anwenderreportage
Schunk Rota THW 400: Wenn alles zusammen passt
Ausgeklügelte Spann- und Greiflösungen steigern Wer die Produktivitätspotenziale moderner Multitasking-Maschinen vollständig ausschöpfen will, braucht natürlich auch die passenden Werkzeuge und Spannmittel. Der weltgrößte Werkzeugmaschinenhersteller Trumpf hat eigens hierfür einen Wettbewerb unter den relevanten Spannmittelherstellern ausgeschrieben, in dem sich der Spezialist für Spanntechnik und Greifsysteme Schunk erfolgreich behauptet hat. Ein Besuch in Ditzingen zeigt, welche ausgeklügelten Spann- und Greiflösungen Trumpf heute nutzt und welche Synergieeffekte damit möglich waren.

Die Be- und Entladung übernimmt der Schunk UFG, der als Doppelgreifer ausgeführt und mit einem Backenschnellwechselsystem ausgestattet ist.

Roland Goehler
Gruppenleiter mechanische Fertigung bei Trumpf
„Rüstzeiten reduziert man am besten, indem man gar nicht rüstet, sprich das Futter immer auf der Maschine belässt.“
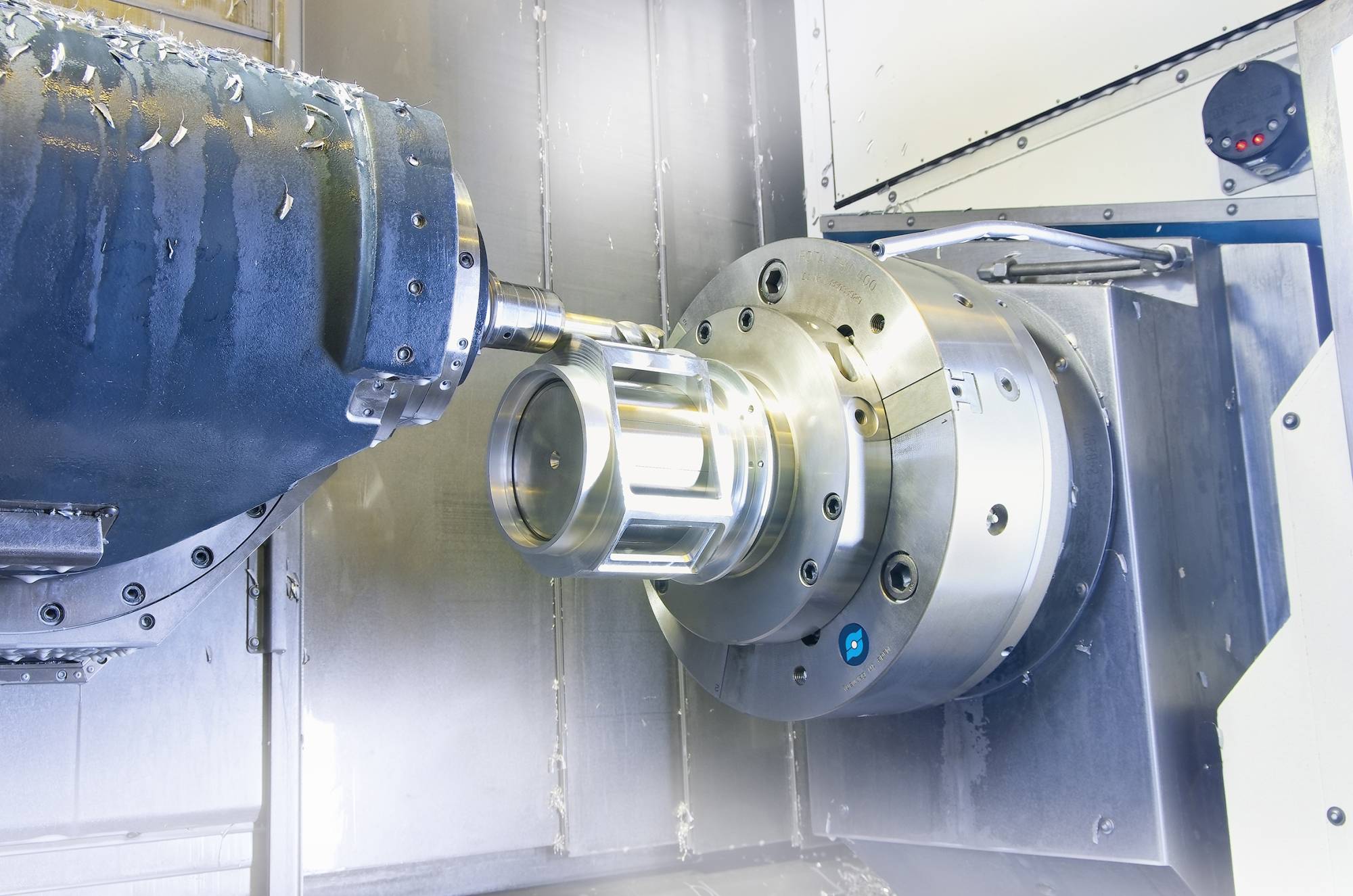
Trumpf hat stets das große Ganze im Blick: Die gesamte Unternehmens-, Prozess-, Produkt- und Gebäudearchitektur folgt, so scheint es, einem gemeinsamen genetischen Code, der in einer DNS aus Pioniergeist, Tatkraft, guten Ideen und gesundem Querdenken verschlüsselt ist. Wie in einem Organismus greifen bei dem weltweit größten Werkzeugmaschinen- und Laserhersteller sämtliche Prozesse ineinander. Zugleich strebt jede einzelne Zelle nach dem Optimum. Was das konkret bedeutet, zeigt die Investition in zwei hochmoderne Dreh-Fräszentren CTX gamma 2000 TC linear von DMG MORI. Denn damit ist eine voll automatisierte 6-Seiten-Komplettbearbeitung hochpräziser Komponenten in kleinen Stückzahlen bis Losgröße 1 möglich.
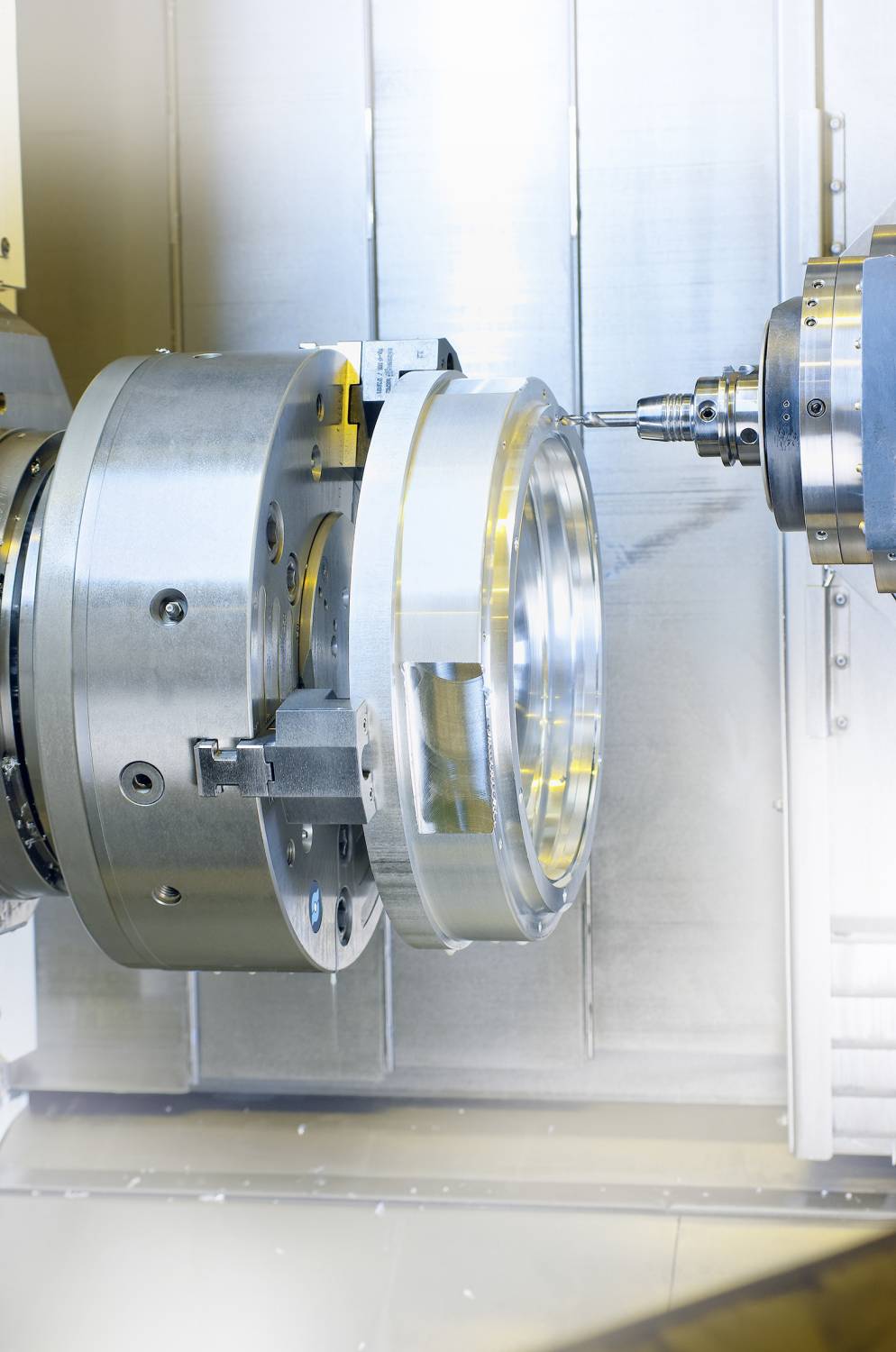
Beim Bohren, Reiben und für Bearbeitungen mit PKD-Werkzeugen nutzt Trumpf die hochpräzisen Schunk Hydro-Dehnspannfutter Tendo und Tendo E compact.

Ralf Weiglsberger
Key Account Manager bei Schunk
„Die größte Herausforderung bei dem Projekt war es, eine Lösung zu finden, die so universell ist, dass sie 90 % der Anwendungen abdeckt und zugleich die Möglichkeit für den Einsatz von Sonderspannmitteln bietet.“
100 unterschiedliche Typen als Ziel
In diffiziler Detailarbeit hat das Team um Roland Goehler, Gruppenleiter mechanische Fertigung bei Trumpf, gemeinsam mit Schunk ein maßgeschneidertes Spanntechnikkonzept entwickelt. Es ermöglicht bei Drehteilen und kubischen Teilen in einer Größe von 40 mm bis 440 mm kürzeste Rüstzeiten von zwei Minuten und eine exzellente Wechselgenauigkeit von bis zu 0,002 mm. Mithilfe der Hydrodehntechnik und deren dämpfenden Eigenschaften sind Werkstück-Oberflächengüten mit Rautiefen Rz < 0,001 mm erreichbar. Die Ergebnisse sind sowohl qualitativ als auch wirtschaftlich derart überzeugend, dass bislang fremd vergebene Aufträge reihenweise in die Eigenfertigung zurückgeholt wurden und nun auch neue optische Komponenten für die hochmodernen Trumpf Festkörperlaser effizient und mit maximaler Flexibilität in Eigenregie produziert werden. Über 40 Werkstücktypen können nun im fliegenden Wechsel auf den beiden Dreh-Fräszentren in zwei Aufspannungen komplett bearbeitet werden. Typische Drehteile sind ebenso dabei wie typische Fräs- und Dreh-Frästeile. Auf mittlere Sicht sind rund 100 unterschiedliche Typen geplant.
Dass das geplante Werkstückspektrum im Laufe des Projekts komplett umgekrempelt wurde, belegt die hohe Reife des Spanntechnikkonzepts. Noch während der Anlagenplanung hatte der grandiose Erfolg der neu entwickelten Trumpf Festkörperlaser und die damit verbundene Produktverschiebung ein radikales Umdenken erforderlich gemacht. Von heute auf morgen änderte sich das Teilespektrum von ursprünglich 200 mm bis 440 mm auf heute 40 mm bis 440 mm. Urplötzlich standen Roland Goehler und sein Team vor einer Herausforderung, die sie mit Bravour meisterten. Mehr noch: die Flexibilität der beiden Dreh-Fräszentren wurde aufgrund des veränderten Teilespektrums deutlich nach oben ausgebaut, ohne dass es zu Nachteilen bei Rüstzeiten, Präzision oder Wirtschaftlichkeit kam.
Heute verfügt die rotatorische Fertigung bei Trumpf über zwei hochmoderne Fertigungszentren, die in der Lage sind, ein enormes Teilespektrum in exzellenter Qualität bei maximaler Verfügbarkeit abzudecken. „Auf den Maschinen laufen unsere neuesten Entwicklungen für Festkörperlaser“, betont Roland Goehler. „Das versetzt uns in die Lage, umfangreiches Know-how aufzubauen und kontinuierlich weiterzuentwickeln – unabhängig davon, ob es sich um große oder um kleine Durchmesser handelt.“

Zwei hochmoderne Dreh-Fräszentren DMG CTX gamma 2000 linear ermöglichen bei Trumpf eine effiziente Fertigung anspruchsvollster Teile.


Infos zum Anwender
Das Hochtechnologieunternehmen Trumpf stellt Werkzeugmaschinen sowie Laser und Elektronik für industrielle Anwendungen her. Die Produkte kommen bei der Fertigung unterschiedlichster Erzeugnisse zum Einsatz, von Fahrzeugen und Gebäudetechnik über mobile Endgeräte bis hin zur modernen Energie- und Datenspeicherung.
Durchgängiges und flexibles Konzept
In einem gemeinsamen Workshop hatte Trumpf bei Projektbeginn alle relevanten Spannmittelhersteller an einen Tisch geholt, um die ursprünglich für die Maschinen vorgesehenen Werkstücke sowie die Anforderungen an den Prozess vorzustellen. Kubische Frästeile mit extrem dünner Wandung waren ebenso dabei wie dünnwandige Ringe oder Teile mit extremen Oberflächengüten. Angesichts der anspruchsvollen Werkstücke hatte Roland Goehler bereits vor vielen Jahren entschieden, dass bei Neuinvestitionen sowohl die Auswahl der Spannmittel und Werkzeuge als auch die Programmierung komplett in Eigenregie bei Trumpf erfolgt. „Die beiden Dreh-Fräszentren von DMG MORI wurden nun zu einem regelrechten Meisterstück“, so Goehler. Mit einem gleichermaßen durchgängigen wie flexiblen Konzept für die Werkstückspannung gelang es Schunk, den Wettbewerb für sich zu entscheiden und zugleich erhebliche Synergieeffekte bei der automatisierten Beladung und bei der Werkzeugspannung zu generieren.
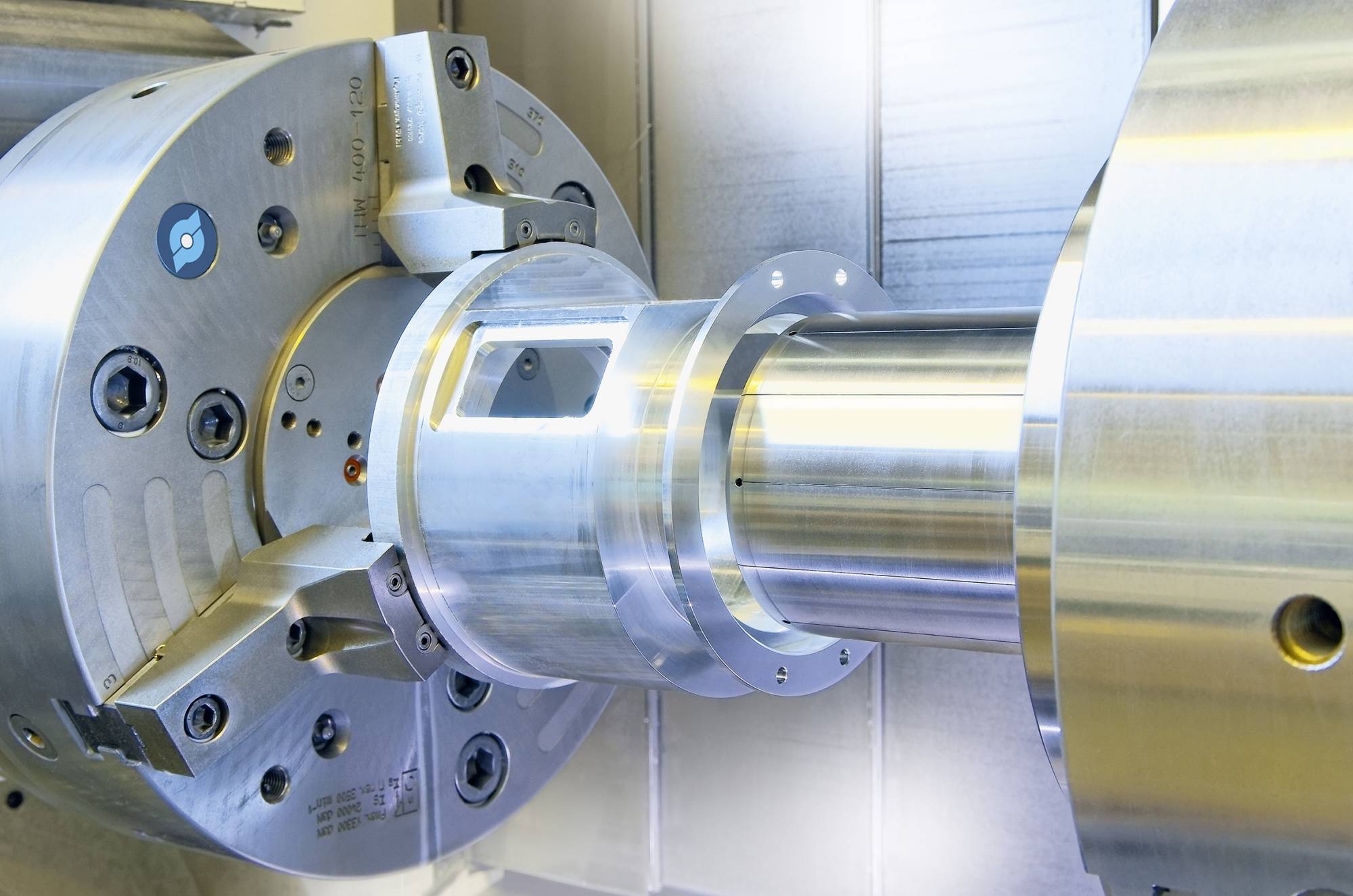
Sowohl die Haupt- als auch die Gegenspindeln beider Maschinen sind mit Schunk Kraftspannfuttern Rota THW 400 mit Backenschnellwechselsystem ausgestattet und verbleiben bei sämtlichen Bearbeitungen auf den Maschinen. Statt umständlich komplette Spannmittel umzurüsten, wird die erforderliche Flexibilität für die jeweiligen Teile primär über Sonderbacken erzielt. Diese lassen sich innerhalb von maximal zwei Minuten und ohne Ausdrehen von Spanneinsätzen mit einer Wiederholgenauigkeit von 0,02 bis 0,03 mm wechseln. Im Vergleich zum konventionellen Backenwechsel auf einem Kraftspannfutter mit Spitzverzahnung spart Trumpf heute mit Rota THW rund 90 % der Rüstzeit ein.

Schunk Hydro-Dehnspannmittel zentrieren die Teile automatisch und ermöglichen eine ausgleichende Spannung an mehreren Durchmessern. Nach der Bearbeitung werden die Präzisionsteile automatisch entnommen.
Hydro-Dehnspanntechnik meets Drehfutter
Für die Bearbeitung hochpräziser Teile wurde in die Durchgangsbohrung der Schunk Kraftspannfutter auf der Gegenspindel eine Kegel-Schnellwechselaufnahme eingeschliffen. Sie ermöglicht es, anwendungsspezifische Hydro-Dehnspannmittel oder mechanische Spannmittel in Sekundenschnelle unmittelbar auf dem Kraftspannfutter zu platzieren, wodurch die Rüstzeit der Maschine auf ein Minimum sinkt. „Die größte Herausforderung bei dem Projekt war es, eine Lösung zu finden, die so universell ist, dass sie 90 % der Anwendungen abdeckt und zugleich die Möglichkeit für den Einsatz von Sonderspannmitteln bietet“, erläutert Ralf Weiglsberger, Key Account Manager bei Schunk. „Es gibt lediglich zwei Aufspannungen, dann muss das Teil fertig sein und automatisiert entnommen werden.“
Das Keilstangen-Kraftspannfutter Rota THW war für diese Aufgabe geradezu prädestiniert. Es ist gezielt auf das hohe Prozesstempo, die Präzision und die Flexibilität moderner Multitasking-Maschinen abgestimmt. Aufgrund seiner exzellenten Backen-Wechselwiederholgenauigkeit lassen sich bei minimalem Rüstaufwand präzise Ergebnisse erzielen. Da es zudem sehr niedrig baut, bleibt jede Menge Platz in der Maschine. Die werkstückspezifisch entwickelten Schunk Hydro-Dehnspannlösungen wiederum werden unmittelbar auf die Kraftspannfutter eingewechselt und benötigen weder eine Verbindung zur Hydraulik noch zum Spannzylinder. Vielmehr genügt es, dass der Maschinenzylinder stumpf auf den Hydro-Dehnspannkolben drückt, um den Spannmechanismus zu aktivieren. Fährt der Zylinder zurück, entspannt das Hydro-Dehnspannfutter automatisch. Die Lösung wurde so ausgelegt, dass der identische Adapter sowohl für die Betätigung des Kraftspannfutters als auch für die Betätigung der Hydro-Dehnspannmittel und der mechanischen Spannmittel genutzt wird.
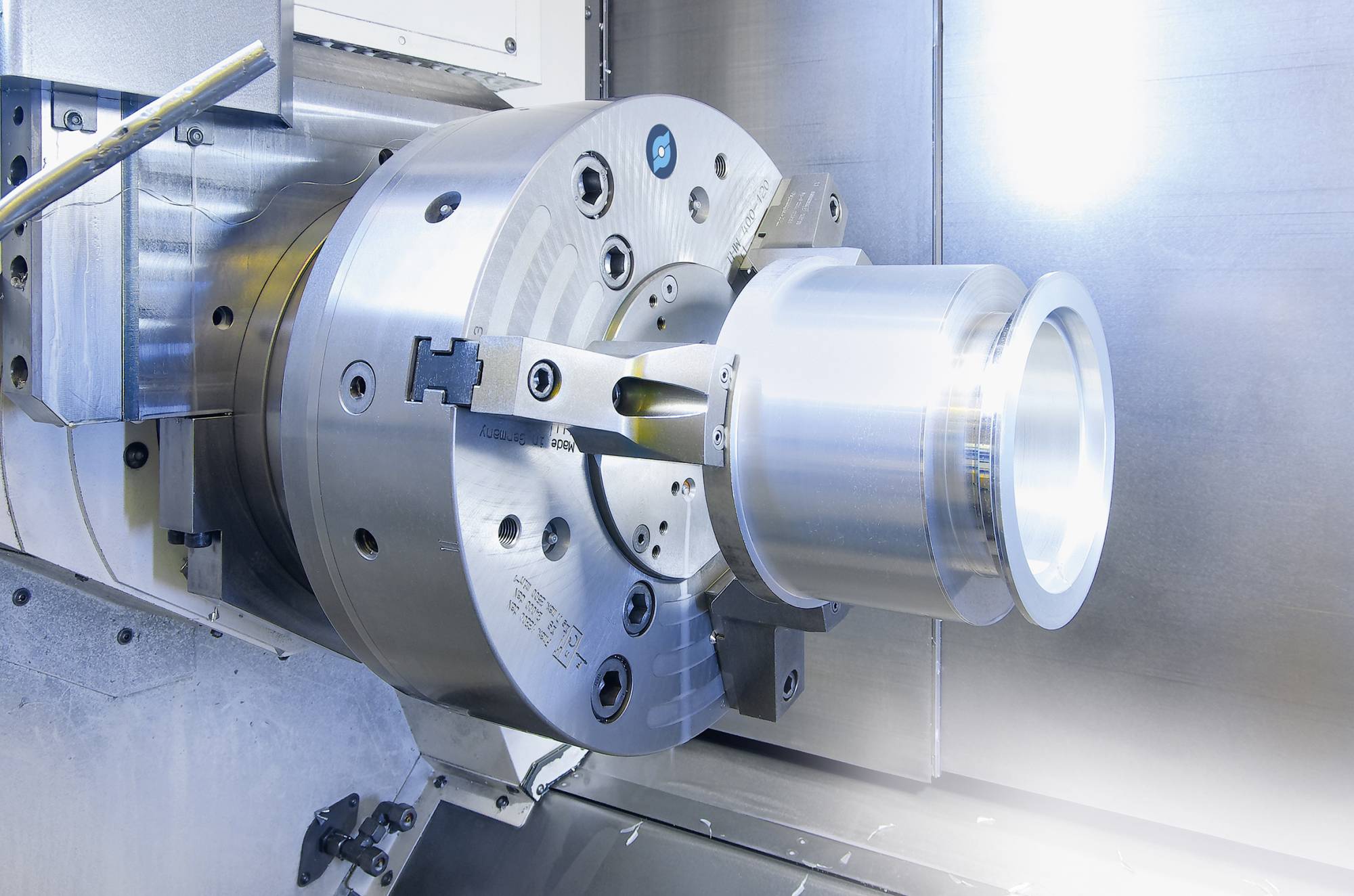
Die Schunk Kraftspannfutter Rota THW gewährleisten kurze Rüstzeiten und Wechselwiederholgenauigkeit zwischen 0,02 und 0,03 mm.
µ-genaue Spannung und Zentrierung
Schunk Hydro-Dehnspanndorne und -futter sind eine wirkungsvolle Lösung, um die Rüstzeiten zu minimieren, Werkstücke automatisch zu zentrieren und mit einer Wiederholgenauigkeit von bis zu 0,003 mm zu spannen. Statt für jede Werkstückgröße ein separates Grundfutter einzusetzen, genügt bei der Schunk Hydro-Dehnspannlösung ein einziges Grundfutter, im Fall Trumpf das Drehfutter Rota THW, auf dem die jeweiligen Hydro-Dehnspannwerkzeuge eingewechselt werden. Im Gegensatz zu mechanischen Spannfuttern lassen sich unterschiedliche Spanndurchmesser ausgleichend und damit absolut zentrisch spannen, ohne dass es zu einer Deformation des Werkstücks kommt. „Vor allem bei dünnwandigen Präzisionsteilen, wie Strömungsgehäusen oder Turboradialgebläsen, sind hochgenaue Spannmittel erforderlich, die ausgleichend spannen und zugleich eine optimale Zugänglichkeit ermöglichen“, erläutert Ralf Weiglsberger. „Teile mit einer Genauigkeit von 0,005 mm zu festen Bezügen lassen sich nur mithilfe der Hydro-Dehntechnik prozessstabil spannen.“ Hinzu komme, dass bei den Hydro-Dehnspannmitteln Freiräume genau dort berücksichtigt werden können, wo sie benötigt werden.
„Als es darum ging, Spannlösungen für dreißig unterschiedliche Teile zu entwickeln, war Schunk der aus Kostengesichtspunkten Interessanteste und zugleich derjenige mit dem höchsten Innovationsgrad“, berichtet Goehler. „Nach nur zwei Wochen konnten wir die Spannmittelentwürfe für sämtliche Teile durchsprechen.“ Dabei lag die Messlatte hoch: Zum einen sollte Spitzenqualität gewährleistet werden, um bei Neuentwicklungen die Nase vorn zu haben. Zum anderen war eine hohe Produktivität gefordert, denn die rotatorische Fertigung in Ditzingen muss sich sowohl mit anderen Trumpf Standorten als auch mit externen Lohnfertigern messen lassen. Hinzu kommt, dass die Reaktionszeiten bei neuen Teilen denkbar knapp sind: „Unsere Konstrukteure wollen spätestens nach vier Wochen das fertige Teil sehen. Dazu braucht es einen Spannmittelhersteller, der kurze Lieferzeiten bietet“, betont Goehler. „Denn wie sagt schon Leonhard Bernstein: ‚To achieve great things, two things are needed; a plan, and not quite enough time‘.“
Letztlich sei es bei dem gesamten Maschinenkonzept darum gegangen, die Spannmitteltechnologie, die Werkzeugtechnologie und die Herstellkosten optimal zu gestalten. „Ich konnte mir weder überteure Spannmittel noch überlange Bearbeitungszeiten erlauben“, so Goehler. Nur so sei es möglich, für die Maschinen einen wettbewerbsfähigen Stundensatz zu erzielen.
Mit einer ordentlichen Portion Stolz blicken Goehler und sein Team auf das bisherige Projekt zurück: „Bisher wurde ein anspruchsvolles Gehäuse in vier Spannungen gefertigt. Heute kommt das Rohmaterial rein und das Fertigteil raus – da gehört schon einiges dazu“, so der Fertigungsprofi. „Dafür braucht man Spanntechnik, die fein aufeinander abgestimmt ist.“ Schunk habe es bis dato jedes Mal geschafft, die Lieferzeiten einzuhalten und prozessstabile, wirtschaftliche Lösungen zu finden. Mehr noch: In Verbindung mit den Schunk Präzisionswerkzeughaltern und den Greifsystemlösungen fürs Werkstückhandling ergibt sich eine Synergie, die nur Schunk in dieser Form bietet.

Die Schunk Hydro-Dehnspannmittel lassen sich in Minutenschnelle auf die Kraftspannfutter einwechseln. Hierfür wurden diese mit einer speziellen Schnittstelle ausgestattet.

Roland Goehler, Gruppenleiter mechanische Fertigung bei Trumpf.
Klare Strategie bei der Werkzeugspannung
Heute verfolgt Trumpf bei den Werkzeugspannmitteln mit HSK-A 63 Schnittstelle eine klare Strategie: Nach eingehenden Versuchen kommt für die Volumenzerspanung ausschließlich das Schunk Dehnspannfutter Sino-R zum Einsatz. „Sino-R baut vergleichsweise kurz, es verfügt über eine extrem hohe Quersteifigkeit und zugleich über eine wirkungsvolle Schwingungsdämpfung“, begründet Roland Goehler. Mit ihm sei es in Versuchsreihen zur anspruchsvollen Volumenzerspanung so gut wie mit keinem anderen Werkzeughalter gelungen, Schwingungen komplett in den Griff zu bekommen. Fürs Bohren, Reiben und für Bearbeitungen mit PKD-Werkzeugen wiederum nutzt Trumpf die Schunk Hydro-Dehnspannfutter Tendo und Tendo E compact. Sämtliche Werkzeuge sind in der zentralen Werkzeugverwaltung angelegt und standzeitüberwacht. „Im Gegensatz zu den früher genutzten Sonderschrumpffuttern, die Lieferzeiten von mehreren Wochen hatten, beziehen wir die standardisierten Schunk Aufnahmen heute innerhalb weniger Tage fix und fertig mit eingeklebtem Datenträger, Kühlmittelrohr und Feinwuchtung“, unterstreicht Goehler. Um die Nebenzeiten für das Rüsten von Werkzeugen komplett zu eliminieren, verfügen beide Maschinen über Werkzeugmagazine mit 180 Plätzen sowie über jeweils ein Zusatzmagazin für überlange Werkzeuge und Messtaster. Die bislang in anderen Maschinen genutzten Sonderschrumpfaufnahmen wurden komplett durch die Schunk Standardwerkzeughalter ersetzt.
Das Schunk Dehnspannfutter Sino-R hat sich in der Volumenzerspanung bei Trumpf bewährt. Es verfügt über eine hohe Radialsteifigkeit und eine exzellente Schwingungsdämpfung.
Rund 90 % aller Werkstücke werden mithilfe von Schunk Sonderbacken auf Schunk Kraftspannfuttern Rota THW gespannt.
Doppelgreifer zur Be- und Entladung
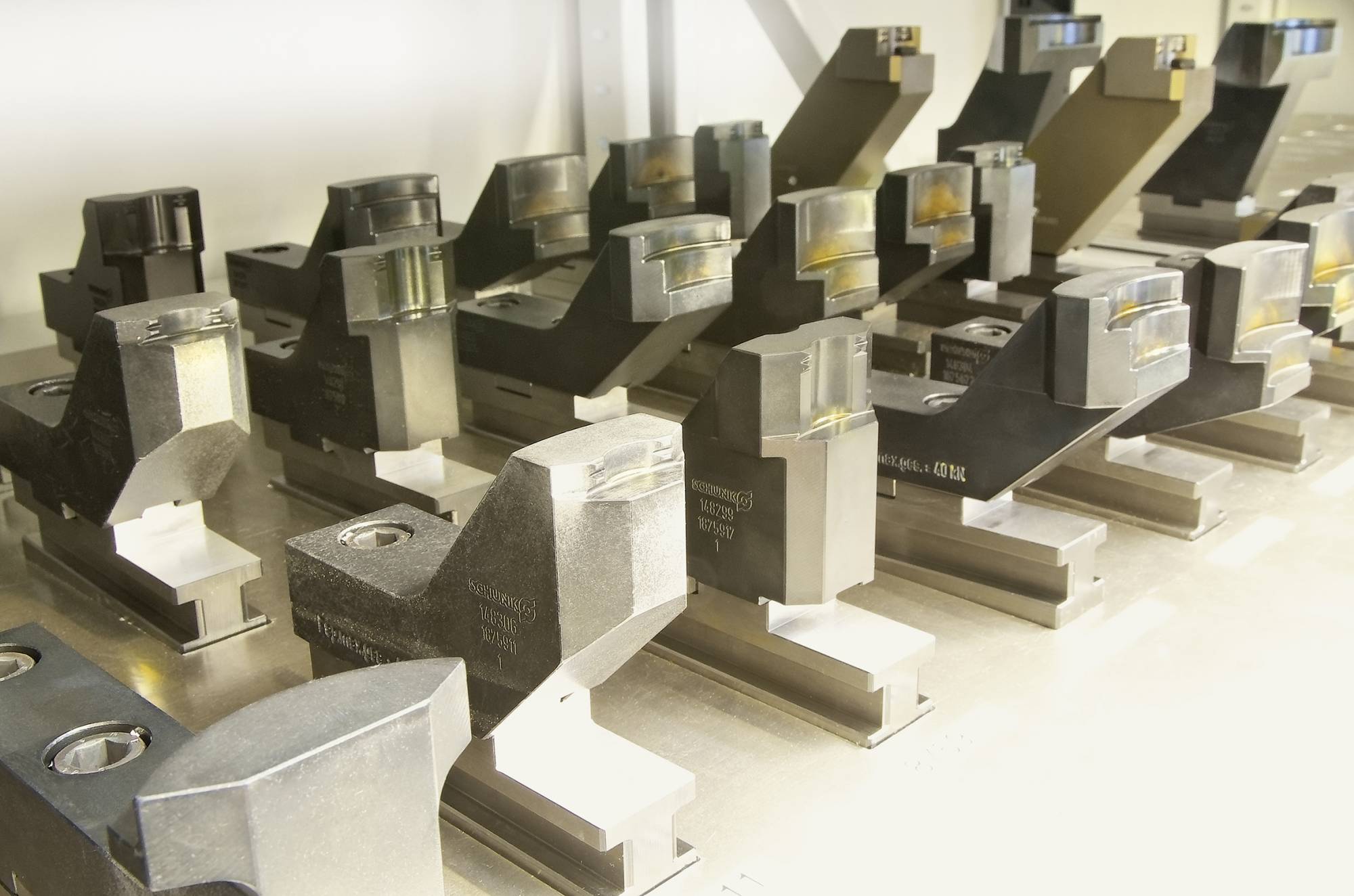
Die Portalbeladung der Dreh-Fräszentren wiederum übernehmen hydraulisch betätigte Schunk 3-Backen-Einlegegreifer UFG 70, die für Teilegewichte bis 60 kg ausgelegt sind und über eine maximale Greifkraft von 12.000 N verfügen. Als Doppelgreifer konzipiert können diese parallel sowohl ein Roh- als auch ein Fertigteil handhaben, wodurch die Stillstandzeiten bei der Be- und Entladung auf ein Minimum sinken. Ein Andrückstern sorgt für eine sichere Übergabe des Werkstücks in das Spannfutter der Hauptspindel. Das Konzept des schnellen Backenwechsels hat Schunk auch hier realisiert: Die Greiferbacken lassen sich mithilfe eines Schnellwechselsystems sowie einer Lochraster-Schnellverstellung innerhalb kürzester Zeit hauptzeitparallel an das jeweilige Teilespektrum anpassen. Bereits wenige Backenvarianten genügen, um ein großes Teilespektrum abzudecken: Während für Rohteile in der Regel Greiferbacken mit Grip-Einsätzen genutzt werden, übernehmen spezielle Schunk Quentes Kunststoffbacken das schonende Handling der hochpräzisen Fertigteile.

Das Team um Roland Goehler sucht kontinuierlich nach Optimierungspotenzial. Dazu zählt insbesondere die Werkzeugspannung, die mit der Inbetriebnahme der Dreh-Fräszentren deutlich verbessert wurde. Im Bild: Roland Goehler (li.), Gruppenleiter mechanische Fertigung, Dragan Lovric (Mitte), Maschinenbediener, und Tamer Cakir (re.), Assistent Projektleitung.
Ob Hauptspindel oder Gegenspindel: Sämtliche Spannlösungen wurden werkstückspezifisch von Schunk ausgelegt. Bei deformationsempfindlichen Teilen gewährleisten Schunk Hydro-Dehnspannlösungen eine maximale Genauigkeit in der zweiten Aufspannung.

Die Fertigteile werden mit dem Schunk Beladegreifer UFG entnommen und im Werkstückmagazin abgelegt. Schunk Quentes Kunststoffbacken gewährleisten dabei eine besonders schonende Handhabung.
Alles aus einer Hand
Moderne Werkzeugmaschinen, Werkzeuge oder Spannmittel erhöhen mit Sicherheit die Qualität bzw. die Performance vieler einzelner Anwendungen. Wenn es sich aber wie im Falle Trumpf um eine Vielzahl unterschiedlicher, zumeist komplexer Teile handelt, müssen alle Komponenten optimal aufeinander abgestimmt sein.
Teilen: · · Zur Merkliste