anwenderreportage
Gressel R-C2: (Er)greifend produktiver fräsen
Kombiniertes Robotermodul R-C2 automatisiert die Bearbeitung von Frästeilen: Mit der Leistungsbeschreibung „Lohnfertigung für den Werkzeug- und Vorrichtungsbau, den Sondermaschinenbau und die Automatisierungstechnik sowie von Serienteilen“ wäre der Geschäftszweck des mittelständischen Unternehmens Stanztech Fertigungskompetenz aus Höchst in Vorarlberg eigentlich bereits umfassend dargestellt. Jedoch steckt hinter dem 24 Fachkräfte zählenden Betrieb in der Praxis tatsächlich wesentlich mehr. Um die Einzel- und Serienfertigung noch effizienter zu gestalten, wurde in ein neues 5-Achs-Bearbeitungszentrum sowie ein Werkstückspeichersystem mit Roboterbeschickung investiert. Teil dieser Systemlösung ist das kombinierte Robotermodul R-C2 von Gressel, mit welchem man die Bearbeitung von Frästeilen automatisiert.
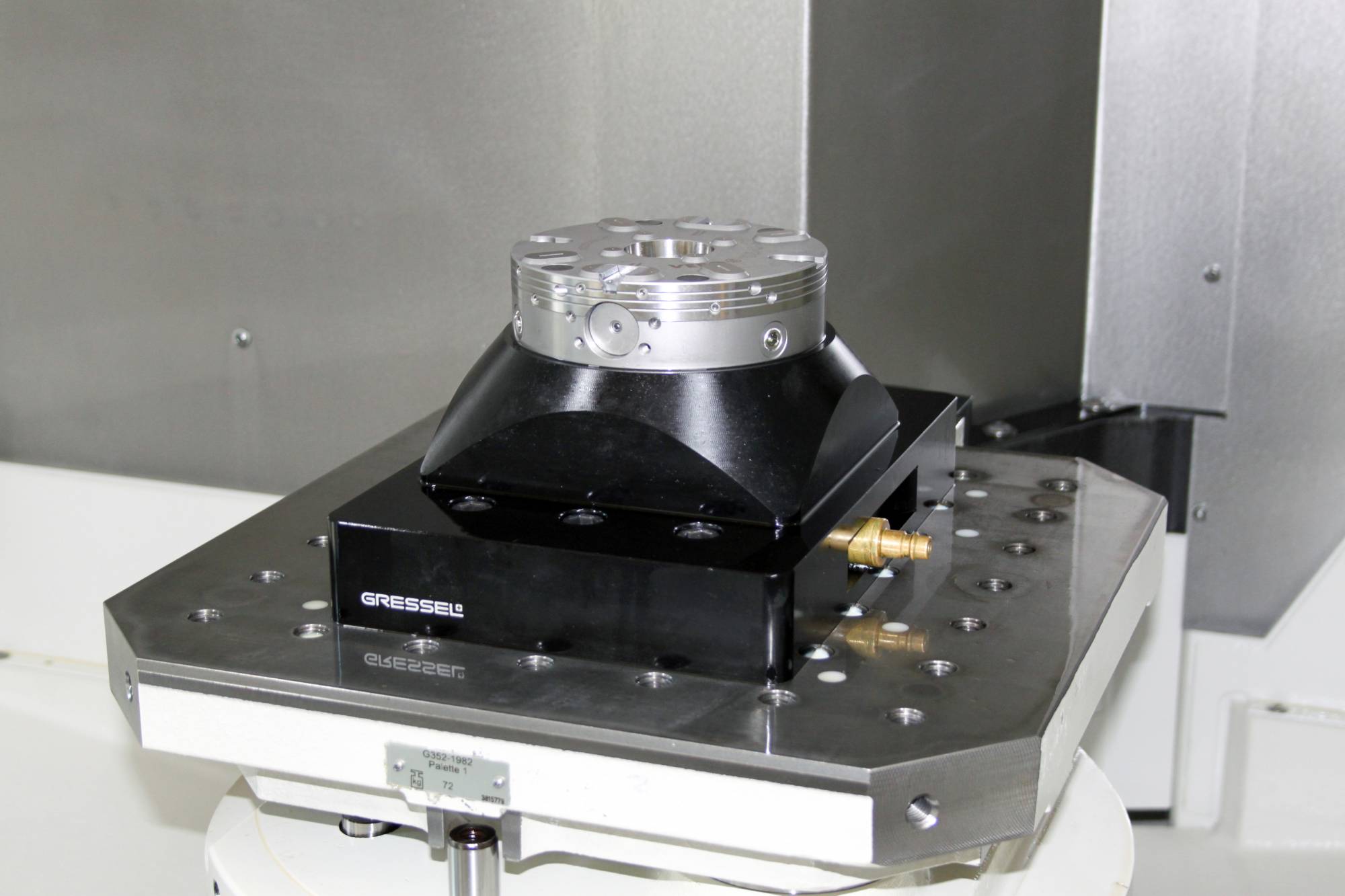
Der Arbeitsraum des neuen 5-Achs-BAZ mit dem Nullpunktspannsystem VERO-S NSE-A3 (auf Konsole) zur Aufnahme der mittels Roboter und Robotermodul R-C2 beförderten Zentrischspanner C2-R mit eingespanntem Werkstück.
Shortcut
Aufgabenstellung: Effizientere Einzel- und Serienfertigung.
Lösung: Systemlösung, bestehend aus 5-Achs-BAZ, Roboter mit Werkstückspeicher und kombinierter Greif- und Spanntechnik R-C2 von Gressel.
Nutzen: Hochautomatisierte Teilefertigung.
Die im Jahr 1997 von Peter Humpeler im Zuge einer Betriebsübernahme gegründete Einzelfirma hat sich zügig vom reinen Lohnfertiger zum gefragten Zulieferer von rotativen und kubischen Präzisionsteilen sowie zum Hersteller von Komplettwerkzeugen entwickelt. Zu den Kunden zählen heute europaweit Automotive-Zulieferer, Maschinen- und Sondermaschinenbauer, Medizintechnik-Hersteller, Produktionsbetriebe und eben auch Werkzeug- und Vorrichtungsbauer.
Mit dem Zusatz „Fertigungskompetenz“ im Firmennamen wird zudem klargestellt, dass es hier nicht mit der präzisen Dreh- und Fräsbearbeitung getan ist, sondern dass mit der konsequenten Ergänzung des Maschinenparks um Rund-, Innen-, Flach- und Koordinaten-Schleifen, Senk- und Drahterodieren, Säge- und Trennmaschinen, Poliertechnik und nicht zuletzt Messtechnik im eigenen Haus ein Portfolio vorhanden ist, das sämtliche für einen Komplettfertiger relevanten Technologien abdeckt. Zertifiziert nach EN ISO 9001:2015 bildet Stanztech auch als „Ausgezeichneter Lehrbetrieb“ aktuell fünf junge Menschen zu Zerspanungstechnikern aus, womit der Kompetenz- und Know-how-Nachschub in Eigenregie gesichert ist.

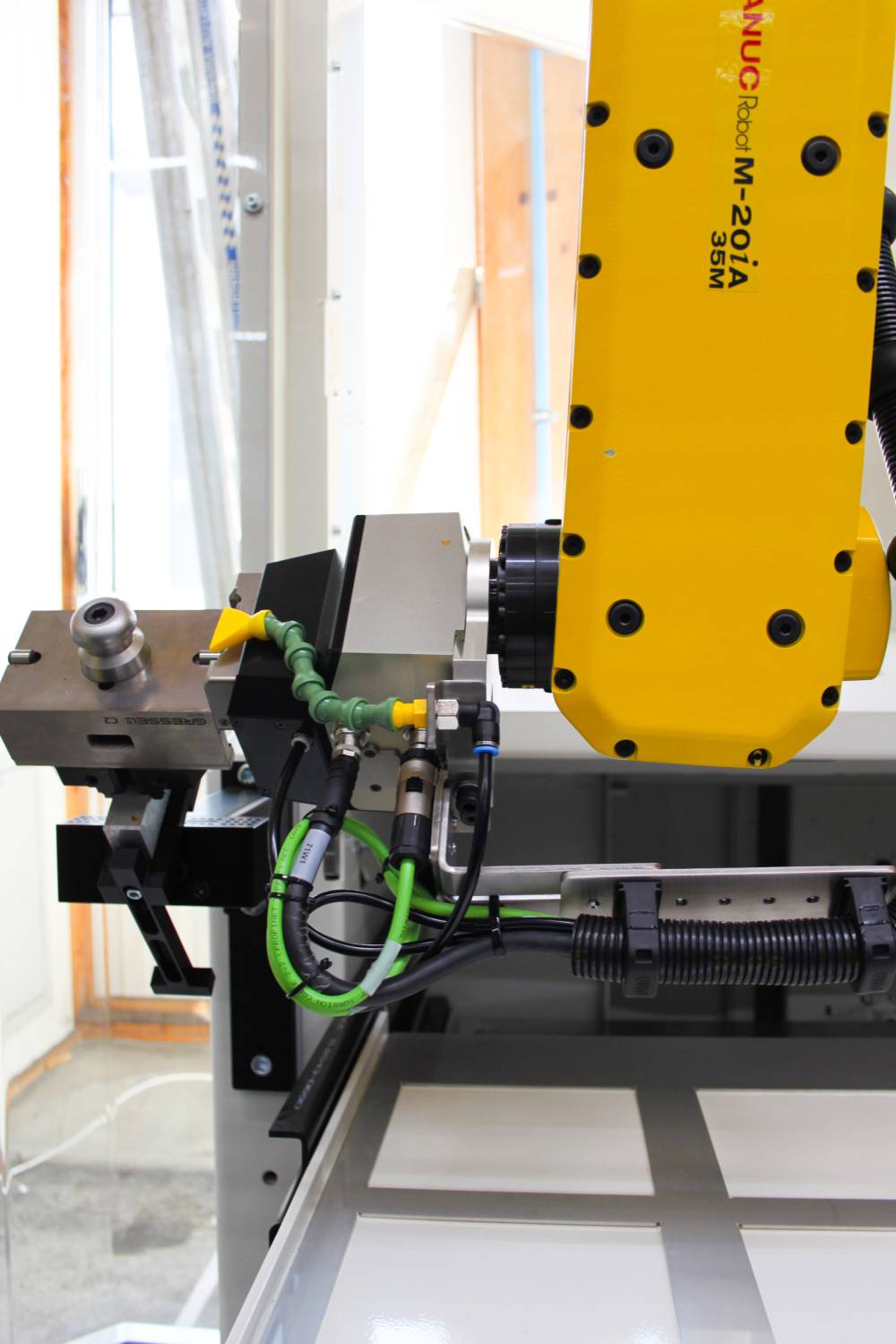
Gesamtansicht des Werkstück-Speichers XCellerate mit Fanuc-Roboter: Oben ist der Ablageplatz für die verschiedenen Zentrischspanner angeordnet, mittig sind die drei mit Nestern versehenen Tablare zum Magazinieren von diversen gleichen oder verschieden großen Werkstücken zu sehen, und links befindet sich die Ausricht- und Positionierstation.

Wayne Humpeler
Geschäftsführer von Stanztech
„Um wirtschaftlicher arbeiten zu können, sind wir in die hochautomatisierte Teilefertigung eingestiegen. Dafür haben wir in ein neues 5-Achs-Bearbeitungszentrum sowie ein Werkstückspeichersystem mit Roboterbeschickung investiert.“
5-Achs-Bearbeitung und Automatisierung
Basierend auf der schon lange Zeit praktizierten 4-Achs-Bearbeitung, wurde im Jahr 2015 der Einstieg in die 5-Achs-Komplett-/Simultanbearbeitung vollzogen, um den Kunden seither Fertigungstechnik State of the Art bieten zu können. „Einerseits haben wir permanent in neue Technologien und Maschinen sowie in das Fachpersonal investiert. Andererseits liegt unser Augenmerk sehr stark auf Transparenz, bezogen auf Toleranzvorgaben und Daten-Übersichtlichkeit, weshalb wir am liebsten auf der Grundlage von Zeichnungen im pdf-Format, Step-, DXF-Files und 3D-Modellen mit Farbcodes arbeiten. Das mag zwar nach old school klingen, geht aber im täglichen, praktischen Betrieb weit darüber hinaus, indem wir termingerecht und messbar präzise Qualitätsteile liefern“, geht der Sohn des Gründers und heute einer der drei Geschäftsführer, Wayne Humpeler, ins Detail. „Um wirtschaftlicher arbeiten zu können, sind wir vor kurzem in die hochautomatisierte Teilefertigung eingestiegen. Dafür haben wir in ein neues 5-Achs-Bearbeitungszentrum sowie ein Werkstückspeichersystem mit Roboterbeschickung investiert.“
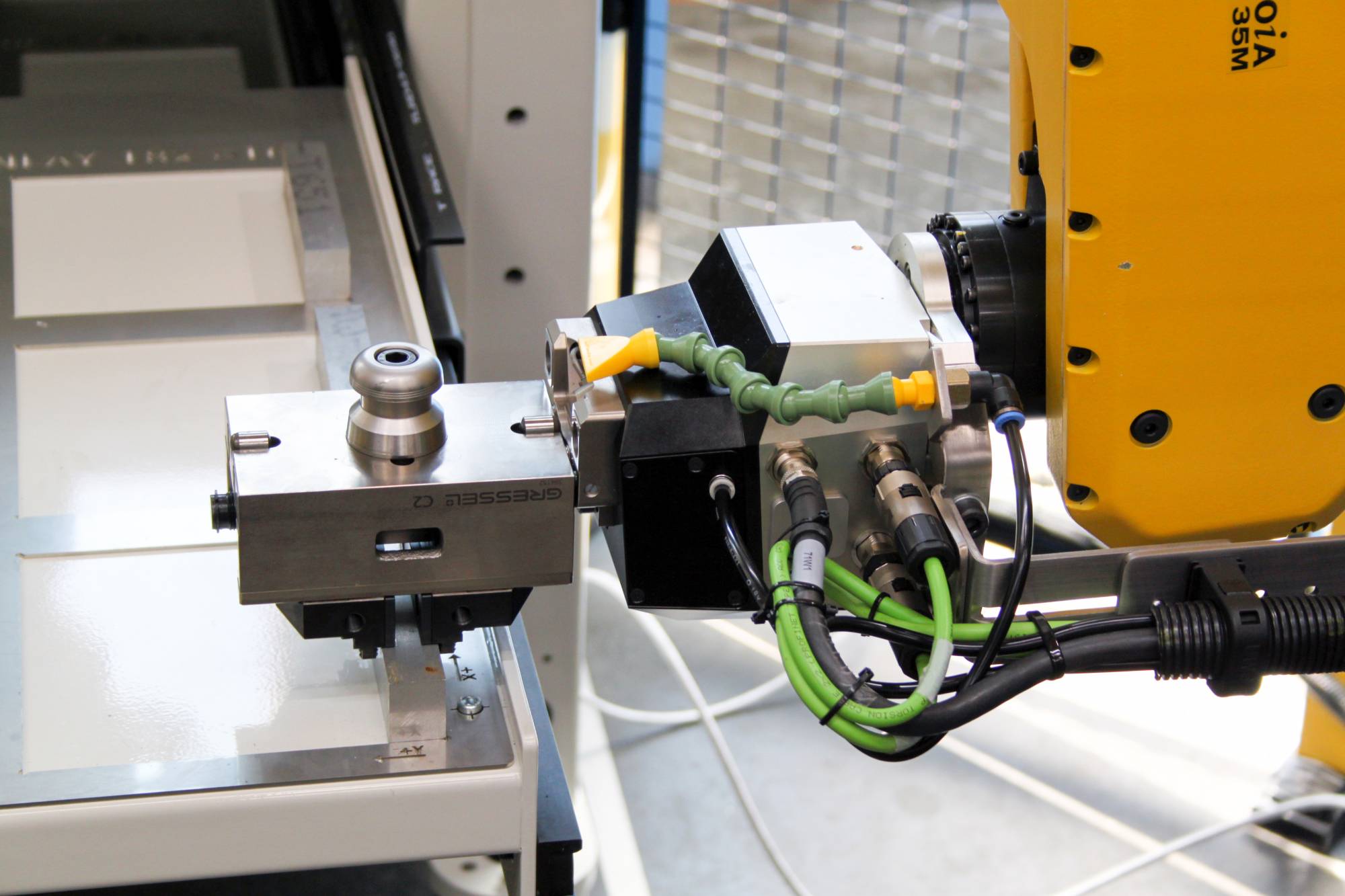
Im Zuge der Evaluation für das neue Fertigungssystem favorisierten Wayne Humpeler und seine verantwortlichen Mitarbeiter zunächst eine Automatisierungslösung auf Basis eines Rundspeichers, traten aber anlässlich einer Fachmesse in Kontakt mit dem Schweizer Spezialisten für Werkstückspanntechnik und Produktionsautomatisierung, der Gressel AG. Dort bekamen sie das neue Robotermodul R-C2 zu Gesicht, das als kombiniertes, an einen Industrieroboter anzudockendes Kombisystem die Funktionen Greifen und Spannen in sich vereint. Die Idee, die dahinter steckt, nämlich nicht mehr für jedes im Magazin befindliche Werkstück einen eigenen Zentrischspanner beschaffen zu müssen, sondern im Werkstückmagazin auf Tablaren lediglich vorpositionierte Werkstücke mit dem kombinierten Greif- und Spannmodul per Roboter vollautomatisch zu handhaben, überzeugte auf Anhieb.
Rüstaufwand und Geld sparen
Somit fiel die Wahl auf die kombinierte Greif- und Spanntechnik R-C2 von Gressel sowie auf das Roboter-Werkstückspeichersystem XCellerate vom Gressel-Kooperationspartner Cellro. Hilfreich waren natürlich auch die zuvor mit Gressel-Werkstückspanntechnik gemachten guten Erfahrungen. Denn unter anderem ist das zuerst beschaffte 5-Achs-Bearbeitungszentrum mit dem Nullpunktspannsystem gredoc (auf Konsole), zwei Zentrischspannern C2 125 L160 und einer gredoc sechsfach-Platte sowie zwei Spannstöcken grepos 125 ausgerüstet.
„Um die Einzel- und Serienfertigung deutlich effizienter zu gestalten, wagte Stanztech den großen Schritt und entschied sich für die Systemlösung, bestehend aus 5-Achs-BAZ, Roboter mit Werkstückspeicher und kombinierter Greif- und Spanntechnik zum Werkstückhandling. Dafür statteten wir das BAZ mit zwei Nullpunktspannsystemen auf Konsole zur Aufnahme von Zentrischspannern C2 80 L-130-R und C2 125 L-160-R und den Fanuc-Roboter mit einer Adapterplatte sowie dem Robotermodul R-C2 aus. Je nach Größe und Bearbeitungsstrategie des Werkstücks kommen dann die verschiedenen im oberen Teil des Werkstückspeichers abgelegten Zentrischspanner C2 zum Einsatz“, erklärt Andreas Brunhofer, Produktspezialist Automation bei Gressel.
Der mit dem Robotermodul R-C2 versehene Roboter holt sich zunächst den benötigten Zentrischspanner, verfährt damit auf das Werkstücktablar zum Abholen des Rohteils, von dort wiederum zum Ausrichten des Rohteils in eine Zentrierstation, um dann das im Zentrischspanner präzise positionierte und gespannte Werkstück als Einheit in den Arbeitsraum des BAZ zu befördern und auf dem Nullpunktspannsystem abzusetzen. Nach der Bearbeitung holt der Roboter die Einheit wieder ab, setzt das fertige Werkstück auf dem Tablar des Werkstückspeichers ab und holt sich das nächste Rohteil – und das, bis auf die Entnahme der fertigen oder teilbearbeiteten Bauteile und der Neubestückung mit Rohteilen, ohne jegliches manuelles Zutun.

Abkoppeln und Aufsetzen des Zentrischspanners in das Nullpunktspannsystem auf dem Maschinentisch.

Andreas Brunhofer (links), Produktspezialist Automation bei Gressel, und Wayne Humpeler, Geschäftsführer von Stanztech, vor dem Arbeitsraum des BAZ.

Infos zum Anwender
Stanztech ist ein Familienbetrieb in zweiter Generation. Das mittelständische Unternehmen wurde 1997 von Peter Humpeler gegründet und hat sich zügig vom reinen Lohnfertiger zum gefragten Zulieferer von rotativen und kubischen Präzisionsteilen sowie zum Hersteller von Komplettwerkzeugen entwickelt. Zu den Kunden zählen heute europaweit Automotive-Zulieferer, Maschinen- und Sondermaschinenbauer, Medizintechnik-Hersteller, Produktionsbetriebe und auch Werkzeug- und Vorrichtungsbauer.
Von 0 auf 100 im automatisierten Werkstückhandling
Wayne Humpeler und seine Mitarbeiter zeigen sich sehr angetan von dieser praktikablen Komplettlösung, mit der sie die Einzel- und Serienteilfertigung bei Stanztech in eine neue Dimension überführt sehen. „Das war und ist eine runde Sache, angefangen von der sehr guten Beratung über die problemlose Installation bis hin zur reibungslosen Inbetriebnahme mit Schulung. Wir sehen uns aktuell und für die Zukunft sehr gut gerüstet. Wir verfügen jetzt über die Kapazitäten, die unsere Kunden von uns einfordern. Unser gut ausgebildetes Personal ist hoch motiviert und sieht das Automatisierungsprojekt als Benchmark für weitere Automatisierungsschritte an, die zugunsten unseres Dienstleistungsversprechens unweigerlich folgen werden“, so Humpeler abschließend.
Nicht unerwähnt bleiben sollte in diesem Zusammenhang, dass Stanztech zurzeit in einen neuen, deutlich vergrößerten Standort investiert, womit dem weiteren, aber pragmatisch-sorgsam bestimmten Wachstum ein adäquates Umfeld gegeben werden soll.
Teilen: · · Zur Merkliste