anwenderreportage
Gressel gredoc: „Spannender“ Kapazitäts-Push
Der Zerspanungswerkzeug-Hersteller Kennametal rationalisiert mit Werkstückspanntechnik der Gressel AG im Test- und Demonstrationszentrum Fürth Werkzeugversuche und Testreihen. Zudem sorgen die modularen Spannsysteme für mehr Flexibilität und Kapazität sowie für höhere Produktivität und Wirtschaftlichkeit.
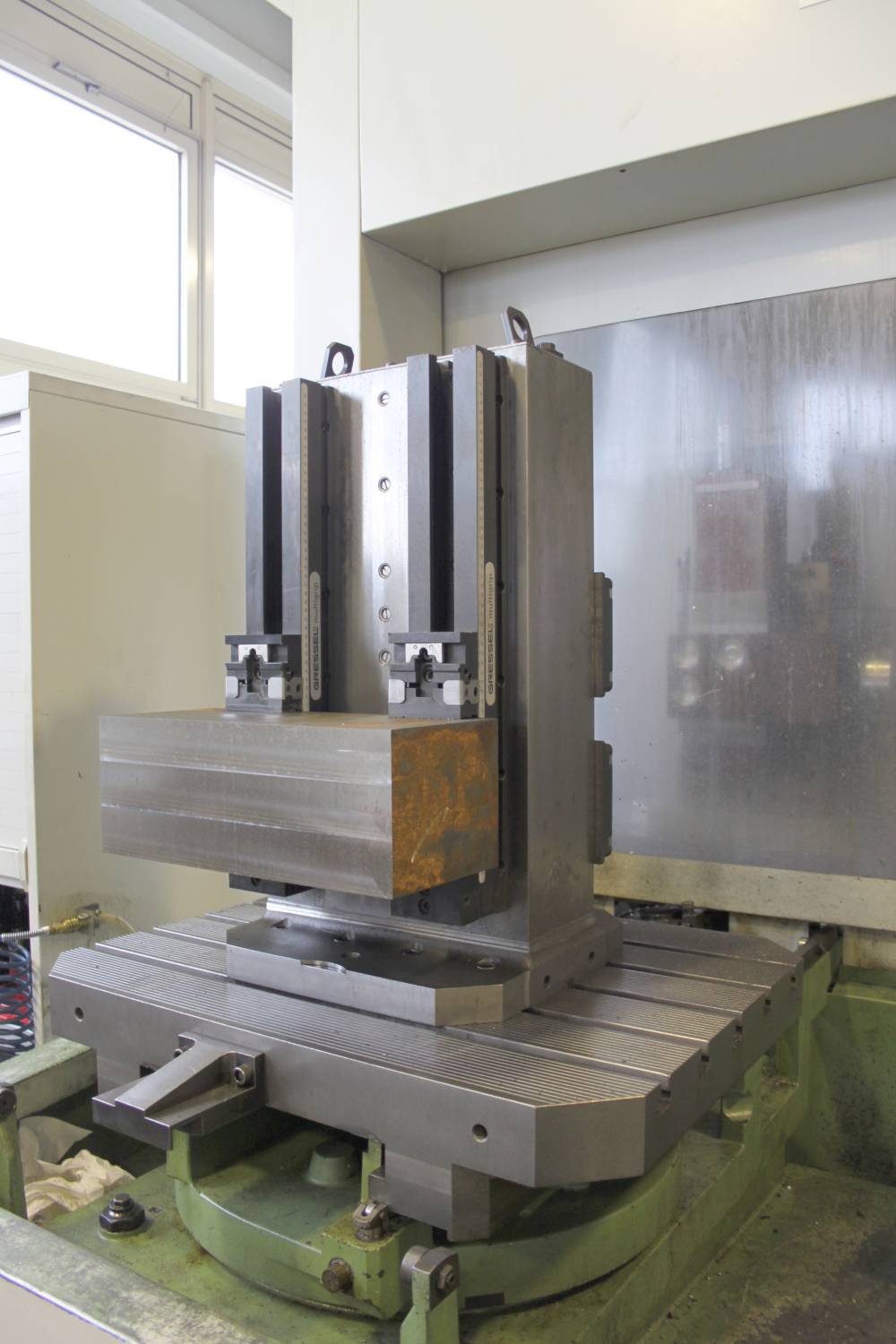
Aufspannturm, auf dem frontseitig parallel zwei Mehrfachspanner multigrip 90-600 montiert sind. Das Aufspannen großer und schwerer Stahlblöcke ist dank Gripbacken und hoher Spannkraft ohne Unterstützungen möglich.

Dipl.-Ing. (FH) Andreas Lieber
Staff Engineer, Product Engineering, Kennametal Shared Services GmbH in Fürth
„Das gesamte Lean-Projekt führte zu einer Kapazitätssteigerung im Einschichtbetrieb von 14 Arbeitstagen. Dazu haben die Gressel-Werkstückspannsysteme einen wesentlichen Beitrag geleistet.“
Mit 16 insgesamt europäischen Produktionsstätten für die Zerspanungswerkzeuge ist man bei Kennametal sehr nah an den Kunden, was nicht zuletzt durch das am deutschen Standort Fürth angesiedelte europäische Technologiezentrum dokumentiert wird. In Fürth sind 340 Mitarbeiter/Innen in den verschiedensten Bereichen beschäftigt. In den u. a. hier ansässigen Abteilungen Product Engineering und Engineered Solutions werden Standard- und Sonderwerkzeuge sowie komplette Zerspanungslösungen entwickelt und markt- bzw. industriell einsatzfähig gemacht. Darüber hinaus finden hier Produktschulungen sowie Grundlagen- und Fortgeschrittenen-Seminare für das Vertriebspersonal und für die Kunden statt. Für diese sowie für Testreihen zu den Werkzeugentwicklungsversuchen steht unter der Gesamtverantwortung von Dr. Joachim Fabry, Director Product Engineering Global Machining Technology, ein hochmodernes Test- und Demonstrationszentrum (T&D Center) zur Verfügung, das mit einem CNC-Maschinenpark praxisgerecht ausgestattet ist.
Im Fürther T&D Center arbeiten sieben Spezialisten u. a. mit fünf handelsüblichen CNC-Bearbeitungszentren (BAZ), um Bohr- und Fräsversuche unter realen Praxis-Bedingungen durchführen zu können und aussagekräftige Ergebnisse zu erhalten. Dipl.-Ing. (FH) Andreas Lieber, Staff Engineer Product Engineering Global Machining Technology – Indexable Milling, ist für die Planung, Durchführung und Auswertung dieser Versuche wie auch für die Optimierung vorhandener Bedingungen zuständig.

Aufspannturm, der frontseitig mit vier Grundaufnahmen des mechanischen Nullpunkt-Spannsystems gredoc ausgerüstet ist. Hier können wahlweise Spanneinheiten, die aus Gressel-Elementen bestehen, oder auch Sonderspannmittel aufgespannt werden.
Infos zum Anwender
Das im Jahr 1938 gegründete Unternehmen Kennametal befasst sich seit jeher mit der Entwicklung, Herstellung und Services in den weiten Bereichen Zerspanungswerkzeuge. Kennametal agiert in über 60 Ländern der Erde und versorgt rund um den Globus 80.000 Kunden mit innovativen Lösungen. Mit gut 14.000 Mitarbeiter/Innen in mehr als 40 Ländern präsent, wird pro Jahr ein Umsatz von etwa 3 Mrd. US$ realisiert. Der Hauptsitz ist in Latrobe im US-Bundesstaat Pennsylvania. 50 Prozent des Umsatzes werden außerhalb Nordamerikas erwirtschaftet. Die europäische Zentrale befindet sich in Neuhausen am Rheinfall (CH).
www.kennametal.com
Rund 400 Versuchsaufträge/Jahr effizient abwickeln
„Über unsere fünf Bearbeitungszentren laufen pro Jahr und Maschine im Mittelwert etwa 75 Versuchsaufträge. Das können sowohl Versuche und Testreihen im Rahmen von Projekten zur Entwicklung neuer Standardwerkzeuge, für kundenspezifische Sonderwerkzeuge, oder auch Zerspanungsaufgaben im Interesse unserer Verkaufsteams sein. Des Weiteren werden hier Produktschulungen für Direktvertriebs-/Handelspartner sowie Trainings für Mitarbeiter und Kunden durchgeführt.“
Damit war das T&D Center des Öfteren bis an die Grenzen ausgelastet bzw. ergaben sich immer wieder Engpässe, weshalb sich Kennametal entschloss, für die Neuausrüstung des Test- und Vorführzentrums mit einem 5-Achsen-BAZ gleichzeitig ein Lean-Projekt zur Rüstzeitreduzierung und Effizienzsteigerung zu starten. Das erklärte Ziel lautete: Bohr- und Fräswerkzeuge in Standard- und Sonderausführung sowie komplette Zerspanungswerkzeugsysteme (inkl. Halter etc.) testen zu können. Dabei galt es zu berücksichtigen, das sich die Test-Laufzeiten zwischen wenigen Minuten und mehreren Stunden erstrecken können, was bei hochgerechnet knapp 400 Tests/Jahr auf den fünf BAZ`s doch einen ziemlichen Rüst-/Umrüstaufwand mit sich bringt.
Als Profis in Sachen Zerspanung wissen die Maschinenbediener und Anwendungstechniker um Andreas Lieber natürlich genau, dass es allein mit dem Investment in ein neues BAZ eben nicht getan ist, sondern dass für ein rationelles, zeitsparendes Werkstück-/Umrüst- Handling auch eine adäquate, universell nutzbare Werkstückspanntechnik unerlässlich ist. Anlässlich des Besuchs einer Fachmesse kam Andreas Lieber mit der Firma Gressel AG aus dem schweizerischen Aadorf in Kontakt und ließ sich vom Vertriebstechniker Frank Scheurer intensiv über das Produktprogramm und die Anwendungsmöglichkeiten beraten. Vom modularen Konzept, der Kompatibilität, der technischen Präzisionsausführung und dem einfachen Handling angetan, wurde nach Werks- und Referenzbesuchen dann seitens Kennametal der Entscheid „pro Gressel-Werkstückspanntechnik“ gefällt.

Zwei parallel angeordnete 5-Achsen-Kraftspanner grepos 5X, positioniert und gespannt mittels Nullpunkt-Spannsystem gredoc auf einer gredoc-Rasterplatte zur Aufnahme von 10 gredoc-Nullpunkt-Spannsystem-Spannstationen.
Konsequente Umrüstung führt zum Erfolg
Im Jahr 2012 erfolgte dann die erste, individuell auf das neue 5-Achsen-BAZ (versehen mit der innovativen Spindelschnittstelle KMAX™) angepasste Spanntechnik-Ausrüstung. Sie überzeugte sowohl die auf allen CNC-Bearbeitungszentren sowie nunmehr auf Gressel-Spanntechnik geschulten Bediener und Anwendungstechniker (Technician bzw. Senior Technician), als auch den Initiator Andreas Lieber. Konsequent hatte man sich gleich für den Aufbau des mechanischen Nullpunkt-Spannsystems gredoc NRS entschieden, auf Basis einer Rasterplatte mit Durchmesser 640 mm und 10 Spannstationen. Dazu kamen noch das Zubehör und zwei Stück 5-Achsen-Kraftspanner vom Typ grepos 5X plus Zubehör, womit bereits eine sehr hohe Rüst-, Anwendungs- und Nutzungs-Flexibilität gegeben war.
Folgerichtig wurden die anderen BAZ`s ebenfalls mit Werkstückspanntechnik von Gressel ausgerüstet, nämlich im Jahr 2013 zunächst eines und dann ein weiteres BAZ. Hier kamen zum einen ebenfalls (zwei) Nullpunkt-Spannsysteme gredoc (eckig), ein Aufspannturm Typ Doppelwinkel, zwei Mehrfachspannsysteme Typ multigrip 90-600 (mit der Backenbreite 90 mm und der Länge 600 mm) sowie ein 5-Achsen-Kraftspanner grepos 5X-S/300, jeweils plus Zubehör, zur Installation. Zum anderen wurden für das besagte weitere BAZ zwei Nullpunk-Spannsysteme gredoc (eckig), zwei Mehrfachspannsysteme Typ multigrip 90-500 und nochmals ein Kraftspanner grepos 5X-S/300 plus Zubehör geordert. Wie aus der Auflistung der hier verwendeten Gressel-Produkte zu ersehen ist, handelt es sich weitgehend um gleiche und somit problemlos austauschbare Spanntechnik-Elemente.
Kapazitätszuwachs: 14 Arbeitstage im Einschichtbetrieb!
Für die erforderliche hoch flexible und reaktionsschnelle Rüstung/Umrüstung der fünf BAZ`s im Test- und Vorführzentrum in Fürth ist diese jederzeit einsetzbare „Bibliothek“ von großem Vorteil. Wahlweise werden komplette Spanneinheiten, die für standardisierte Tests und Versuchsbearbeitungen aufgebaut sind, als Ganzes schnell entfernt und bis zum nächsten Gebrauch eingelagert. Bei Bedarf kommen dann komplette Standardvorrichtungen auf die Maschinen, die mittels Nullpunkt-Spannsystemen gredoc zur Aufnahme unterschiedlichster Spanneinheiten vorbereitet sind, sofern diese die dafür erforderlichen Zentrier-/Spannbolzen aufweisen. In der Praxis ist es somit möglich, sowohl „gredoc-konforme“ Spannelemente als auch selbst gefertigte Sonderspannelemente zu verwenden; zumal diese natürlich ebenfalls mit den Zentrier-/Spannbolzen zur Aufnahme im Nullpunkt-Spannsystem gredoc zu versehen oder auch konventionell zu spannen sind. Schließlich sind die Gressel-Spannelemente auch untereinander kompatibel, sodass bei Engpässen aus der Bibliothek heraus individuell und vor allem auch sehr schnell gerüstet werden kann.
In Summe sieht Andreas Lieber die im Lean-Projekt Rüstzeitreduzierung und Effizienzsteigerung formulierten Anforderungen heute mehr als nur erfüllt an, wie auch seine abschließenden Ausführungen sehr deutlich machen: „Das gesamte Lean-Projekt führte zu einer Kapazitätssteigerung im Einschichtbetrieb von 14 Arbeitstagen. Dazu haben die Gressel-Werkstückspannsysteme einen wesentlichen Beitrag geleistet. Wir realisieren heute mit standardisierter Modular-Spanntechnik über 80% unserer Bearbeitungsaufgaben und konnten den früher großen Aufwand für Sonderspanntechnik auf ein Minimum reduzieren. Außerdem freuen sich die Maschinenbediener über viel weniger Handlingaufwand, was uns natürlich in Gestalt der Verringerung unproduktiver Umrüst- und damit Stillstandzeiten zugute kommt. Zu erwähnen ist auch, dass wir selbst sägeraue Blöcke heute direkt aufspannen, womit das früher erforderliche zeitaufwändige Entgraten bzw. Besäumen genauso entfällt wie das Spannflächen-Fräsen. Schließlich sind die Mitarbeiter sehr davon angetan, dass auf Grund der rein mechanischen Funktion des Nullpunkt-Spannsystems gredoc wie der weiteren Gressel-Spannelemente keinerlei Hydraulik benötigt wird, was zum einen die Arbeit erleichtert und das Umfeld sauber hält, und zum anderen den Aufbau der Spannvorrichtungen vereinfacht, weil keine Hydraulikversorgung zu installieren ist.“
Teilen: · · Zur Merkliste