Schunk Co-act Gripper JL1: Vernetztes Frontend
Greifsysteme und Spanntechnik für die Smart Factory: Seit Jahren ist die industrielle Fertigung im Umbruch. Klassische Automationslösungen haben sich rasant ausgebreitet und bewirken seither Verbesserungen der Produktivität. Nun steht der nächste Schritt bevor: Digitale Technologien sollen die Automatisierung in den kommenden Jahren auf eine noch höhere Entwicklungsstufe heben. Das Ziel: eine durchgängige Echtzeit-Datenbasis unmittelbar am Werkstück, also auf Ebene der Greifsysteme und Spanntechnik, die eine so hohe Transparenz erzeugt, dass Fertigungsprozesse mithilfe von Lernalgorithmen autonom optimiert werden können.

Über ein komplexes Zusammenspiel unterschiedlicher Sensoren detektiert der Co-act Greifer JL1 permanent seine Umgebung und passt den Handhabungsprozess automatisch darauf an.

Dr. Markus Klaiber
Technischer Geschäftsführer/CTO bei Schunk
„Unsere Greifer und Spannmittel befinden sich an exponierter Lage im Fertigungs- und Handhabungsprozess. Künftig wollen wir mithilfe intelligenter Komponenten Informationen über das gegriffene Bauteil, den Prozess und auch über den Zustand des Greifers oder Spannmittels erfassen, diese verarbeiten und eine entsprechende Reaktion ausführen.“
Moderne Konzepte zur automatisierten Beladung von Werkzeugmaschinen berücksichtigen drei zentrale Faktoren: kürzeste Zykluszeiten, eine maximale Anlagenverfügbarkeit sowie die Möglichkeit, flexibel auf Produktmodifikationen und Nachfrageänderungen reagieren zu können. Seit Jahren forciert Schunk die Mechatronisierung und Digitalisierung der Produktion. Über 300 mechatronische Greifsystemkomponenten hat das Unternehmen bereits im Programm. Zugleich erweitert Schunk auch sein pneumatisches Portfolio konsequent um Komponenten, die eine intelligente Prozessüberwachung und -steuerung ermöglichen. Unabhängig von der Art des Antriebs, so das Ziel, sollen die einzelnen Module immer leistungsfähiger, kompakter und universeller einsetzbar werden. Das Ziel ist es, künftig auch auf zufällige Ereignisse, beispielsweise den Ausfall einer Komponente oder das Überfahren der Produktion mit einem höher priorisierten Auftrag, so dynamisch reagieren zu können, dass es nur zu minimalen Verzögerungen kommt.
Feldkomponenten müssen künftig also neben ihrer primären Funktion, wie dem Greifen und Spannen, auch diverse Sekundärfunktionen bieten. Der Greifer greift also nicht nur, sondern er meldet zusätzlich beispielsweise seine Greifposition oder -kraft zurück. Diese Daten lassen sich in Informationen umwandeln, so etwa, ob ein Teil in Ordnung ist oder nicht. Damit steigt zum einen die Funktionalität der Komponente, zum anderen werden Rechenvorgänge dezentralisiert, sprich die Datenverarbeitung und der Informationsgewinn finden unmittelbar in der Komponente und nicht erst in der SPS statt.

Intelligente Greifsysteme, wie der Schunk Co-act Greifer JL1, ermöglichen eine permanente Zustandsüberwachung und eine unmittelbare Kommunikation mit der Anlage sowie mit anderen Komponenten.
Ein Sensor für alles
Ganz neu ist dieser Ansatz der Informationsgewinnung auf Komponentenebene nicht, denn schon seit langem liefern Schunk Greifer beispielsweise mithilfe von Einpunkt-Magnetschaltern Informationen darüber, ob ein Teil gegriffen ist oder nicht. Was sich ändert, ist die Tiefe dieser Informationen. Ein Blick in das standardisierte Sensorprogramm des deutschen Herstellers zeigt, welche Möglichkeiten moderne Sensoren bieten. So hat Schunk nach dem Prinzip „One sensor fits all“ die Baureihe der universell einsetzbaren C-Nuten-Sensoren MMS 22-PI konzipiert. Die Allrounder ermöglichen eine zuverlässige Abfrage von Aktoren in Handhabung und Montage. Statt die Schaltpunkte umständlich mechanisch einzustellen, lassen sich die Sensoren mit wenigen Handgriffen programmieren.
Ähnlich komfortabel nutzbar ist der analoge Positionssensor MMS-A, der erste und kleinste teachbare Analogsensor, der störkonturfrei unmittelbar in die C-Nut von Greifmodulen integriert werden kann. Mit ihm lässt sich der gesamte Hubbereich des Greifers erfassen, so dass beispielsweise unterschiedlich große Teile präzise detektiert werden können. Wofür bisher mehrere Magnetschalter erforderlich waren, genügt nun der mit einem Durchmesser von 4,0 mm kompakte MMS-A. Die erforderliche Elektronik ist vollständig in den Sensor integriert. Die Oberklasse im Bereich der Positioniersensoren bilden hochauflösende, analoge Sensoren wie der APS-M1, der während der Handhabung eine präzise Teilevermessung mit einer Präzision von bis zu 0,03 mm ermöglicht. Über die SPS lassen sich beliebig viele Schaltpunkte definieren und damit beliebig viele Teile beziehungsweise Toleranzbereiche unterscheiden.
Die Kraftmomentensensoren der Baureihe Schunk FT ermöglichen hochdynamische Regelungskonzepte, um auch komplexe Montage-, Bearbeitungs- und Finish-Aufgaben zu automatisieren. Noch bevor es zu Ausfällen kommt, erfassen die FT Sensoren feinste Abweichungen und schaffen damit die Voraussetzung für ein planbares und effektives Eingreifen im Rahmen der vorausschauenden Instandhaltung.
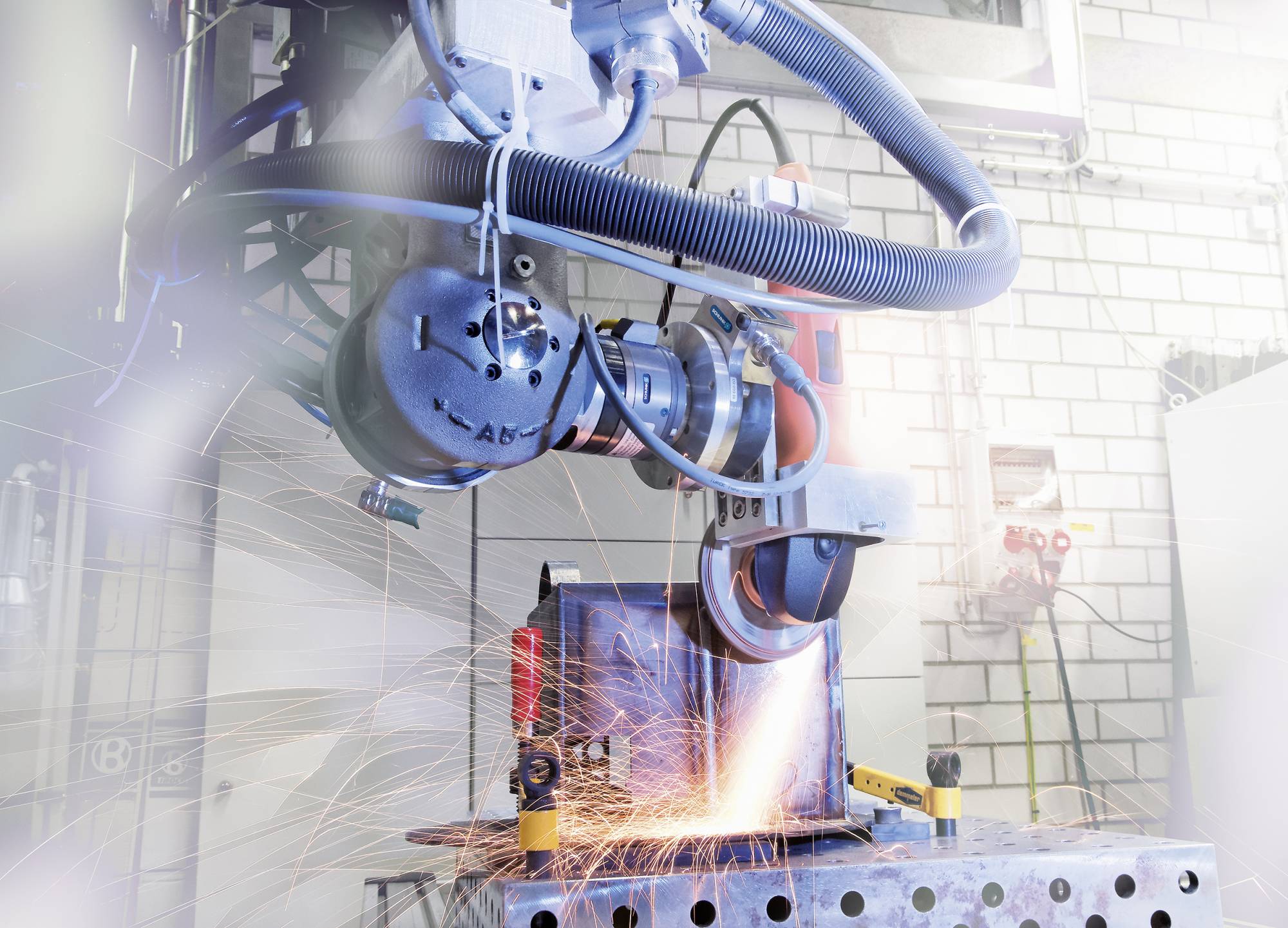
Der Kraft-Momenten-Sensor FT gewährleistet beim automatisierten Schleifen eine präzise Kraftregelung, wodurch die Qualität steigt.
Spannmittel für voll automatisierte Fertigungsprozesse
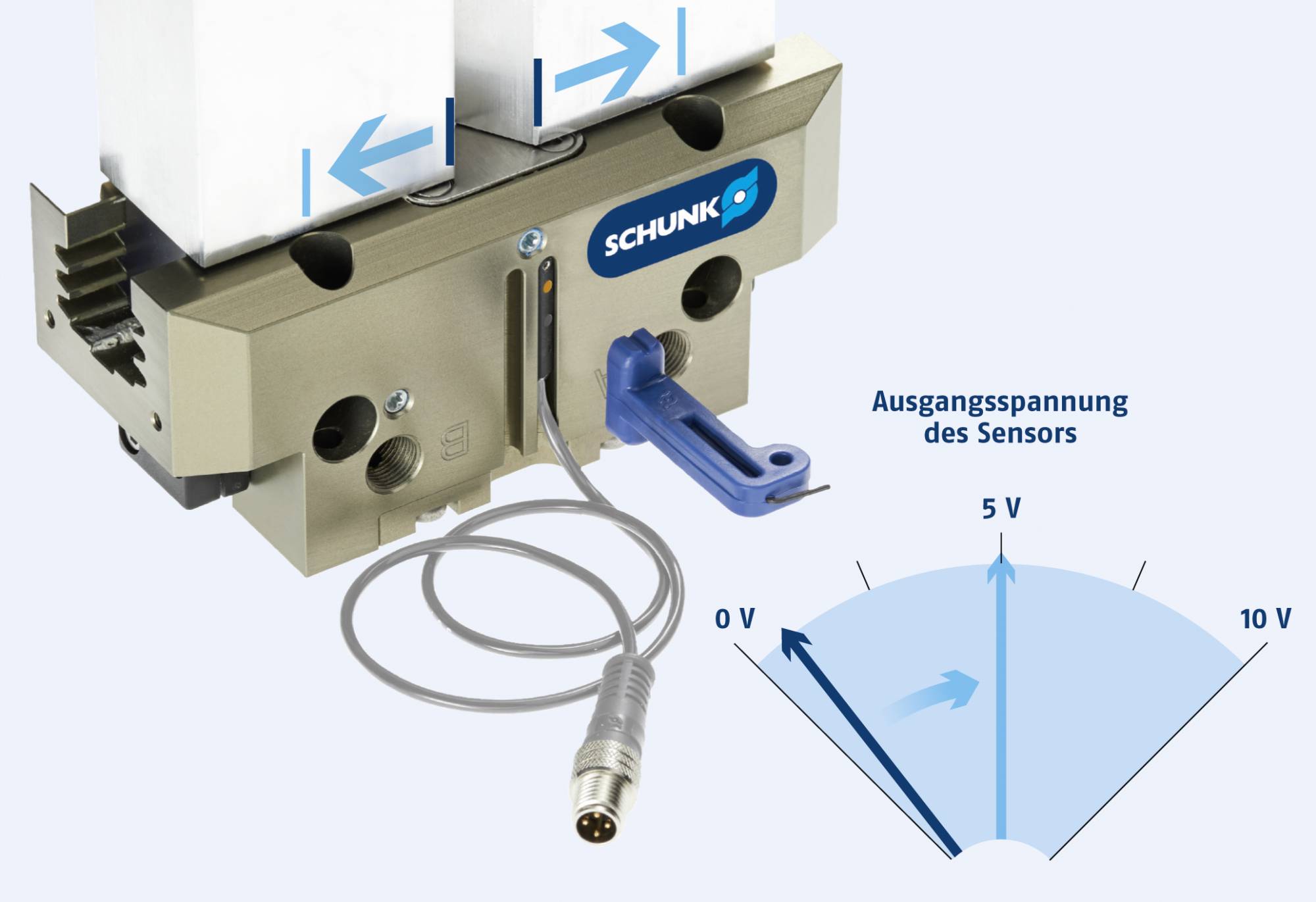
Auch auf Seiten der Spannmittel gewährleisten die Module von Schunk eine durchgängige Prozessüberwachung. So lässt sich bei pneumatisch betätigten Kraftspannblöcken der Baureihe TANDEM KSP plus, die vor allem für die Fertigung großer Serien konzipiert sind, die Position der Spannbacken über den kompletten Backenhub hinweg flexibel detektieren. Ob Innenspannung oder Außenspannung: Mit wenigen Handgriffen können die Positionen „geöffnet“ oder „gespannt“ für jede beliebige Grundbackenstellung gewählt werden. Die Abfrage erfolgt über induktive Näherungsschalter, die in spezielle Aussparungen der Grundbacken integriert sind.
Für die automatisierte Fertigung kleiner und mittlerer Serien wiederum empfiehlt Schunk das Palettiersystem VERO-S NSA plus. Werkstücke und Spannvorrichtungen werden auf VERO-S Spannpaletten gerüstet, magaziniert und aus einem Palettenmagazin sukzessive auf das Bearbeitungszentrum eingewechselt. VERO-S NSA plus erreicht dank einem patentierten Eil- und Spannhub Einzugskräfte bis 20.000 N und Haltekräfte über 100.000 N. Zur zuverlässigen Überwachung sämtlicher Prozessschritte nutzt Schunk in diesem Fall eine Staudruckabfrage.
Mit der Technologiestudie des MAGNOS Force Measuring Systems hat Schunk jüngst eine intelligente Magnetspannlösung präsentiert, die vollautomatisch die jeweilige Position und Größe von auf der Magnetspannplatte platzierten Werkstücken erfasst, die jeweilige Spannkraft ermittelt und die Daten an die Anlagensteuerung überträgt. Damit schafft das System die Voraussetzung für eine durchgängige Prozessüberwachung sowie für eine individuelle Anpassung der Bearbeitungsparameter an die Größe und Beschaffenheit der einzelnen Teile. Potenzielle Einsatzgebiete sind die Bearbeitung mittlerer und kleiner Losgrößen mit automatisiertem Teilehandling sowie Bearbeitungen, bei denen eine umfassende Prozessüberwachung erforderlich ist.

Das Schunk MAGNOS Force Measuring System erfasst sowohl die Position der auf der Magnetspannplatte platzierten Werkstücke als auch die jeweilige Spannkraft.
Autonome Prozessoptimierung auf Komponentenebene
„Unsere Greifer und Spannmittel befinden sich an exponierter Lage im Fertigungs- und Handhabungsprozess. Sie sind ‚closest to the part‘, haben also unmittelbaren Kontakt zum Werkstück oder Bauteil“, erläutert Dr. Markus Klaiber, Technischer Geschäftsführer/CTO bei Schunk. „Künftig wollen wir mithilfe intelligenter Komponenten Informationen über das gegriffene Bauteil, den Prozess und auch über den Zustand des Greifers oder Spannmittels erfassen, diese verarbeiten und eine entsprechende Reaktion ausführen.“ In einigen Jahren sollen Schunk Greifer in der Lage sein, ein fehlerhaftes Bauteil zu erkennen, es aus dem Prozess auszuschleusen und zeitgleich den Lieferanten des Bauteils über Fehler zu informieren. Auf mittlere Sicht werde der Mensch immer weniger operative Fleißarbeiten ausführen. „Wir werden erleben, wie sich der Werker in den kommenden Jahren immer stärker zum Anlagenmanager und Controller entwickelt“, unterstreicht Klaiber. Künftig manage er die Wertschöpfung und sei in erster Linie für die Qualität der Teile und für die Ausbringung verantwortlich. „So wie bislang der Schraubenschlüssel und der Sechskant sind morgen die neuen, datenbasierten Technologien Werkzeuge der Mitarbeiter“, bringt Markus Klaiber die Vision von Schunk auf den Punkt.
Der Positionssensor MMS-A wird direkt in die C-Nut von Greifern integriert. Er kann unterschiedliche Bauteilgrößen mit hoher Genauigkeit detektieren.

Neuerfindung des Greifens
„Es geht in Zukunft immer häufiger um einen sensitiven Greifprozess, bei dem ständig nachgeregelt wird“, erläutert der Fertigungsexperte. Hierfür wird Schunk seine Greifer mit der entsprechenden Intelligenz ausstatten, die sie in die Lage versetzt, über Sensorik Zustände zu erkennen, die gewonnenen Daten zu bewerten und angepasst zu reagieren. Der intelligente Greifer kennt das Werkstück, er weiß, ob es fest oder nachgiebig ist und definiert anhand dieser Informationen individuell, wie es optimal zu greifen ist. Sowohl bei der Annäherung an das Teil als auch beim Verfahren des Werkstücks und beim Andocken an die Ablageposition verhindert eine sensorische Aura, dass es zu Kollisionen kommt.
Wohin die Reise geht, zeigt Schunk mit dem Co-act Greifer JL1, der als Technologieträger speziell für MRK-Anwendungen konzipiert wurde. Mithilfe eigens entwickelter Greifstrategien und Kraftmessbacken in den Fingern kann der Greifer sein Verhalten in Echtzeit darauf abstimmen, ob das Werkstück oder womöglich eine menschliche Hand gegriffen wird – angesichts seiner hohen Greifkraft keine unwesentliche Entscheidung. Mechanisch ermöglicht der Greifer sowohl einen Parallel- als auch einen Winkelgriff, wodurch er in der Lage ist, unterschiedlichste Objekte zuverlässig zu handhaben. Abgestimmt auf die jeweilige Anwendung werden Anlagenplaner und Anwender künftig ein komplexes Zusammenspiel unterschiedlicher Sensoren und Sicherheitsmechanismen nutzen können. Kraftmessbacken und eine visuelle Überwachung mittels Kamera zählen ebenso dazu wie Häute aus taktilen und kapazitiven Sensoren oder eine strombasierte Kraftregelung.
Ähnlich wie beim Menschen, der in der Regel mehrerer Sinne kombiniert, um eine Situation zu bewerten, ermöglicht beim Co-act Greifer JL1 eine sensorische Aura die redundante Wahrnehmung der Umwelt. Eine spezielle Software bündelt die unterschiedlichen Informationen aus den einzelnen Sensorquellen und leitet daraus die korrekte Information ab. Via OPC UA Schnittstelle ist der Greifer darüber hinaus in der Lage, mit dem Roboter sowie mit der übergeordneten Anlagensteuerung zu kommunizieren. Damit schafft er die Voraussetzung für eine flexible Prozessgestaltung im Sinne der Industrie 4.0.
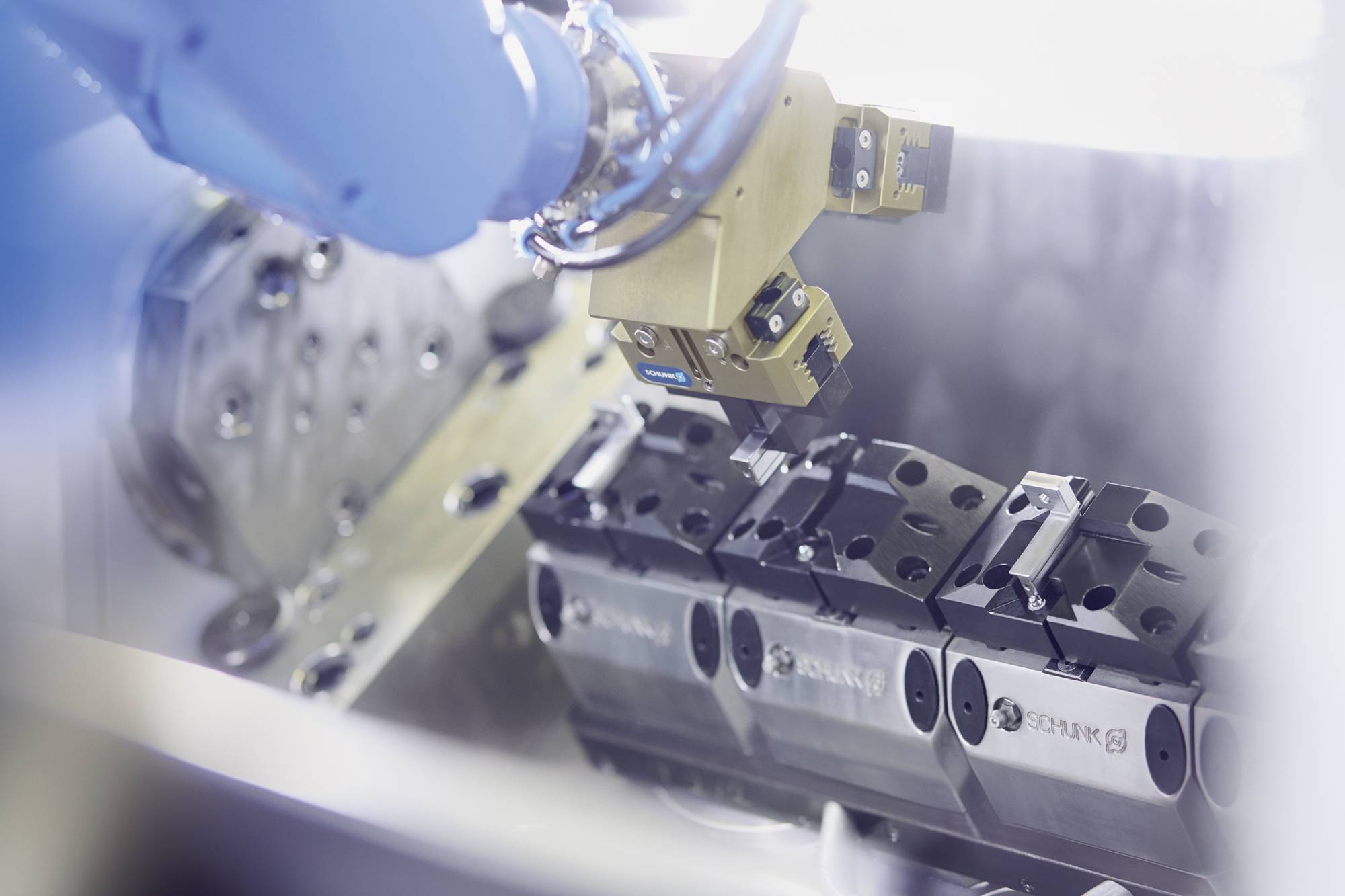
Dicht an dicht reihen sich die TANDEM plus Spanner auf dieser Schwenkbrücke. Sie werden voll automatisch per Roboter beladen. Der jeweilige Spannzustand kann präzise detektiert und an die Steuerung übertragen werden.
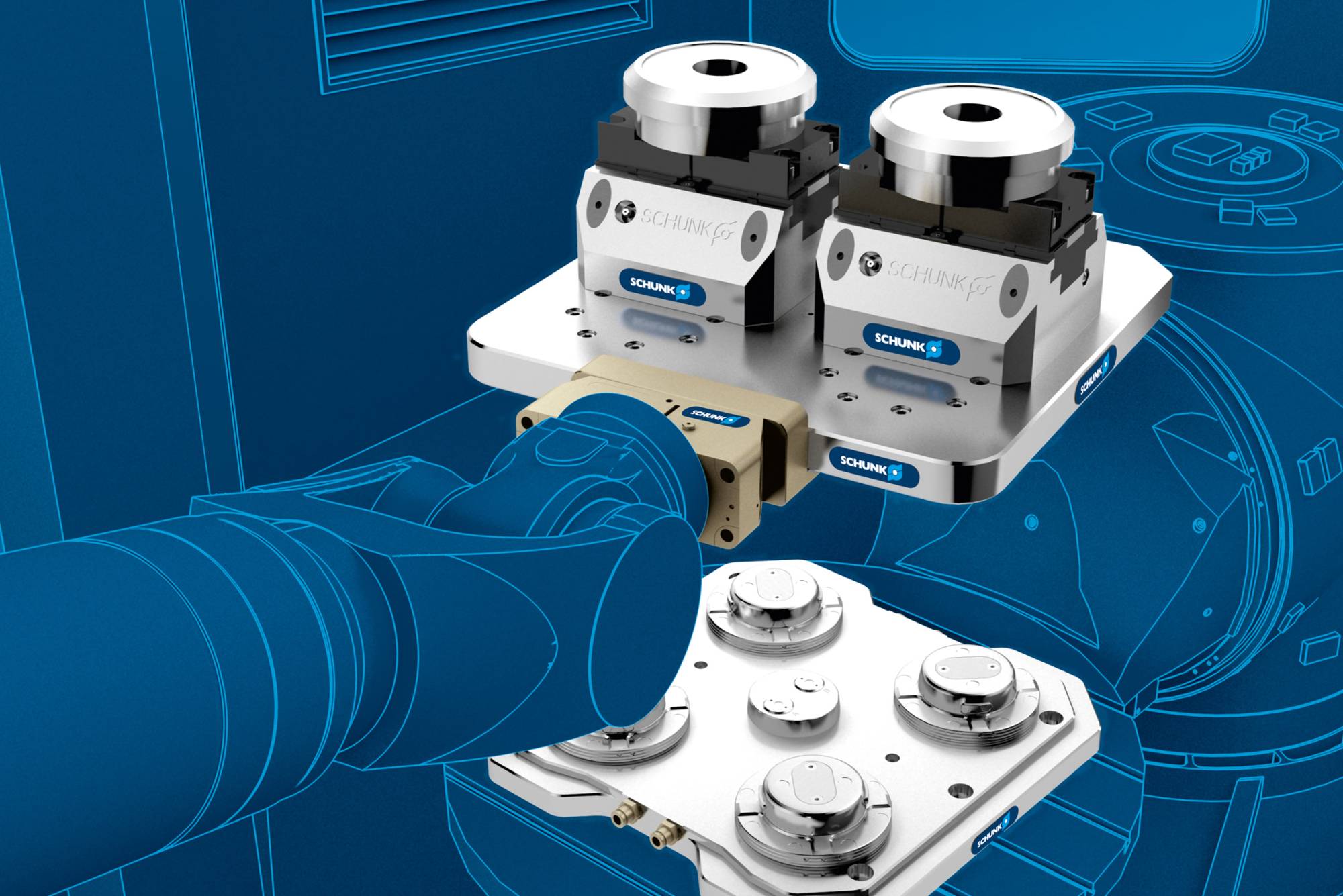
Bei kleinen und mittleren Losgrößen erhöht das Palettiersystem VERO-S NSA plus die Produktivität und Wirtschaftlichkeit von Werkzeugmaschinen. Die Prozessüberwachung erfolgt über eine Staudruckabfrage.
Forderung nach Kommunikationsstandards
Um derartige Automatisierungsszenarien im Sinne der Industrie 4.0 zu realisieren und mechatronische Komponenten sowohl miteinander als auch mit der übergeordneten Anlagensteuerung zu einem cyber-physikalischen System zu verbinden, ist nach Ansicht von Markus Klaiber eine einheitliche Kommunikation unabdingbar: „Es gibt mittlerweile 25 unterschiedliche Bus-Systeme am Markt, wodurch ein erheblicher Aufwand bei der Implementierung und bei der Pflege der Software entsteht“, sagt Klaiber und plädiert eindringlich für eine Standardisierung. Ansonsten würden viele Projekte in einer Sprachverwirrung enden. Weltweit versprechen nach Ansicht des Experten von Schunk vor allem PROFINET, EtherCAT und EtherNet/IP das größte Potenzial.
Teilen: · · Zur Merkliste