anwenderreportage
Kennametal Keramikfräser: Inconel den Zahn gezogen
Kombination aus mpmc Bearbeitungszentrum und Kennametal-Werkzeugen überzeugt Flugzeugzulieferer: Die Bearbeitungszentren von Weingärtner Maschinenbau sind weltweit in den verschiedensten Branchen wie der Energie- und Kunststofftechnik oder dem allgemeinen Maschinenbau im Einsatz. Aufgrund höchster Stabilität und gleichzeitig hoher Dynamik hat nun auch ein Flugzeugzulieferer in die Technologie des oberösterreichischen Maschinenbauers investiert. Denn gemeinsam mit Kennametal konnte Weingärtner bei der Bearbeitung von Inconel 718 ein hervorragendes Ergebnis erzielen. Von Ing. Robert Fraunberger, x-technik
Die horizontalen Dreh-Fräs-Komplettbearbeitungszentrum der mpmc-Baureihe von Weingärtner sind auf die wirtschaftliche Herstellung von Generatorwellen, Spritzgusszylinder, Spritzgussschnecken, Extruderschnecken, Kurbelwellen, Landebeine, Gas- und Dampfturbinenwellen, Großkompressorwellen, Druckereiwalzen, Stahlwerkswalzen und anderen Dreh- und Frästeile spezialisiert.
Werkzeuge im Einsatz
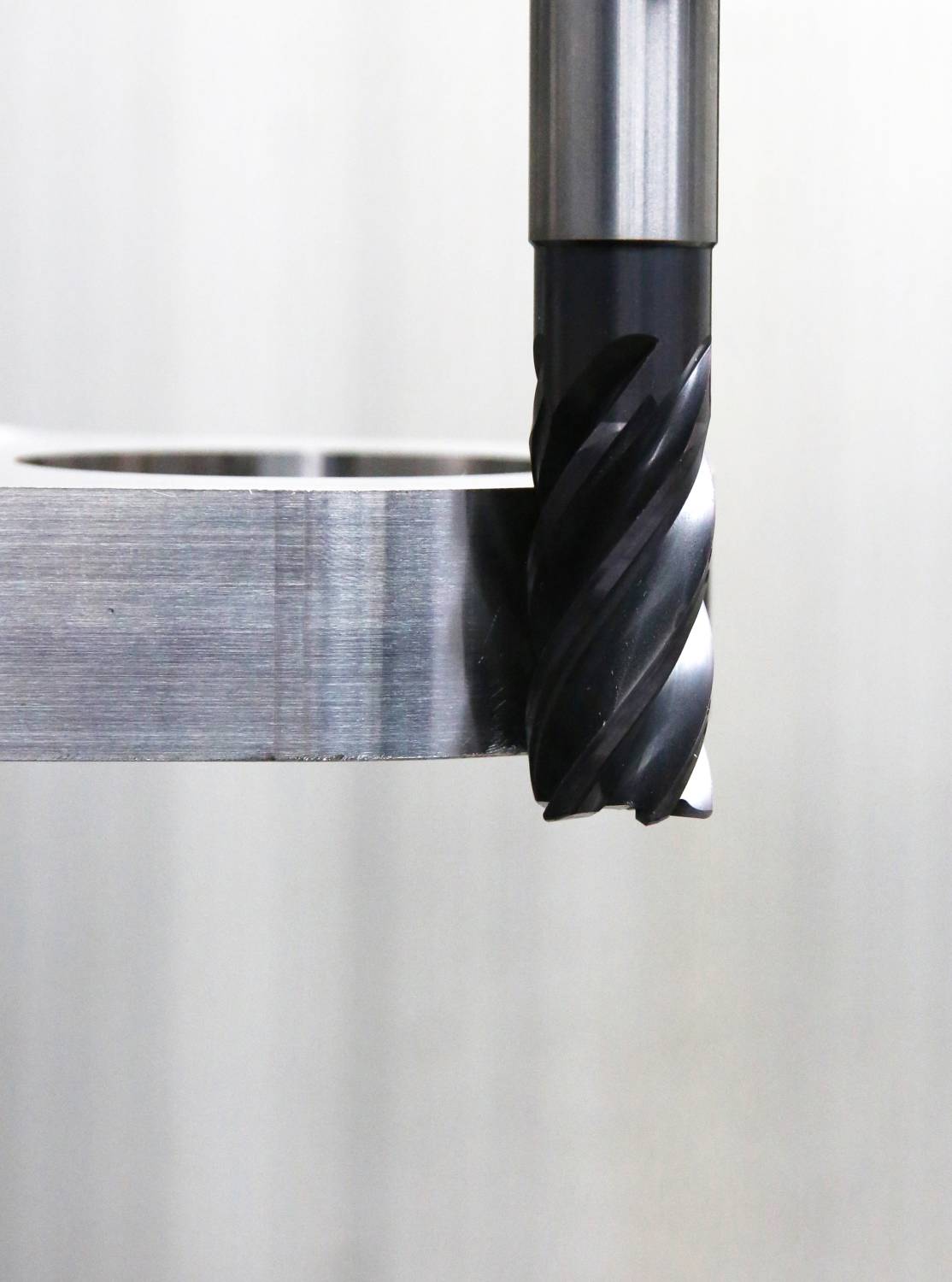
• 1. Keramikfräser KCRA ø 80 mm zum Schruppen des Rohres im Dreh-Fräsverfahren.
• 2. Wendeplattenbohrer Drill Fix™ DFT™ ø 40 mm zum Bohren der Laschen.
• 3. VHM-Fräser HARVI ø 20 mm zum Schruppen der Bohrung.
• 4. VHM-Fräser HARVI ø 25 mm zum Schlichten der Bohrung und Lasche.
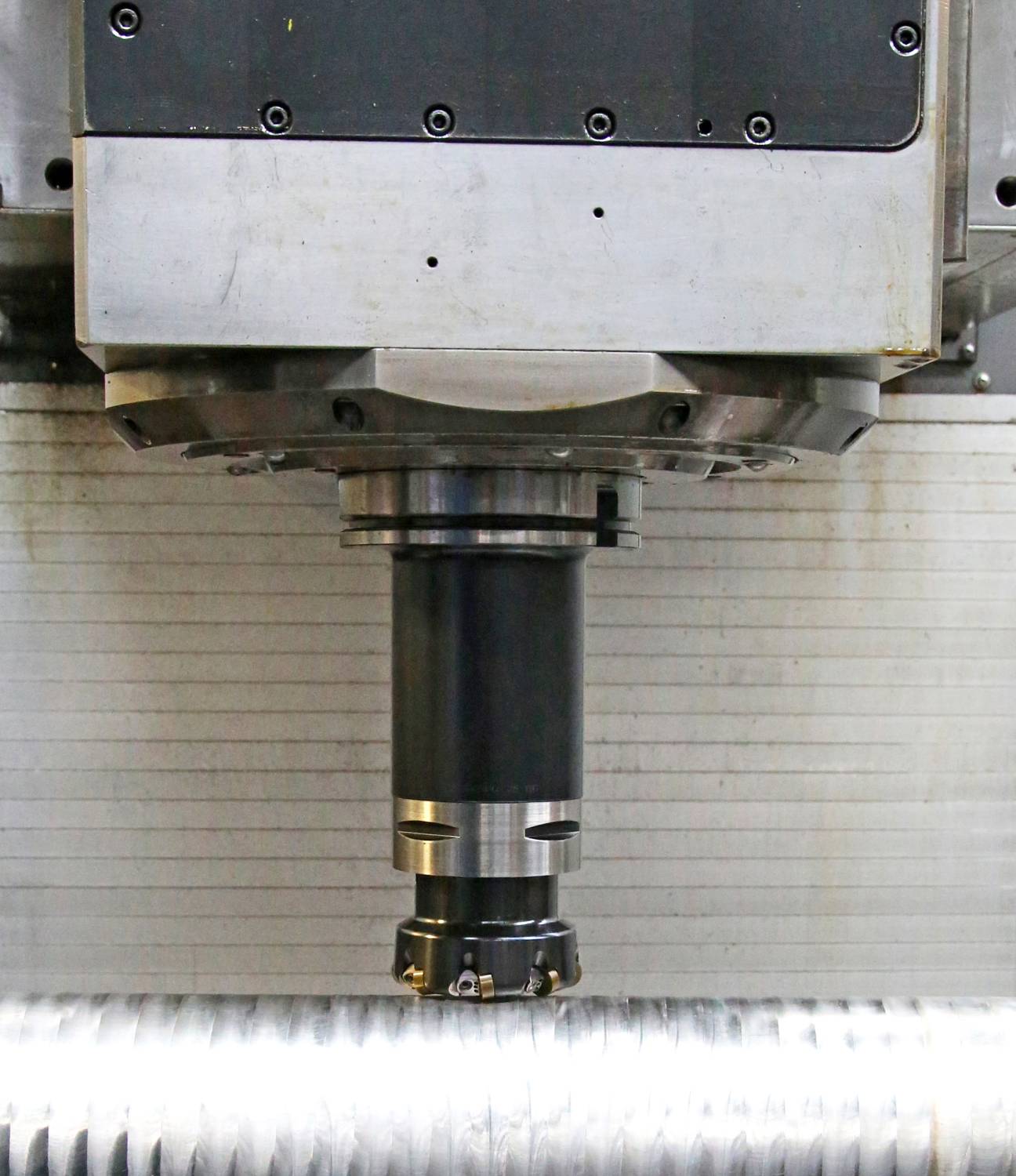
• 5. Wendeplattenfräser ø 80 mm der Mill 1-Baureihe zum Schlichten der Oberfläche.
Die Weingärtner Maschinenbau GmbH mit Sitz in Kirchham (OÖ) ist einer der führenden Hersteller im Bereich Werkzeugmaschinenbau und bietet vor allem für die Hochleistungszerspanung und Endbearbeitung von komplexen Wellen und schraubenförmigen Teilen eine breite Auswahl an modular konzipierten Maschinen an.
Hinsichtlich der Fertigung und Montage für Industrieanlagen ist Weingärtner weltweit als kompetenter und zuverlässiger Partner bekannt. Was Werkzeugmaschinen betrifft, ist es den Oberösterreichern aufgrund der langjährigen Erfahrung gelungen, das Wirbeln als das wirtschaftlichste Verfahren für die Fertigung auch komplexer Extrusions- und Spritzgussschnecken zur Serienreife zu bringen. „Der Erfolg der Maschinen für die Fertigung von Rotoren für Exzenterschneckenpumpen und -motoren sowie des Dreh-Fräszentrums mpmc bestätigt Weingärtners führende Position im Bereich Werkzeugmaschinen am Weltmarkt“, betont Andreas Weingärtner, Geschäftsführer der Weingärtner Maschinenbau GmbH.
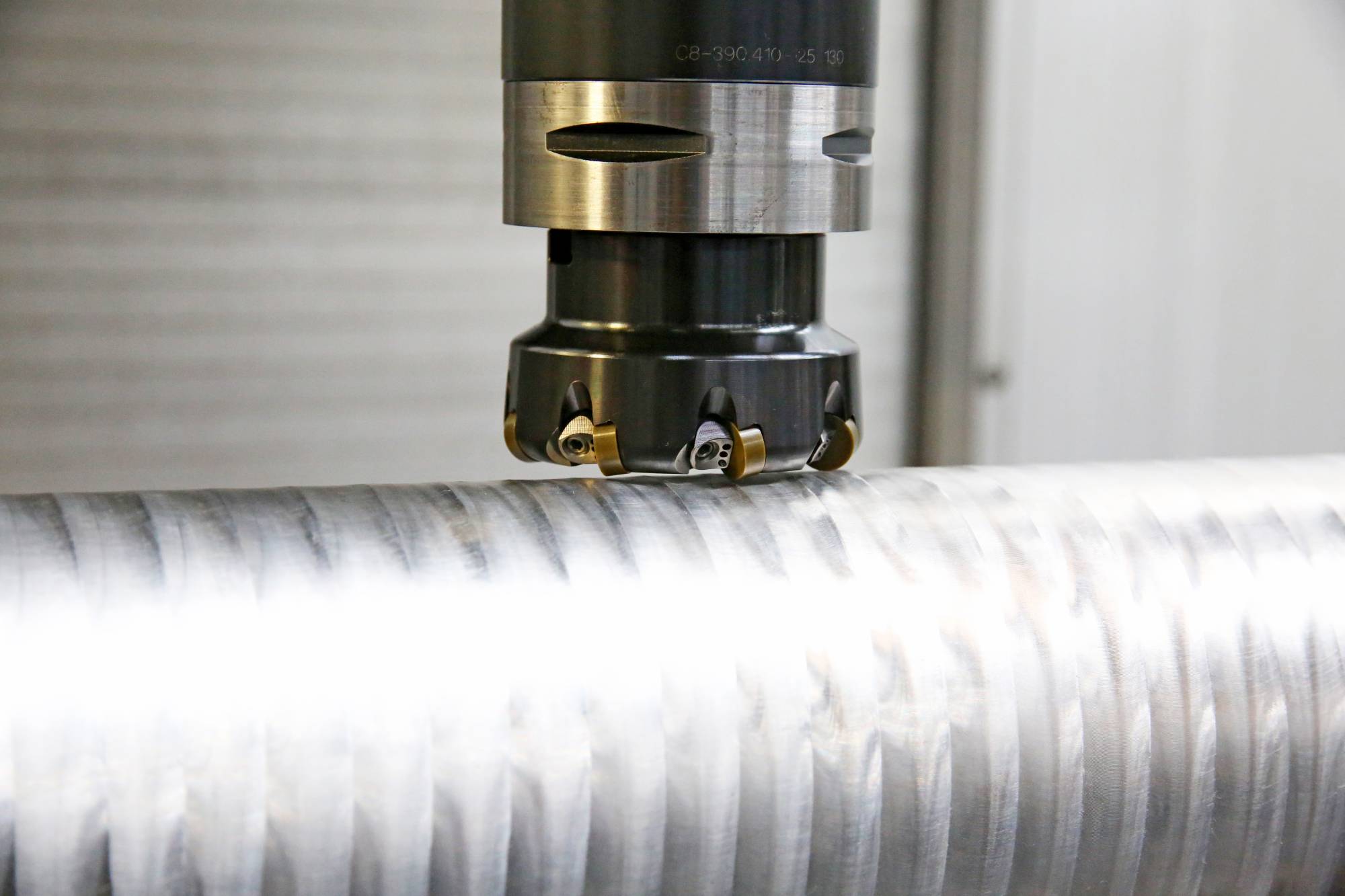
Die Schlüsselbearbeitung des Bauteils aus Iconell 718 ist sicherlich das Schruppen der Außenkontur. Dies wird im Dreh-Fräsverfahren mit einem speziellen Keramikfräser von Kennametal durchgeführt. (Anm.: der gesamte Bauteil darf nicht gezeigt werden.)
Shortcut
Aufgabenstellung: Prozesssichere Bearbeitung von Flugzeugbauteilen.
Material: Inconel 718.
Lösung: Keramikfräser von Kennametal.
Nutzen: Erfüllung der Kundenvorgaben in puncto Prozesssicherheit, Bearbeitungszeit, Oberflächengüte sowie Toleranzen.
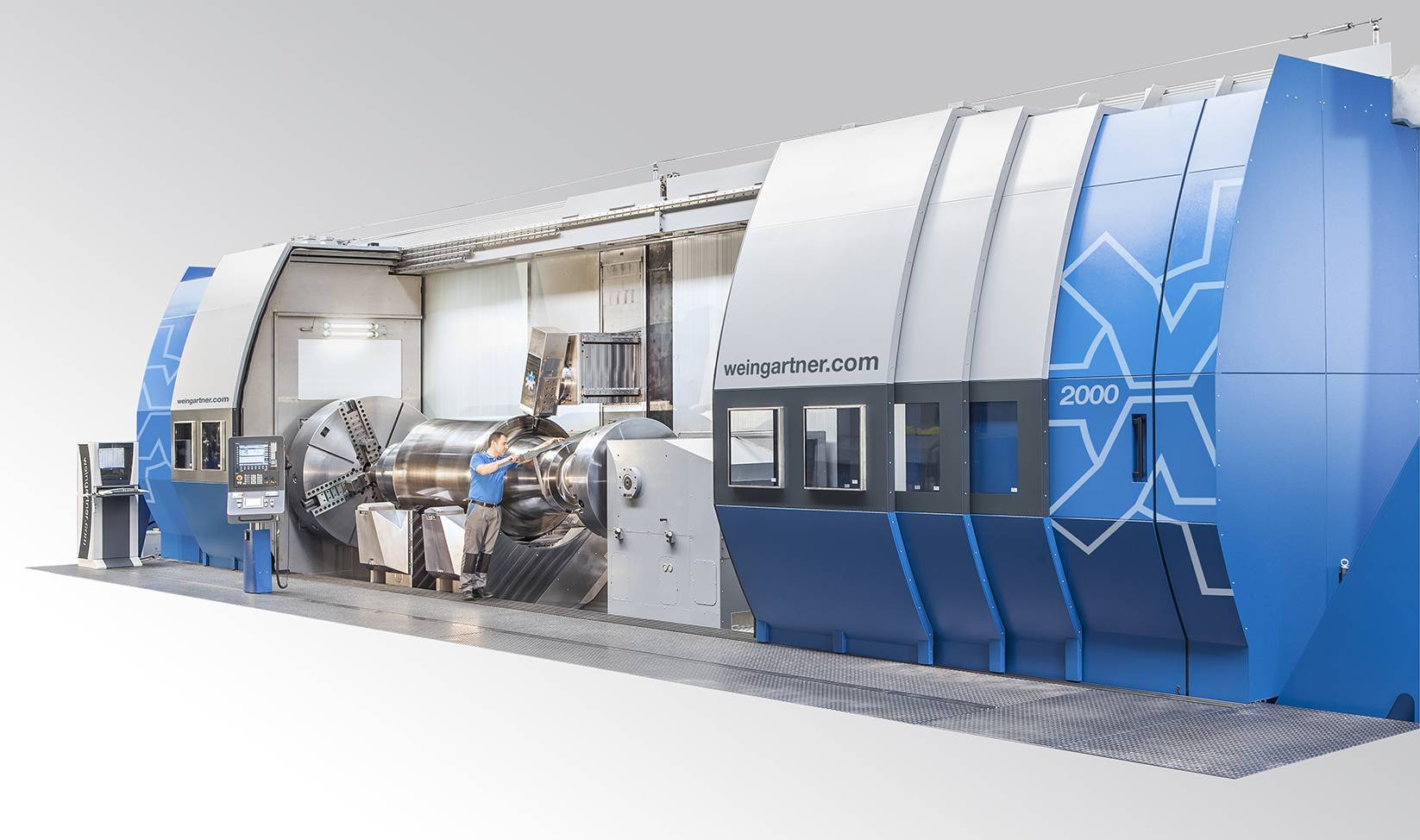
Hochstabile Dreh-Fräszentren
„Für die Fertigung von komplexen und hochpräzisen Teilen bieten wir mit dem flexiblen Dreh-Fräszentrum mpmc (multi product machining center) eine sehr wirtschaftliche und hochstabile Werkzeugmaschine an“, ergänzt Mag. Werner Pommer, Area Sales Manager bei Weingärtner Maschinenbau. Diese kundenspezifisch gebauten Bearbeitungszentren sind weltweit im Einsatz. „Werkstücke wie Generatorwellen, Spritzgusszylinder, Kurbelwellen, Landebeine, Gas- und Dampfturbinenwellen, Großkompressorwellen, Druckereiwalzen, Stahlwerkswalzen und viele andere große Dreh-/Frästeile können auf unseren Spezialmaschinen in wirtschaftlichster Weise komplett gefertigt werden“, beschreibt Pommer deren Einsatzgebiet.
Die mpmc-Baureihe ist in verschiedenen Größen erhältlich. „Begonnen mit der 600er Serie, bis hinauf zur 2000er Serie, ist je nach Modell ein maximaler Dreh-/Fräsdurchmesser von 2.000 mm und eine maximale Bearbeitungslänge von 20 m möglich“, so der Zerspanungsexperte weiter. Aufgrund der stabilen Bauweise und der leistungsstarken Bearbeitungseinheiten können diese Maschinen Werkstücke bis zu 80 Tonnen Gewicht mit äußerster Präzision bearbeiten. Alle Maschinen haben ein flexibles Pick-up-System und vielfältige Ablagemöglichkeiten, welche einen schnellen und einfachen Austausch von vielen bearbeitungsspezifischen Einheiten ermöglichen. Neben dem kombinierten Dreh-Fräskopf stehen noch weitere, vollautomatisch einwechselbare Einheiten zur Verfügung. „Somit werden alle mechanischen Bearbeitungsarten unterstützt, um ein Werkstück vollständig in einer Aufspannung fertigen zu können. Sowohl Fräsleistung als auch Fräsdynamik können so je nach Bearbeitungsstrategie optimiert werden“, beschriebt Pommer weitere Vorteile der durchdachten Bauweise. Ebenso hebt Werner Pommer die äußerst stabile Bauweise der mpmc-Bearbeitungszentren hervor, aufgrund dessen man sich am Markt definitiv von vielen Mitbewerbern abheben kann. „Das Gewicht einer Werkzeugmaschine ist ein sehr guter Indikator für Stabilität. Und hier bieten wir oft die doppelte Masse wie andere, vergleichbare Maschinen am Markt – in Kombination mit einer sehr guten Dämpfung ist das ein klares Alleinstellungsmerkmal.“

Mag. Werner Pommer
Area Sales Manager bei Weingärtner Maschinenbau
„Wir schätzen die professionelle Zusammenarbeit mit Kennametal sehr und konnten auch vom Know-how in der Bearbeitung von Inconel definitiv profitieren.“
Einstieg in den Aerospace-Bereich
Etwas überraschend bekam Werner Pommer zu Beginn dieses Jahres eine Anfrage aus dem Bereich Aerospace, da sich ein Flugzeugzulieferer intensiv für ein mpmc-Bearbeitungszentrum interessierte. „Überraschend deswegen, da Flugzeugteile ja grundsätzlich sehr leicht sind und daher auch nicht typisch für unsere Bearbeitungsmöglichkeiten. Noch dazu hatten wir in dieser Branche bis dato keine Referenzen“, erklärt Pommer. Warum sich der Zulieferer von Trieb- und Tragwerksteilen (Anm.: der Name darf an dieser Stelle nicht genannt werden) genau für eine mpmc interessierte, lag vor allem an drei Faktoren: Technologie, Stabilität und Dynamik.
Angefragt wurde ein Bauteil aus Inconel 718, ein typischer Werkstoff, den die Flugzeugindustrie verwendet. Der rohrähnliche Serienteil mit einer Länge von ca. 1,7 m (Anm.: auch dieser darf aufgrund von Geheimhaltungserklärungen nicht näher definiert werden) sollte in möglichst wenigen Aufspannungen unter höchsten Genauigkeitsvorgaben im Dreh-Fräsverfahren hergestellt werden. „Die Auslegung der mpmc war relativ klar: Mit einer Drehlänge von 3.000 mm, einer baugleichen Haupt- und Gegenspindel, einem dynamischen Fräskopf mit 14.000 min-1, einer in der Mitte stehenden Lynette mit Prismenaufnahmen konnten wir das Bauteil in nur einer Aufspannung mit den Verfahren Dreh-Fräsen, Bohren und Fräsen und finalem Schlichten komplett bearbeiten“, erläutert Pommer.
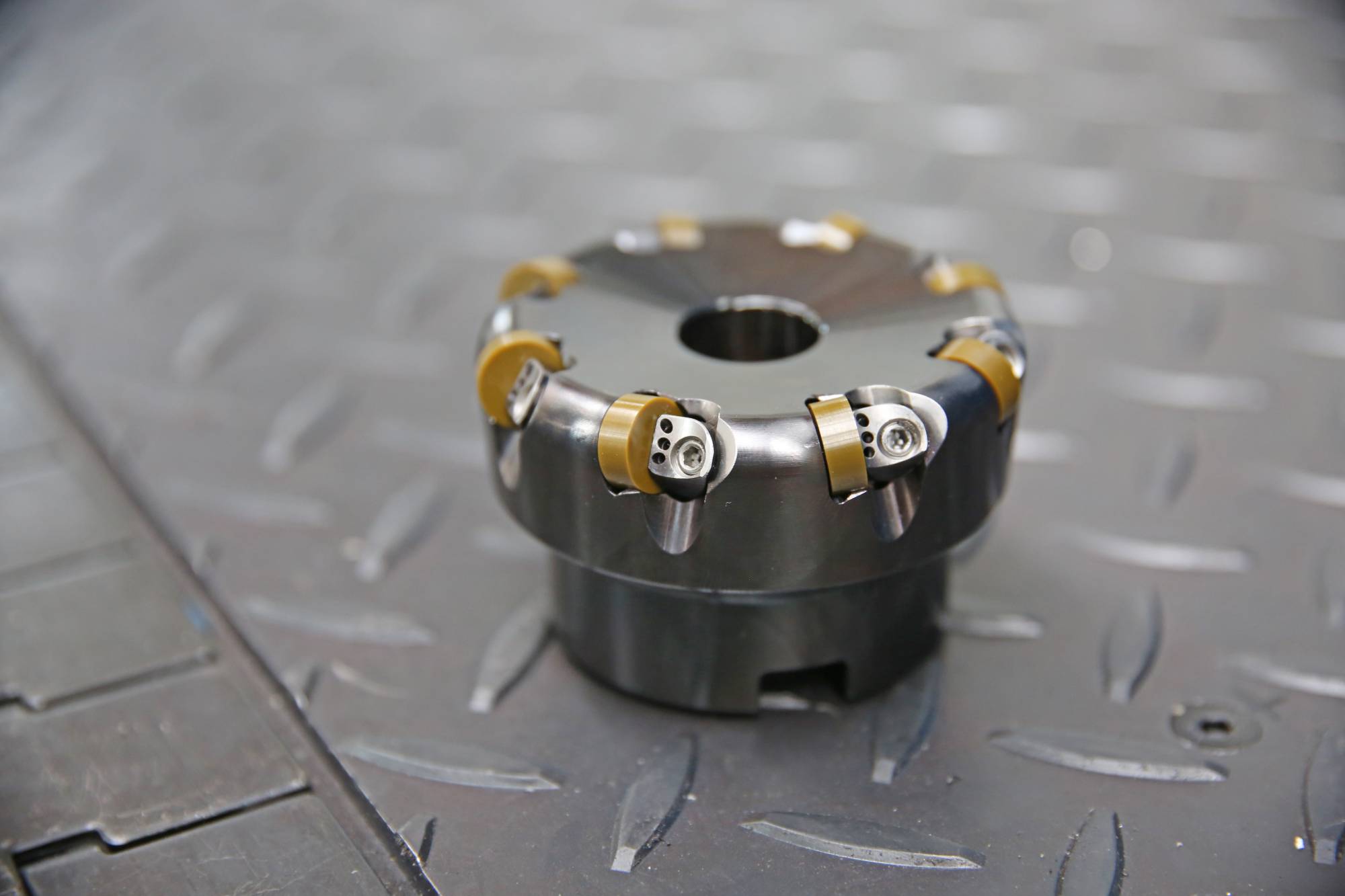
Gut zu sehen ist die spezielle Anordnung der Kühlungskanäle beim Keramikfräser durch die Spannkeile, die für eine sehr gute Kühlung der Schneide sorgt.

Der Wendeplattenbohrer Drill Fix DFT mit ø 40 mm und 4xD ist mit KCU40 Wendeplatten bestückt. Die positive Spanformgeometrie ermöglicht auch unter instabilen Bearbeitungsbedingungen hohe Vorschübe.

Gerald Löschenkohl
Vertriebstechniker Kennametal Österreich
„Weingärtner Maschinenbau ist für uns ein sehr interessanter Kunde, da man einerseits immer offene Türen für Vorschläge hat und andererseits technologisch auf höchstem Niveau agiert.“
Passender Werkzeugpartner gesucht
Für die Optimierung der einzelnen Bearbeitungsschritte suchte Werner Pommer anschließend einen geeigneten Werkzeugpartner, der einerseits die richtige Erfahrung im Bereich Aerospace und entsprechendes Know-how in der Bearbeitung des schwer zu zerspanenden Werkstoffes mitbringt und andererseits sowohl hier in Kirchham als auch danach Vorort beim Endkunden einen reibungslosen Projektverlauf garantieren und die nötige Unterstützung bieten kann. „Da ich eine gewisse Marktkenntnis im Bereich von Zerspanungswerkzeugen habe, weiß ich um die Stärken der unterschiedlichen Werkzeughersteller Bescheid und konnte so eine gute Vorauswahl treffen“, so Pommer weiter. Sehr interessant war für ihn auch das Werkzeugprogramm von Kennametal. Unter anderem interessierte ihn ein Keramikfräser mit einer speziellen Kühlmittelzufuhr über die Spannkeile, die für eine sehr gute Kühlung der Wendeplatten sorgt. „Dies erschien mir gerade bei der Bearbeitung von Inconel als sehr vielversprechend.“
„Inconel 718 ist definitiv eine Herausforderung und ein sehr schwer zu zerspanendes Material. Inconel zählt zu den hochwarmfesten Werkstoffen und kommt in der Luft- und Raumfahrtindustrie, Automobilindustrie, Energietechnik und überall dort zum Einsatz, wo Bauteile bei hohen Temperaturen extremen Belastungen ausgesetzt sind“, erklärt Gerald Löschenkohl, Vertriebstechniker bei Kennametal und sein Kollege Florian Grabmair, Anwendungstechniker, ergänzt: „Die guten Eigenschaften in der Anwendung machen sich aber als schlechte Eigenschaften bei der Zerspanung bemerkbar, die sich in einer raschen Abnützung der Schneide widerspiegeln. Grund für den schnellen Verschleiß ist die hohe Temperaturbelastung der Schneide aufgrund der schlechten Wärmeleitfähigkeit des Materials sowie die Neigung zur Kaltverfestigung, was sehr schnell zu Kerbverschleiß an der Schneidkante auf Höhe des Spanabflusses führt.“
In den ersten Gesprächen zwischen Weingärtner und Kennametal stellten beide Seiten sehr rasch fest, dass eine Zusammenarbeit bei diesem speziellen Projekt sehr vielversprechend sei. Was folgte, war eine gemeinsame Arbeit über einen Zeitraum von mehreren Monaten, wo man auch auf das Know-how von der eigenen Aerospace-Abteilung von Kennametal in Fürth (D) unter der Leitung von Alex Fräse (Anm.: Nomen est omen ;)) zurückgreifen konnte.

Die fünfschneidigen VHM-Fräser werden zum Schruppen und Schlichten der Laschen und Bohrungen eingesetzt.

Florian Grabmair
Anwendungstechniker Kennametal Österreich
„Die Bearbeitung von Inconel 718 ist sehr herausfordernd. Aufgrund der schlechten Wärmeleitfähigkeit des Materials entsteht eine hohe Temperaturbelastung der Schneide sowie die Neigung zur Kaltverfestigung. Um hier den Zerspanungsprozess möglichst produktiv gestalten zu können, sind optimierte Werkzeuge, Schneidstoffe und Beschichtungen nötig.“
Fünf Werkzeuge im Einsatz
Für die optimale Bearbeitung wurden schließlich fünf verschiedene Werkzeuge, alle auf die speziellen Eigenschaften von Inconel 718 optimiert, ausgewählt. Der oben bereits erwähnte Keramikfräser mit einem Durchmesser von 80 mm sorgt für hochproduktives Dreh-Fräsen der Außenkontur des Rohres. „Aufgrund der speziellen Kühlung der Schneide (in diesem Fall mit Luftgemisch) durch die Spannkeile können wir sehr hohe Schnittwerte und höchste Prozesssicherheit bei der Schruppbearbeitung garantieren“, so Grabmair. Des Weiteren ist ein Wendeplattenbohrer ø 40 mm zum Bohren der Laschen sowie jeweils ein 5-schneidiger VHM-Fräser ø 20 mm zum Schruppen der Bohrungen und ein VHM-Fräser ø 25 mm zum Schlichten der Bohrungen und der Lasche im Einsatz. Zuletzt sorgt ein Wendeplattenfräser ø 80 mm zum Schlichten des Rohres für die geforderte Oberflächengüte.
Die Kundenvorgaben in puncto Prozesssicherheit, Bearbeitungszeit, Oberflächengüte sowie die Toleranzen über die gesamte Bauteillänge von 1,7 m konnten mit den im Projektverlauf optimierten Zerspanungsparametern allesamt erfüllt und teilweise übertroffen werden. Die Eingriffszeit beträgt rund drei Stunden und es werden rund 60 Prozent des Materials abgetragen. „Bei rund 2.000 Bauteilen pro Jahr ist das eine beachtliche Zerspanungsleistung, wenn man insbesondere das Material und auch die nicht so einfache Spannsituation berücksichtigt“, sind sich alle Projektbeteiligten einig.



Zufrieden mit dem Ergebnis der Zusammenarbeit (v.l.n.r.): Gerald Löschenkohl, Mag. Werner Pommer und Florian Grabmair.

Alex Fräse
Produktmanager Aerospace bei Kennametal Europe
„Im Projekt mit Weingärtner war die besondere Herausforderung die Reduzierung der Zerspanungszeit bei gleichzeitig niedrigen Wirkungskräften am Bauteil. Deshalb haben wir uns für die Verwendung von Keramik-Fräsen mit positiven Wendeplatten und Sonderkühlung entschieden.“
Türen geöffnet
Auch der Flugzeugzulieferer ist mit der Umsetzung des Projektes sehr zufrieden, was sich in der Bestellung weiterer mpmc-Bearbeitungszentren wiederspiegelt. „Durch die Kombination von einem sehr stabilen und trotzdem dynamischen Maschinenkonzept sowie einer wirtschaftlichen Bearbeitungsstrategie mit optimierten Werkzeugen von Kennametal konnten wir den Auftrag positiv abschließen und nicht nur einen neuen Kunden gewinnen, sondern auch die Tür im Bereich Aerospace kräftig öffnen“, zeigt sich Werner Pommer abschließend sehr zufrieden.


Infos zum Anwender
Die Weingärtner Maschinenbau GmbH mit Sitz in Kirchham (OÖ) hat sich auf die Fertigung von Sonder-Werkzeugmaschinen für Energie, Kunststoff, Luftfahrt und Schwerzerspanung spezialisiert. Rund 200 Mitarbeiter produzieren mit höchster Fertigungstiefe individuell auf die jeweilige Anforderung zugeschnittene Bearbeitungszentren. Für die Fertigung von komplexen und hochpräzisen Teilen bis 80 Tonnen Gewicht bietet man mit dem Dreh-Fräszentrum mpmc eine sehr wirtschaftliche und hochstabile Werkzeugmaschine an.
Teilen: · · Zur Merkliste