Mini-Feinzentrierung für den Werkzeug- und Formenbau
Sowohl für das Stanzen als auch für das Spritzgiessen gilt: Die Fertigung von Varianten macht Losgrössen kleiner. Flexible Stanz- und Formwerkzeuge sind gefragt. Die Agathon Mini-Feinzentrierung nimmt dabei eine Schlüsselrolle ein, denn Werkzeugeinsätze können damit spielfrei, leicht abwälzend und somit hochpräzise zentriert sowie schnell und ohne zu Verkanten gewechselt werden.

Die Agathon-Minifeinzentrierung macht innovative Werkzeugkonzepte für die Variantenfertigung möglich.

Markus Allenspach
Leiter Normalien bei Agathon
„Mit der statischen Anwendung der Mini-Feinzentrierung können Werkzeugeinsätze spielfrei, leicht abwälzend und somit hochpräzise zentriert sowie schnell und ohne zu Verkanten gewechselt werden. Dadurch wird auch der gesamte Werkzeugunterhalt deutlich vereinfacht. Das spart nicht nur Zeit, sondern bedeutet auch deutlich weniger Stress für die Mitarbeiter.“
Stanzpressen für den Prototypenbau? Nein, so weit sind wir noch nicht. Doch jetzt kommt das Aber: In der Praxis werden die durchschnittlichen Losgrössen beim Stanzen bereits seit einigen Jahren immer kleiner. Die zunehmende Variantenvielfalt von Fahrzeugmodellen in der Automobilindustrie ist nur einer der Gründe für diesen Trend. Hersteller von Stanzmaschinen begegnen diesem Umstand insbesondere mit Lösungen, die den Wechsel der Stanzwerkzeuge immer weiter beschleunigen. Als Stichwörter sind hier automatische Werkzeugwechsel einschliesslich automatischer Werkzeugspannung zu nennen. Aber auch für die Hersteller und Anwender von Stanzwerkzeugen bedeutet der Trend zu immer kleineren Losgrössen eine doppelte Herausforderung. Erstens müssen die Werkzeuge flexibel und zweitens kostengünstig sein. Um diese Ziele zu erreichen, verwenden Stanzbetriebe in der Regel dasselbe Grundwerkzeug über die einzelnen Varianten eines Teils hinweg oder für mehrere ähnliche Teile und wechseln lediglich die Werkzeugeinsätze. Neben der bereits genannten Flexibilität und Kostenersparnis kommen bei dieser Herangehensweise noch weitere Vorteile hinzu, zum Beispiel der geringe Bedarf an Lagerfläche, weil insgesamt weniger Werkzeuge zu verwalten sind.
Und an dieser Stelle muss über innovative Führungs- und Zentrierelemente gesprochen werden. Das sind solche, die deutlich mehr können, als nur dafür zu sorgen, dass Stempel und Matrize irgendwie zueinanderfinden oder die Werkzeugeinsätze lediglich fixieren. Der Einsatz solch innovativer Systeme multipliziert die oben genannten Anstrengungen, um Rüstzeiten und Werkzeugkosten deutlich zu reduzieren. Durch ihren Einsatz werden ferner auch zahlreiche Prozesse und Arbeiten vereinfacht und die Zufriedenheit der entsprechenden Mitarbeiter massiv erhöht. Aber der Reihe nach.
Der aktuelle Stand der Technik ist in vielen Stanzbetrieben der, dass einfache Stiftverbindungen die Werkzeugeinsätze mit dem Grundwerkzeug verbinden. Um zu verhindern, dass der einzelne Werkzeugeinsatz Spiel hat, sind die Stiftverbindungen in der Regel äußerst fest. Dies hat zu Folge, dass bei einem Wechsel der Einsätze einiges an Kraft aufgewendet werden muss, was den Wechsel nicht nur mühsam und langsam macht, sondern jeweils auch zu einem Verschleiss im Werkzeugeinsatz führt, da ein Verkanten nicht verhindert werden kann. Die entsprechende Bohrung ist nach einiger Zeit abgenutzt. Die Folge: Es entsteht Spiel. Und dies führt wiederum dazu, dass erstens die Qualität des Stanzprozesses leidet und zweitens Stempel und Matrize ebenfalls über Gebühr abnützen. Dies gilt insbesondere für Dünnblechanwendungen, bei denen der Schnittspalt in der Regel äusserst eng ist.
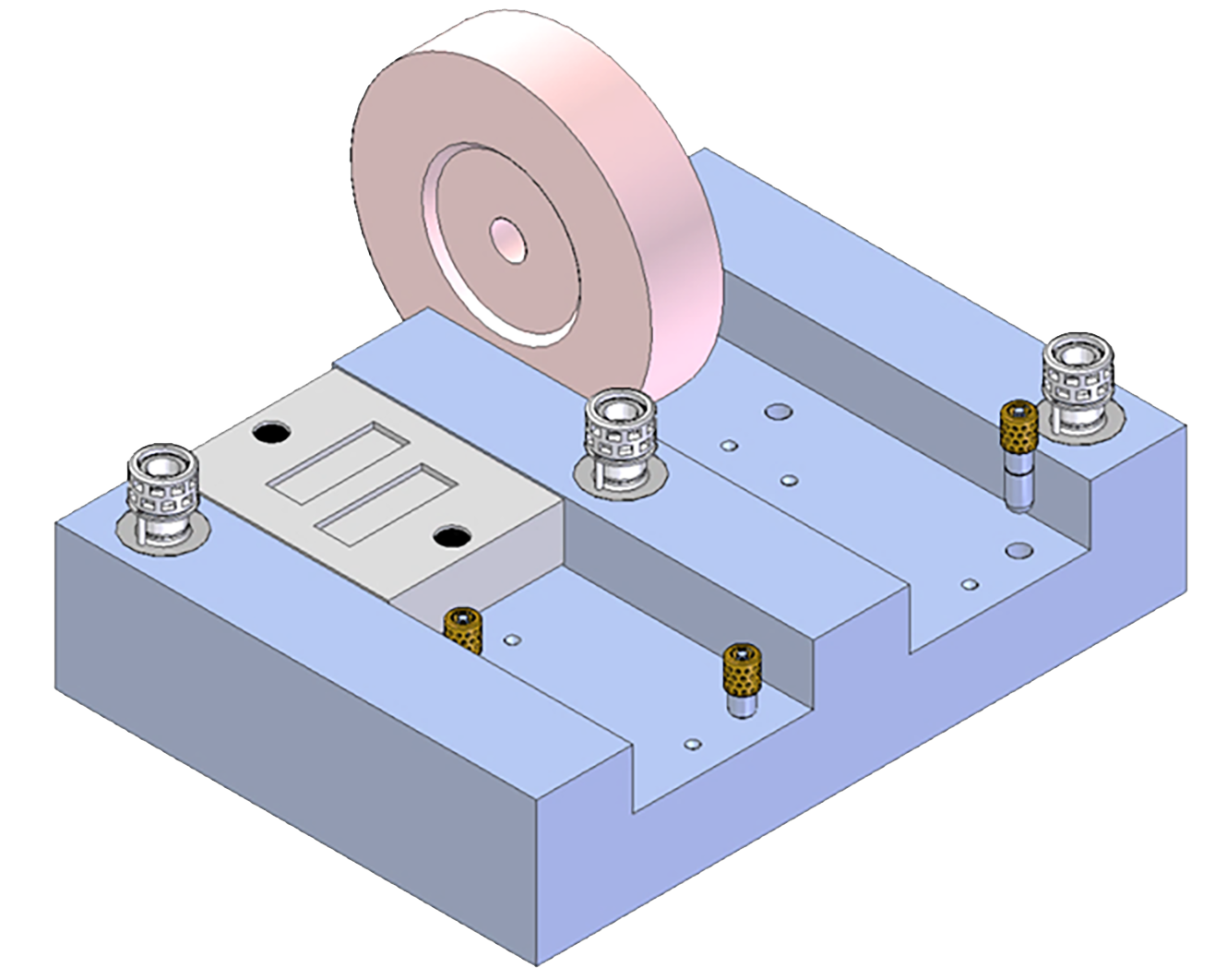
Dank der statischen Anwendung der Mini-Feinzentrierung sind im Spritzgussformenbau neue, innovative Werkzeugkonzepte möglich: Links sieht man schematisch einen Formeinsatz, der mit Hilfe der Mini-Feinzentrierung auf die Stammform gesteckt und anschliessend verschraubt wird. So kann der Formeinsatz schnell, einfach und ohne zu verkanten gewechselt werden. Rechts wird veranschaulicht, dass die Stammform mit Hilfe des Flachschleifens günstig und präzise bearbeitet werden kann.
Das perfekte Duo
Als Alternative zu solchen Stiftverbindungen hat Agathon in diesem Frühjahr eine abwälzende Mini-Feinzentrierung auf den Markt gebracht. Mit der statischen Anwendung der Mini-Feinzentrierung können Werkzeugeinsätze spielfrei, leicht abwälzend und somit hochpräzise zentriert sowie schnell und ohne zu Verkanten gewechselt werden. Auf diese Weise werden Stempel und Matrize nur absolut minimal verschlissen. Und das wiederum reduziert die Kosten für die Herstellung der Stanzteile. Weil darüber hinaus die Matrizen im Stanzwerkzeugbau in der Regel mit 60 Rockwell und mehr gehärtet sind, kann auf eine Zentrierbuchse verzichtet werden. Zentriersäule und Käfig werden dann direkt in den Werkzeugeinsatz aufgenommen. Bei dieser Variante benötigt die Zentrierung sehr wenig Einbauraum. Und weil die Einsätze ohne Spezialwissen oder –fertigkeiten im Handumdrehen gewechselt werden können, ist auch der gesamte Werkzeugunterhalt deutlich vereinfacht. "Das spart nicht nur weitere Zeit, sondern bedeutet auch deutlich weniger Stress für die entsprechenden Mitarbeiter", weiß Markus Allenspach, Leiter Normalien bei Agathon, aus Gesprächen mit Kunden.
Idealerweise wird die Mini-Feinzentrierung im Stanzwerkzeugbau in Kombination mit dem Agathon-Schnellwechsel-Führungssystem verwendet. Dieses sorgt dafür, dass die Präzision der Stanzwerkzeuge weiter erhöht und der Verschleiss bei den Werkzeugeinsätzen noch weiter reduziert wird. Im Gegensatz zu herkömmlichen Primär- und Sekundärführungen wird das Schnellwechsel-Führungssystem nicht in eine Bohrung in der Grundplatte gepresst. Vielmehr ruht ihr konisches Ende absolut passgenau in einer Haltebuchse, die sich fest in der Grundplatte befindet. Von unten werden Führung und Buchse verschraubt. Durch diesen Aufbau können die Führungen in äußerst kurzer Zeit ausgebaut werden, sodass sich die auf der Grundplatte angebrachten Werkzeuge bzw. Werkzeugeinsätze bequem nachschleifen lassen. Anschließend können die Führungen wieder bequem und schnell eingebaut und werden.
Das konische Ende der Schnellwechsel-Führung ist exakt in eine Haltebuchse eingepasst, die ihrerseits eine praktisch perfekte Konzentrizität aufweist. Das heißt, dass das Schnellwechsel-Führungssystem auch nach vielfachem Aus- und Einbau sehr präziser ist. Dadurch arbeitet das gesamte Werkzeug noch exakter, Brauen kommen im Stanzteil noch seltener vor und die Lebensdauer von Stempel und Matrize wird noch weiter erhöht.
Feinzentrierung für das Variantenspritzgießen
Werfen wir nochmals einen Blick zurück auf die Mini-Feinzentrierung. Anwendungen für diese hoch innovative Lösung finden sich natürlich nicht nur im Stanzwerkzeugbau. Weitere Anwendungsgebiete befinden sich unter anderem in der Präzisionsautomation, zum Beispiel bei Positionieren von Greifwerkzeugen. Dort sorgt die Mini-Feinzentrierung für höchste Prozesssicherheit. Sie eliminiert Schwingungen und garantiert eine schonende und präzise Teileentnahme.
Und auch im Spritzgussformenbau, insbesondere beim Variantenspritzen, wird die Mini-Feinzentrierung für statische Anwendungen vermehrt eingesetzt. Bislang müssen dort Stammform und Formeinsätze jeweils aufwendig bearbeitet werden, damit sich Letztere hochpräzis einpassen lassen. Zudem ist der Wechsel der Formeinsätze alles andere als trivial und darüber hinaus zeitraubend. Mit der statischen Anwendung der Mini-Feinzentrierungen wird es laut Agathon möglich sein, erstens die Formeinsätze spielfrei, leicht abwälzend und somit hochpräzise zu zentrieren und zweitens schnell und ohne Verkanten zu wechseln. Auf diese Weise bleiben Form- und Kerneinsätze über lange Zeit in Form. Und das wiederum reduziert die Kosten für die Herstellung der Spritzgussteile bzw. deren Varianten enorm. Je nachdem, wie hart das Material des Formeinsatzes ist, kann darüber hinaus auf die Zentrierbuchse verzichtet werden. Zentriersäule und Käfig werden dann direkt in den Formeinsatz aufgenommen. Bei dieser Variante benötigt die Zentrierung sehr wenig Einbauraum. Gute Aussichten also für Spritzgiesser, die hohe Qualität und Kostenersparnis verheiraten möchten.
Teilen: · · Zur Merkliste