Agathon 799X: Spielfreie Zentrierungen im Vormarsch
Selbst wenn’s heiß wird, bleiben sie cool: Spielfreie und abwälzende Führungssysteme drängen im Spritzgussformenbau die zwar billige aber unpräzise, kubische Flachzentrierung immer weiter zurück. Behalten sie aber auch bei eventuellen Wärmeunterschieden im Formwerkzeug ihre hohe Präzision? Und wie verteilt sich überhaupt die Wärme im Formwerkzeug? Agathon liefert Antworten.
Agathon ließ thermomechanische FEM-Simulationen berechnen, um herauszufinden, wie sich die Wärme im Formwerkzeug ausdehnt und um den entsprechenden Einfluss der Wärmeausdehnung auf die Wälzführungen zu simulieren.

Stefan Nobs
Leiter Technik Normalien bei Agathon
„Damit die beiden Teile des Formwerkzeugs hochpräzise zusammengeführt werden, investieren immer mehr Formenbauer in spielfrei arbeitende Zentrierungen. So nimmt auch die Nachfrage nach den spielfrei vorgespannten Wälzführungen von Agathon, die sich zudem durch hohe Standzeiten und Steifigkeit auszeichnen, stetig zu.“
Flachzentrierungen mögen in manchen Anwendungen durchaus ihre Berechtigung haben, doch ob man solche, nicht spielfreie Zentrierungen in ein kostspieliges Formwerkzeug einbauen sollte, das hochpräzise zu arbeiten hat, muss laut Agathon deutlich angezweifelt werden. Das Ergebnis dieses Tuns führe in der Praxis zwangsläufig dazu, dass Formelemente, zum Beispiel Inserts, viel zu schnell verschleißen, was hohe Kosten nach sich zieht.
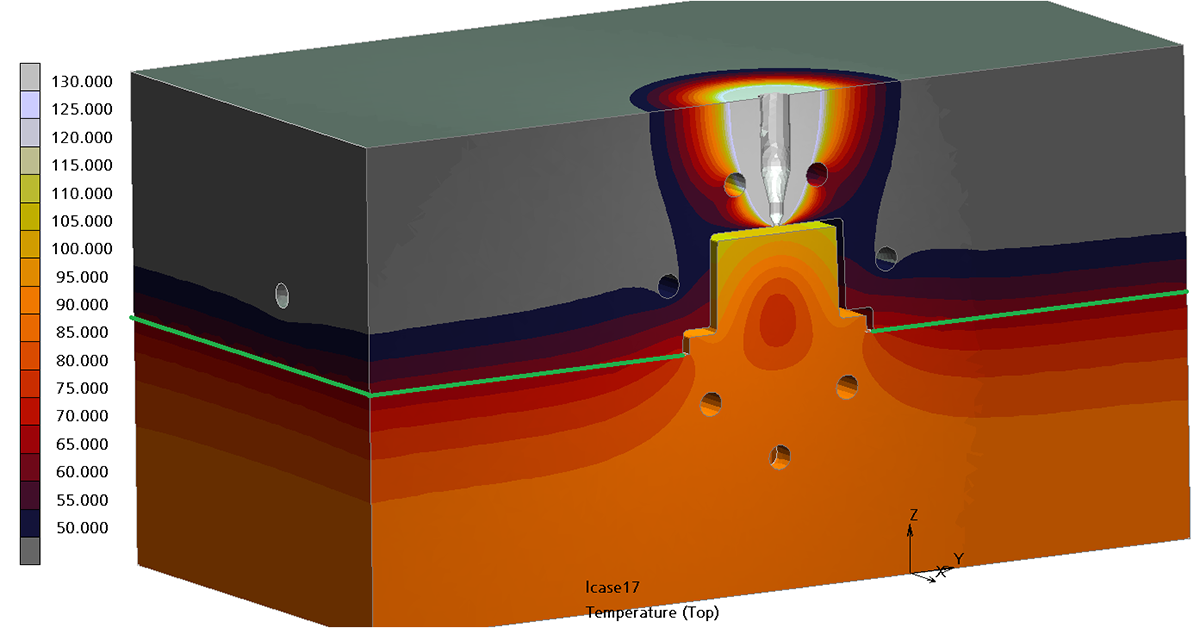
Wärmeübergang an der Trennfläche (grün) zwischen Auswerfer- und Düsenseite bei 50°C Temperaturunterschied.
Vorteile vorgespannter Wälzführungen
Damit die beiden Teile des Formwerkzeugs mit seinen möglicherweise zahlreichen Kerneinsätzen hochpräzise zusammengeführt werden, investieren immer mehr Formenbauer in spielfrei arbeitende Zentrierungen. Und so nehme auch die Nachfrage nach den spielfrei vorgespannten Wälzführungen von Agathon stetig zu, bestätigt Stefan Nobs, Leiter Technik Normalien des Schweizer Unternehmens. „Höhere Standzeiten und Steifigkeit sind weitere Vorzüge vorgespannter Wälzführungen. Daraus ergibt sich einerseits eine enorm hohe Präzision und eine massive Kostenersparnis“, so Nobs. „Da die Formeinsätze hochpräzise zentriert werden, nimmt der Verschleiß drastisch ab. Kerne und Inserts müssen somit selten ersetzt werden. Und da eine solche Zentrierung praktisch keinen Abrieb erzeugt, sind sie auch für Reinraumanwendungen eine ideale Wahl.“
Jedoch wird gegen den Einsatz spielfreier Zentrierungen wie der Agathon-Zentrierung immer wieder ein Vorbehalt formuliert. Es wird nämlich befürchtet, dass eine unterschiedliche Temperierung der Werkzeughälften zu einem Positionsversatz der Zentrierungen führt. Unterschiedliche Temperierungen sind insbesondere im High-End-Segment oft unumgänglich und für einen sicheren Prozess notwendig. Durch den Temperatursprung zwischen Auswerfer- zu Düsenseite werden Einbussen bei der Performance der Wälzführungen vermutet. Auch der inhomogene Wärmeeinfluss von Düsenheizung oder lokaler Kühlung führt zu Bedenken.
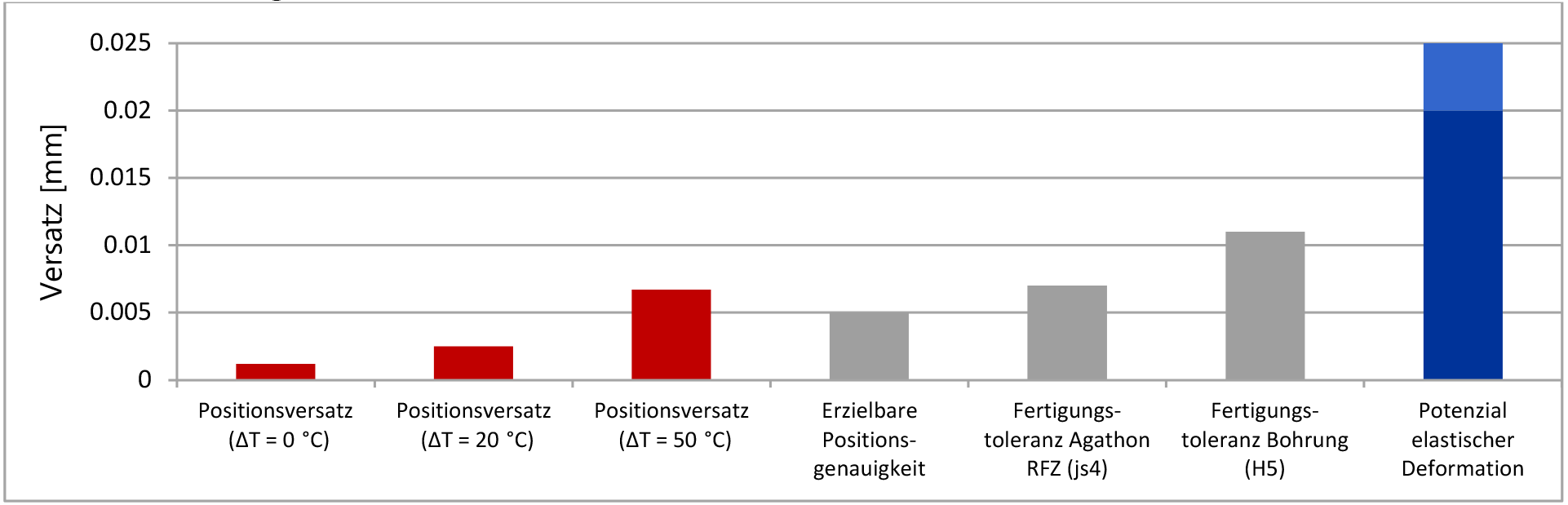
Temperaturversätze (rote Balken), Fertigungstoleranzen (grau) und Potenzial zur elastischen Deformation von Wälzführungen (blau) im Verhältnis zueinander.
Thermomechanische FEM-Simulationen
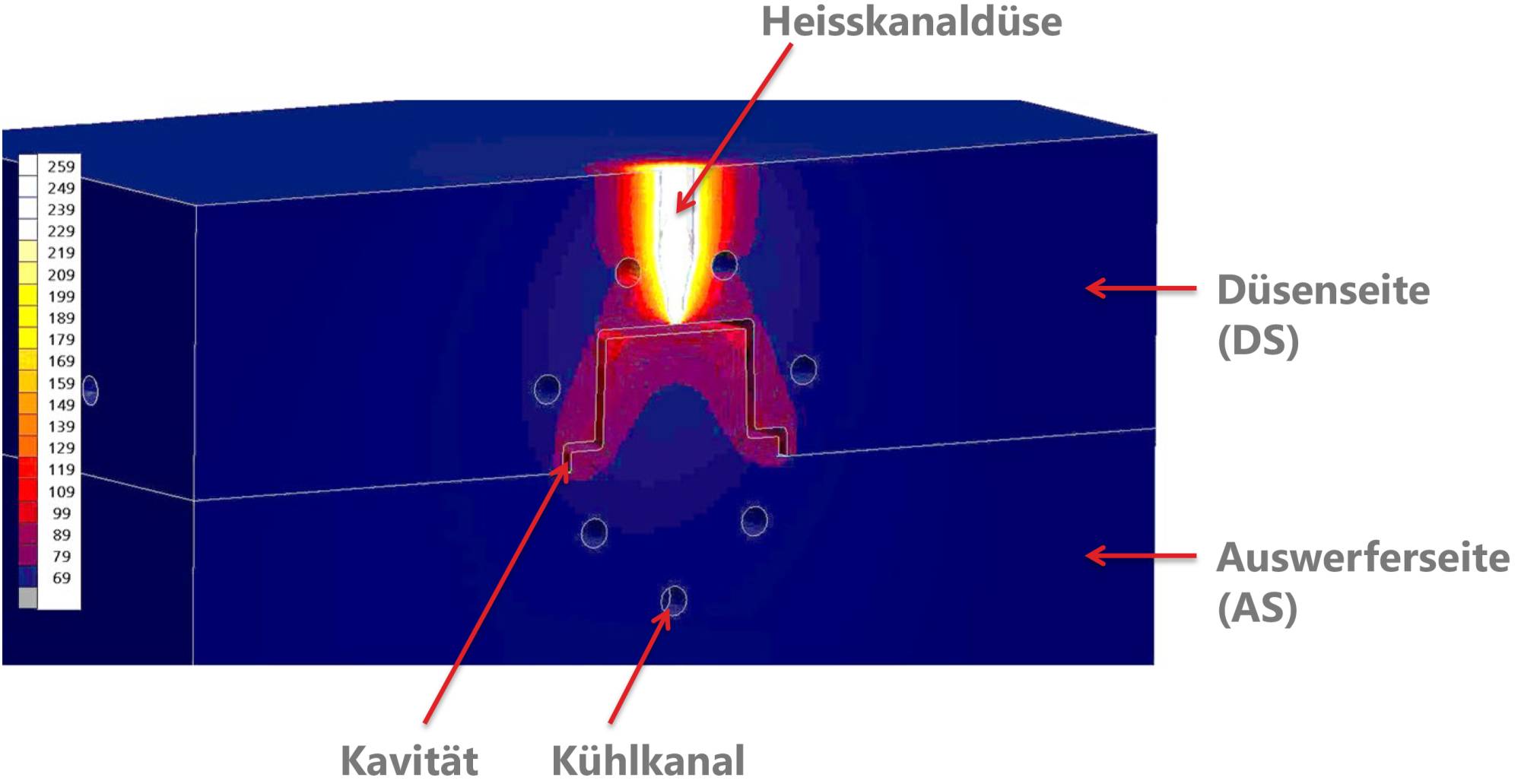
Dieses Argument hat Agathon unlängst einer Prüfung unterzogen. Konkret ließ Agathon thermomechanische FEM-Simulationen berechnen, um herauszufinden, wie sich erstens die Wärme im Formwerkzeug ausdehnt, beziehungsweise verteilt und um zweitens den entsprechenden Einfluss der Wärmeausdehnung auf die Wälzführungen zu simulieren. Als Modell wurde ein simples Spritzgießwerkzeug angenommen – mit drei Temperierkreisläufen, einer Kavität und zwei eingebauten Agathon-Zentrierungen als Wälzführungseinheiten. Diese Einheiten wurden im Abstand von 120 mm zueinander eingebaut und durch starre, fest miteinander verbundene Knoten in der Simulation abgebildet. Um den Wärmeeinfluss an der Oberfläche der Kavität zu simulieren, wurde zuvor eine Moldflow-Analyse durchgeführt. Deren Resultate bildeten die Grundlage der FEM-Simulation.
Insgesamt wurden drei Rechenläufe durchgeführt. Folgende Ausgangswerte wurden dabei gesetzt: Δ 0 °C: Düsen- und Auswerferseite (DS und AS) wurden identisch auf 70 °C temperiert / Δ 20 °C: Düsenseite wurde auf 60 °C, Auswerferseite auf 80 °C temperiert / Δ 50 °C: Düsenseite wurde auf 40 °C, Auswerferseite auf 90 °C temperiert.
Die Simulation veranschaulichte, dass es keinen Temperatursprung zwischen AS und DS gibt, sondern die Temperatur an der Kontaktzone fließend von einer Hälfte zur anderen übergeht.
Wärme verteilt sich gleichmäßig
Dass die Agathon-Zentrierungen ihre Arbeit ensprechend verrichteten, solange kein Temperaturunterschied zwischen den beiden Werkzeughälften bestand, liegt auf der Hand. Aber was passierte bei den beiden anderen Simulationen? Wichtigstes Ergebnis: In den beiden Simulationen, in denen ein Temperaturunterschied zwischen Düsen- und Auswerferseite bestand, betrug der tatsächlich gemessene Versatz zwischen Zentriersäule und Zentrierbuchse lediglich ein Drittel bis ein Fünftel des theoretisch berechneten Wertes. Folglich kam es durch die Berührung der beiden Werkzeughälften an den Kontaktflächen zu einem Temperaturausgleich der den Temperaturunterschied deutlich verringert hat. Daraus lässt sich ableiten, dass es keinen Temperatursprung zwischen AS und DS gibt, sondern die Temperatur an der Kontaktzone fließend von einer Hälfte zur anderen übergeht.
Ergebnisse früherer Simulationen sowie Agathon-interne Prüfungen zeigen, dass Wälzführungseinheiten der Agathon-Zentrierung der Baureihe 799X bei einer eventuell unterschiedlichen Wärmeausdehnung das Potenzial besitzt, mindestens zwei Hundertstel Millimeter Versatz auszugleichen. Dieser Wert setzt sich aus der elastischen Deformation von Wälzkörper, Säule und Buchse sowie den Passungstoleranzen der Einbaubohrungen zusammen.
Bedenkenloser Einsatz
Was bedeuten nun diese Resultate für die Praxis? „Wälzführungsprodukte von Agathon können auch im Formenbau bedenkenlos eingesetzt werden“, resümiert Stefan Nobs. Dies gilt insbesondere dann, wenn nur geringe Wärmeunterschiede im Werkzeug auftreten. Sind im Prozess höhere Temperaturunterschiede als 30 °C geplant, sollte der Abstand der Führungen zueinander möglichst gering gehalten werden. Und um auftretende Effekte vorhersagbar zu gestalten, hilft es außerdem, das Werkzeug gleichmäßig zu temperieren. „Natürlich bieten wir allen Kunden entsprechenden Support an: zum Beispiel Unterstützung beim Engineering, inklusive Dimensionierung und Auslegung des Führungssystems“, erklärt Nobs abschließend.
Teilen: · · Zur Merkliste