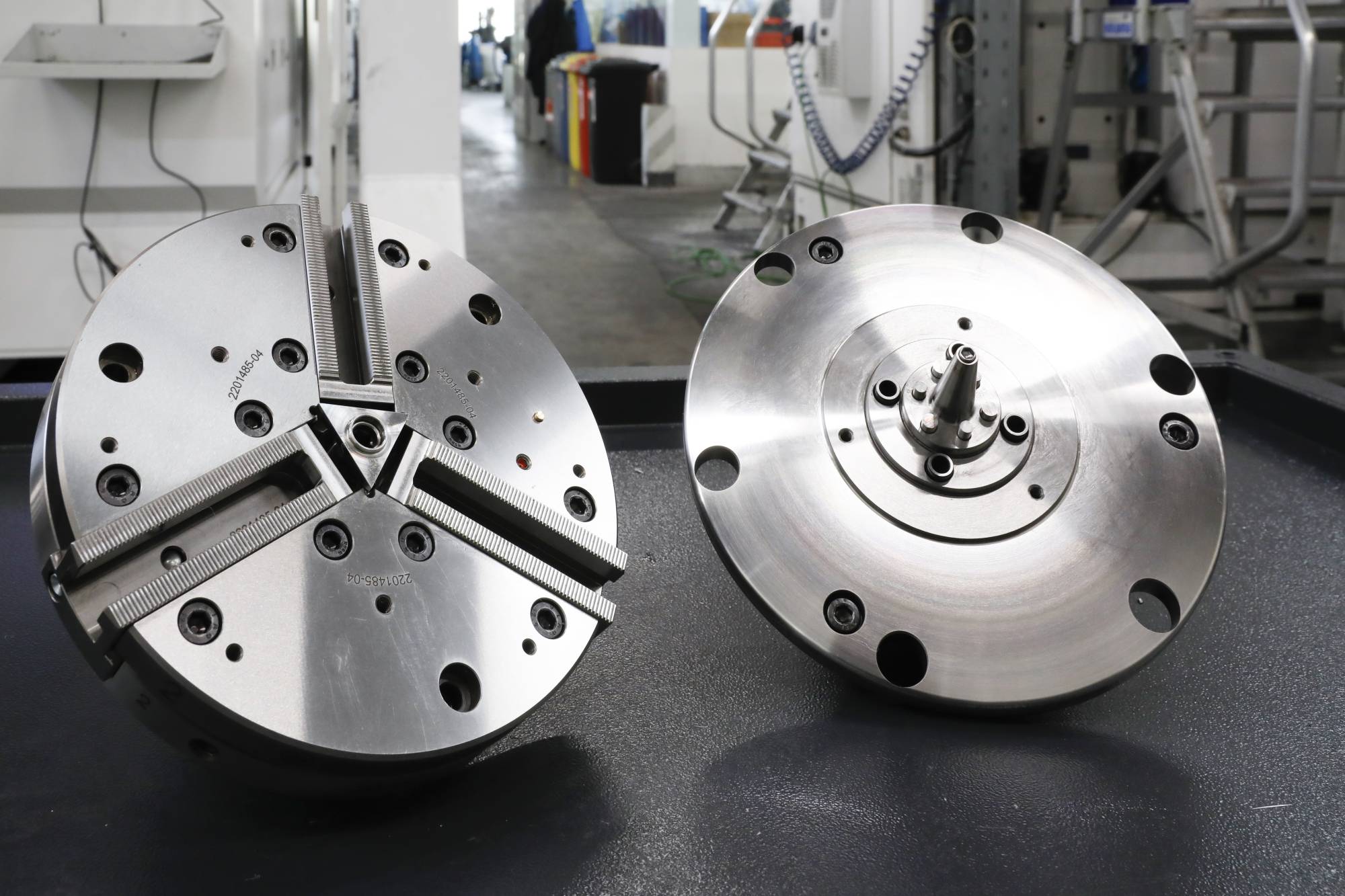
Bei Pankl setzt man sowohl bei der Innen- als auch Außenspannung auf die hohe Flexibilität von Hainbuch: Links zu sehen ist das Backenmodul 215 RD 100 (Außenspannung) sowie der Mando Adapt Spanndorn T212 RD Größe 0 RD100 (Innenspannung).
Shortcut
Aufgabenstellung: Spannmittelkonzept für die Serienfertigung von Getriebekomponenten für Motorräder.
Lösung: Unterschiedliche Spannköpfe, Spannbüchsen und Backenmodule sowie das Spanndorn Mando Adapt und centroteX-Schnellwechselsystem von Hainbuch.
Nutzen: Ausgezeichnete Wiederholgenauigkeiten; schnelles Umrüsten und Spannen; hohe Präzision beim Verzahnen; Langlebigkeit; verlässlicher After-Sales-Service.
Die Pankl Racing Systems AG mit Sitz in Kapfenberg entwickelt, erzeugt, wartet und vertreibt mechanische Systeme im Hochtechnologiebereich. Die Unternehmensstruktur unterteilt sich dabei in drei Bereiche: Racing, Aerospace und High Performance.
Bereits 1985 wurden die ersten Pleuel für den Motorsport in der Steiermark produziert. Heute ist Pankl als Marktführer auf die Produktion einer Vielzahl an Komponenten für Motoren- und Antriebssysteme im Rennbereich spezialisiert. Das Know-how im Luftfahrtbereich geht bis ins Jahr 1994 zurück, als die erste Heckrotorantriebswelle produziert wurde.

Hartbearbeitung mit Außenspannung: Im Einsatz bei Pankl ist ein centroteX-Schnellwechselsystem mit Spannfutter SPANNTOP nova Kombi Axzug Größe 100 von Hainbuch.

Christoph Eppich
Prozesstechnologie Verzahnen und Schleifen bei der Pankl High Performance Systems
„Die Qualität eines Bauteils resultiert aus sehr vielen Themen. Das Spannmittelkonzept von Hainbuch sorgt insbesondere für eine reproduzierbare Genauigkeit und kurze Rüstzeiten.“
Streben nach Höchstleistung
Im Bereich High Performance entwickelt Pankl Produkte aus den Bereichen Motor bzw. Turbosysteme, Antrieb und Getriebe, Schmiedebauteile, Industrieanwendungen sowie Kühlsysteme. „Für uns ist das Streben nach Höchstleistung, Präzision und Effizienz gelebter Alltag“, betont Christoph Eppich, Prozesstechnologie Verzahnen und Schleifen bei der Pankl High Performance Systems.
Auch die komplette Fertigungskette bei Pankl folgt dem Prinzip „Höchstleistung“: Modernste Fertigungssysteme sichern die Qualität jedes einzelnen Produkts, ob für Großserien, Kleinserien oder Sondermodelle. „Eine 100%ige Rückverfolgbarkeit sämtlicher Qualitätsdaten – vom Fertigteil bis zurück zur Urschmelze der Legierung – steigert die Prozesssicherheit und ermöglicht zielgerichtete Maßnahmen zur Optimierung jedes Bauteils“, verdeutlicht Eppich die hohen Ansprüche der Steirer.

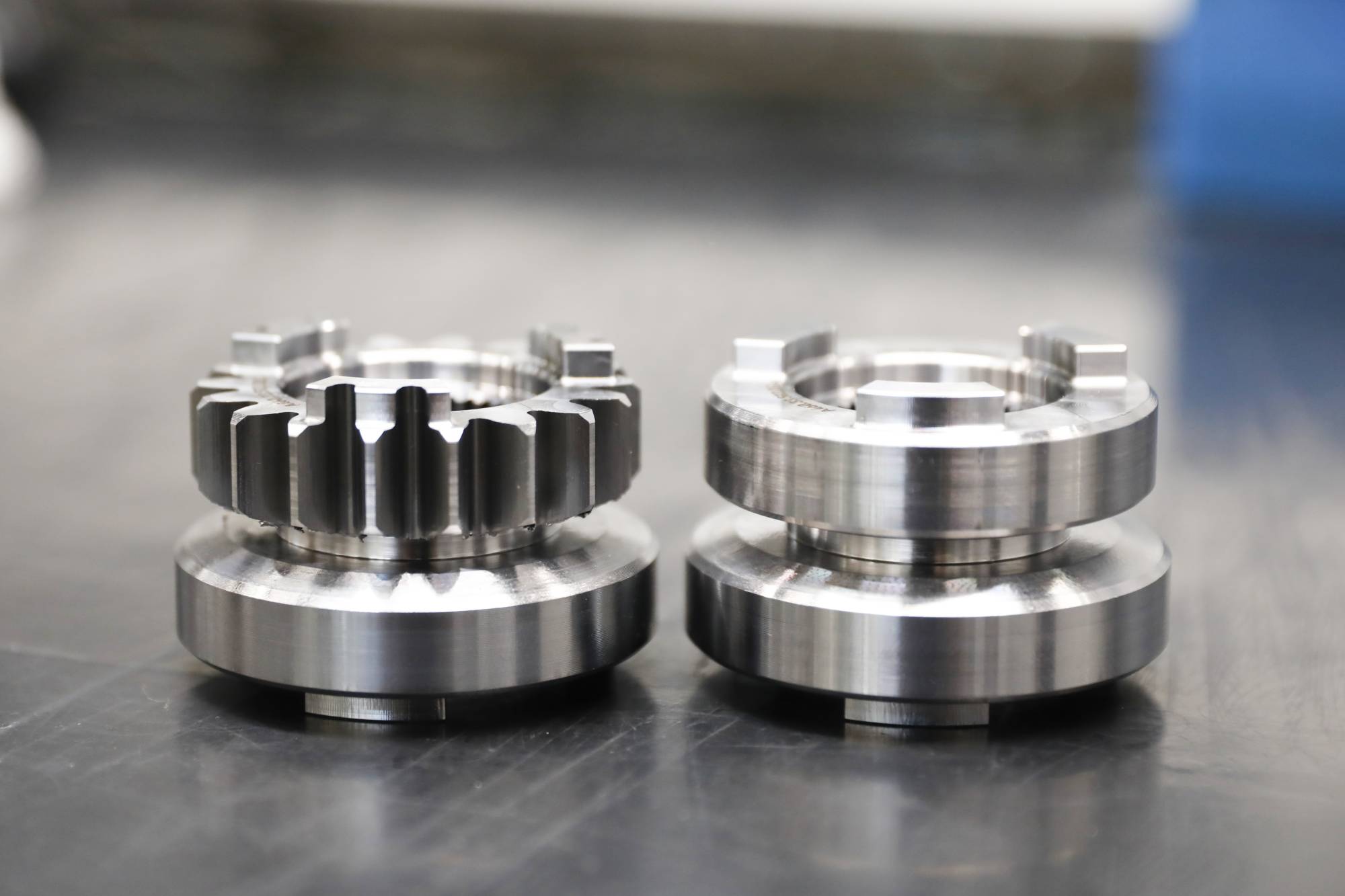
Nach der Wärmebehandlung wird der Durchmesser der Getriebebauteile bei Pankl noch hartbearbeitet – die Toleranzen liegen bei +/- 6,5 µm.
160.000 Getriebe für KTM
Aufgrund von anhaltenden Qualitäts- und Lieferproblemen verschiedener Zulieferer hat sich der österreichische Hersteller von Offroad- und Straßenmotorrädern KTM im Jahr 2016 dazu entschlossen, die Getriebe im Hubraumbereich von 125 bis 450 cm³ von Pankl fertigen zu lassen. Die Steirer haben im selben Jahr ein neues High Performance-Werk in Kapfenberg für deren Fertigung errichtet. „Bereits 2017 fand die Erstbemusterung und der Hochlauf der neun unterschiedlichen Getriebearten bestehend aus jeweils zehn Komponenten statt. Heuer fertigen wir rund 160.000 Getriebe – in Summe also rund 1,6 Mio. Bauteile. Und alle werden mit Spannmitteln von Hainbuch gespannt“, fasst Eppich das enorme Volumen zusammen.
Für die Getriebefertigung verfügt Pankl über einen teils voll automatisierten Maschinenpark sowie hochpräzise Messanlagen, mit denen die Bauteile aus CrNiMo16 prozesssicher zerspant und die Einhaltung enger Toleranzen garantiert werden können. Im Bereich Drehen setzt man auf Vertikal-Drehmaschinenlinien von Emag, die über Promot-Automation verkettet sind und im Verzahnen auf Liebherr Abwälzfräs- bzw. -stoßmaschinen. Wie bereits erwähnt, kommt das Spannmittelkonzept bei beiden Bearbeitungsverfahren von Hainbuch: „Unsere Produktionsanlagen wurden für eine prozesssichere 24/7-Produktion ausgelegt – da kommen ausschließlich die bestmöglichen Werkzeugmaschinen, Werkzeuge, Messmittel sowie Spannsysteme zur Anwendung“, begründet Eppich die Auswahl der Lieferanten.
Die Toleranzen der Getriebebauteile bei Pankl bewegen sich durchwegs im Bereich von 0,01 mm und darunter. „Zudem kommt durch die Wärmebehandlung ein Verzug ins Bauteil. Dieser muss entsprechend vorgehalten werden, damit die Geometrie dann auch nach der Hartbearbeitung passt und die Toleranzvorgaben im Durchmesser von 6,5 µm eingehalten werden“, zeigt Eppich einen nicht unwesentlichen Aspekt für die Genauigkeit auf.

In der Weichbearbeitung sind bei Pankl High Performance im Werk Kapfenberg unterschiedliche Vertikaldrehlinien von Emag (automatisiert mit Promot) 24/7 im Einsatz. Im heurigen Jahr durchlaufen rund 1,6 Mio. Bauteile die Fertigung.

Jürgen Schmidhuber
technischer Verkauf bei der Hainbuch in Austria GmbH
„Die Qualitätsansprüche bei Pankl sind in allen Abteilungen enorm, da kommt nur eine Zusammenarbeit mit zuverlässigen und qualitätsbewussten Lieferanten in Frage – das macht uns auch stolz. “
Suche nach dem Zehntel
Die Weichdrehlinien sind bei Pankl voll automatisiert 24/7 im Einsatz. Klarerweise versucht man die Produktivität für möglichst kurze Taktzeiten laufend zu verbessern. „Bei derart vielen Bauteilen spielen auch Zehntelsekunden eine Rolle. Da muss auch der Werkstückwechsel absolut optimiert sein.“ Und laut Jürgen Schmidhuber, technischer Verkauf bei der Hainbuch in Austria GmbH, entwickelt sich die Spanntechnik ständig weiter. „Wir betreuen die Getriebefertigung bei Pankl nun seit sechs Jahren und rüsten diese laufend mit neuen Spannköpfen oder Segmentspannbüchsen aus, da ja jährlich weitere Anlagen dazukommen. Zudem sorgen Änderungen im Getriebe für eine enge Zusammenarbeit. Die Prozesse sollen weiter vereinfacht und beschleunigt, Rüstzeiten optimiert und Standzeiten verbessert werden. Die Oberflächen der Spannköpfe werden beispielsweise durch verbesserte Beschichtungen immer langlebiger“, fasst Schmidhuber die laufende After-Sales-Betreuung zusammen.
Für ein effektives Wechseln der Spannmittel ist bei Pankl das centroteX-Schnellwechselsystem im Einsatz. „Das dauert lediglich 30 Sekunden bei einer Wiederholgenauigkeit von < 0,003 mm. Damit konnten wir unsere Maschinenstillstandzeiten weiter verkürzen und die Produktionszeit steigern“, bestätigt Eppich die hohe Qualität des Hainbuch-Systems.



Umrüsten ohne Spannmittelwechsel
Zudem wurde auch das Umrüsten der hochgenauen Teile optimiert: „Durch den Einsatz der Hainbuch-Backenmodule in Kombination mit dem Mando Adapt-System erzielten wir Rüstzeitersparnisse von bis zu 30 Minuten“, so Eppich weiter.
Mit dem Segmentspanndorn Mando Adapt von Hainbuch ist das Umrüsten von Außen- auf Innenspannung ohne Spannmittelwechsel möglich. Hierbei greift der Dorn über einen raffinierten Mechanismus in die Kupplung des Spannmittels ein, in die sonst der Spannkopf greift. Das spart eine Menge Zeit. „Bei rotierenden Produkten kann ein Rundlauf von 0,005 mm zwischen Futter- und Dornkegel und bei stationären Spannmitteln eine Wiederholgenauigkeit von 0,003 mm erreicht werden – und alles ohne lästiges Ausrichten“, ergänzt Schmidhuber und zeigt die hohe Präzision der Hainbuch-Produkte auf.

Bei der Vertikalbearbeitung kommen bei der Innenspannung unter anderem der Mando Sondersegmentspanndorn T212 (links) sowie bei der Außenspannung das Spannfutter SPANNTOP nova Kombi Axzug Größe 100 in Verbindung mit dem Backenmodul 215 RD 100 zum Einsatz (rechts).



Infos zum Anwender
Das Spektrum der von Pankl High Performance konzipierten, entwickelten und gefertigten Bauteile, Baugruppen und Komplettlösungen umfasst eine breite Vielfalt an anspruchsvollen Komponenten für Fahrzeuge, die härtesten Einsatzbedingungen standhalten müssen. Dazu gehören unter anderem Bauteile und Module für Motor, Getriebe und Fahrwerk. In Summe erzielte die Pankl AG im Jahr 2021 mit weltweit mehr als 2.100 Mitarbeitern einen Umsatz von rund 285 Mio. Euro.
Verzahnung als Herausforderung
Die geometrische Anforderung an die Zahnflanke der von Pankl gefertigten Evolventenverzahnung ist laut Eppich enorm, denn der Präzision der Verzahnung kommt eine Schlüsselrolle im Getriebe für einen leisen, effektiven und möglichst langlebigen Schaltvorgang zu. „Neben den Verzahnungswerkzeugen spielt beim Verzahnen vor allem die Aufspannung – genauer gesagt die Plananlage und die Spannbüchse – eine ganz entscheidende Rolle.“ Und hier ist aus seiner Sicht die Kombination Liebherr und Hainbuch unschlagbar. „Der Plan- und Rundlauf muss beim Verzahnen < 5 µm sein“, betont Eppich und ergänzt: „Wir stellen die Spannbüchsen von Hainbuch über ein Meisterrad einmalig ein und müssen dann weitestgehend nicht mehr in den Prozess eingreifen.“
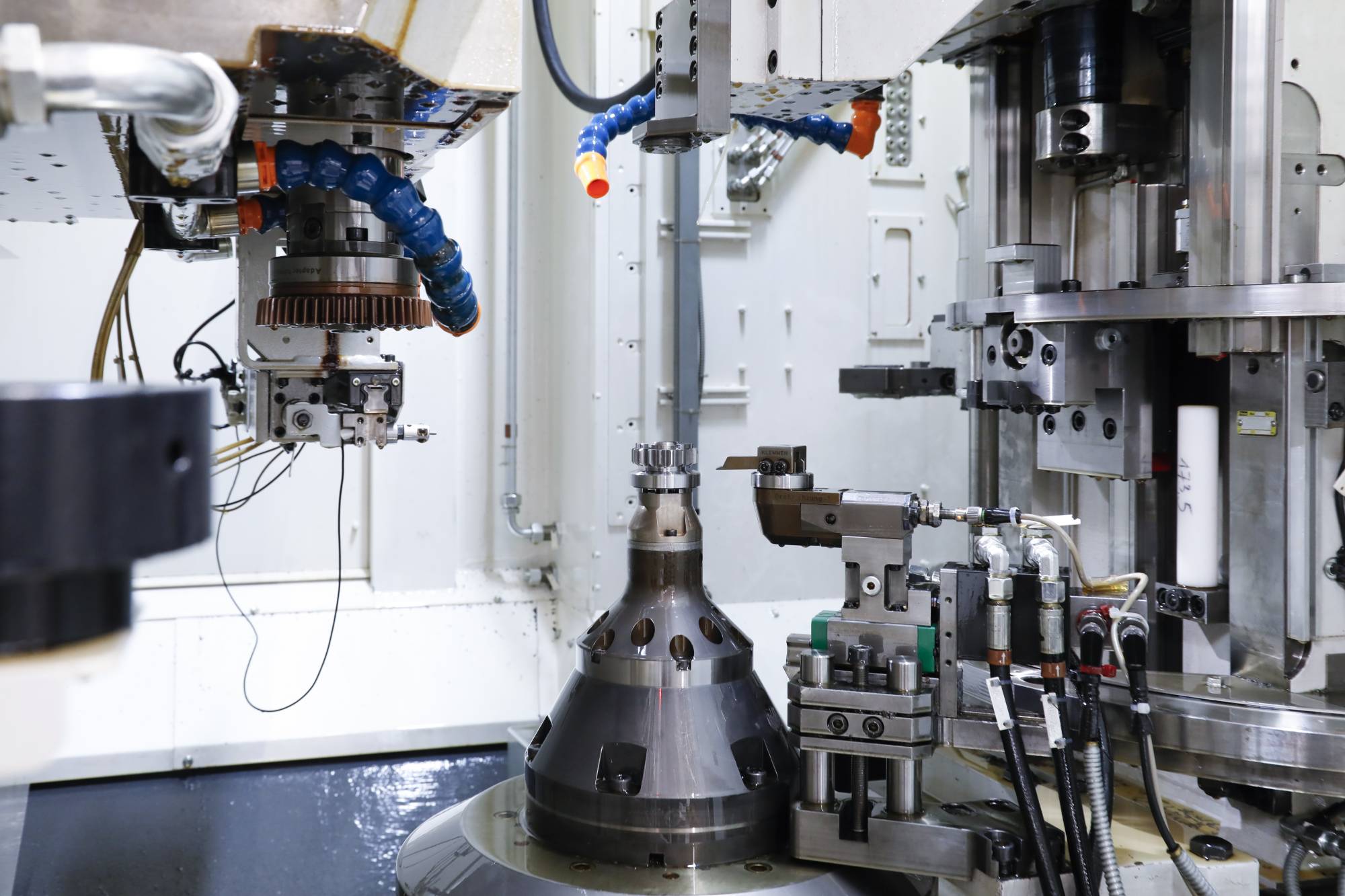
Perfekte Kombination zum Verzahnen: Liebherr Wälzstoßmaschine LFS 200 mit Hainbuch Segmentspanndorn Typ T213 (Plan- und Rundlauf < 5 µm).
2022 fertigt Pankl in Summe rund 1,6 Mio. Getriebebauteile – und alle werden mit Spannmitteln von Hainbuch gespannt.
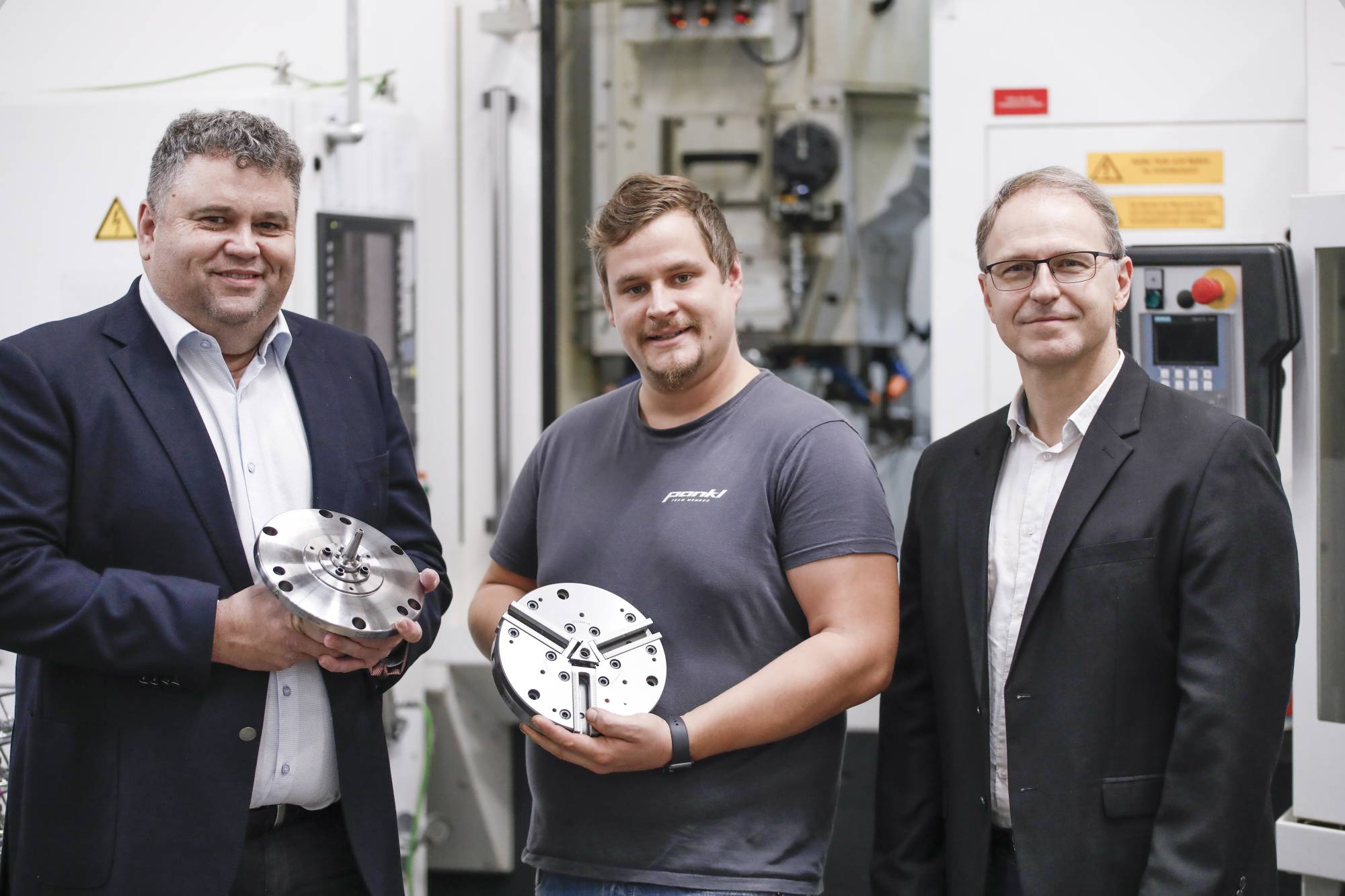
Jürgen Schmidhuber, Christoph Eppich und Richard Gierlinger (v.l.n.r.) sind mit der Zusammenarbeit sehr zufrieden.
Resümee
Bei Pankl ist man mit der Zusammenarbeit mit Hainbuch als Spannmittellieferant hochzufrieden: „Bei Hainbuch funktioniert von der Abwicklung über die Auslieferung bis hin zur laufenden Betreuung alles perfekt.“ Hainbuch biete grundsätzlich alle Produkte aus dem Katalog als Standardkomponenten, diese werden maximal für den jeweiligen Anwendungsfall individuell angepasst. „Auch das ist ein großer Vorteil, da man sich bei Hainbuch auf bewährte Technologie verlassen kann“, betont Eppich. „Hainbuch ist Erfinder des Spannkopfes und wir haben dadurch entsprechendes Know-how aufgebaut. Beispielsweise wurden unsere Gummimischungen derart optimiert, dass sich der Gummi über die gesamte Lebensdauer nicht ablösen kann. Zudem wird die Langlebigkeit durch verbesserte Beschichtungen weiter erhöht“, bringt sich Richard Gierlinger, Geschäftsführer Hainbuch Österreich, ein.
Die KTM-Getriebe werden laufend optimiert und somit manche Bauteile, wenn auch nur geringfügig, verändert. Daher müssen die Produktionslinien bei Pankl neben höchster Produktivität auch ein gewisses Maß an Flexibilität behalten. „Die hervorragende Zusammenarbeit und vor allem die Spannmittel von Hainbuch tragen unterstützend dazu bei“, fasst Christoph Eppich abschließend zusammen.
Teilen: · · Zur Merkliste