Tieftemperaturbehandlung von Zerspanungswerkzeugen
Die Kosten zu reduzieren, den Nutzungsgrad der Maschinen und Anlagen zu erhöhen, einen Wettbewerbsvorteil zu haben – das alles sind Herausforderungen eines jeden Produktionsbetriebes, die täglich zu bewältigen bzw. zu behandeln sind. Eine Tieftemperaturbehandlung von Zerspanungswerkzeugen bewirkt zwar keine Wunder, aber sie kann zur Lösung all dieser Problemstellungen mitunter maßgeblich beitragen. Denn durch ein Abkühlen auf Temperaturen von -180 °C, die das Tiroler Unternehmen Cooltech ermöglicht, wird die Werkzeuglebensdauer deutlich erhöht, die Produktqualität verbessert und somit auch der Nutzungsgrad der Maschinen erhöht.

Werkzeug- und HSS-Stähle zeigen allgemein eine deutliche Steigerung des Verschleißwiderstandes nach der Tieftemperaturbehandlung.
Anwendungsgebiete
(h3)Werkzeug- und Maschinenbau
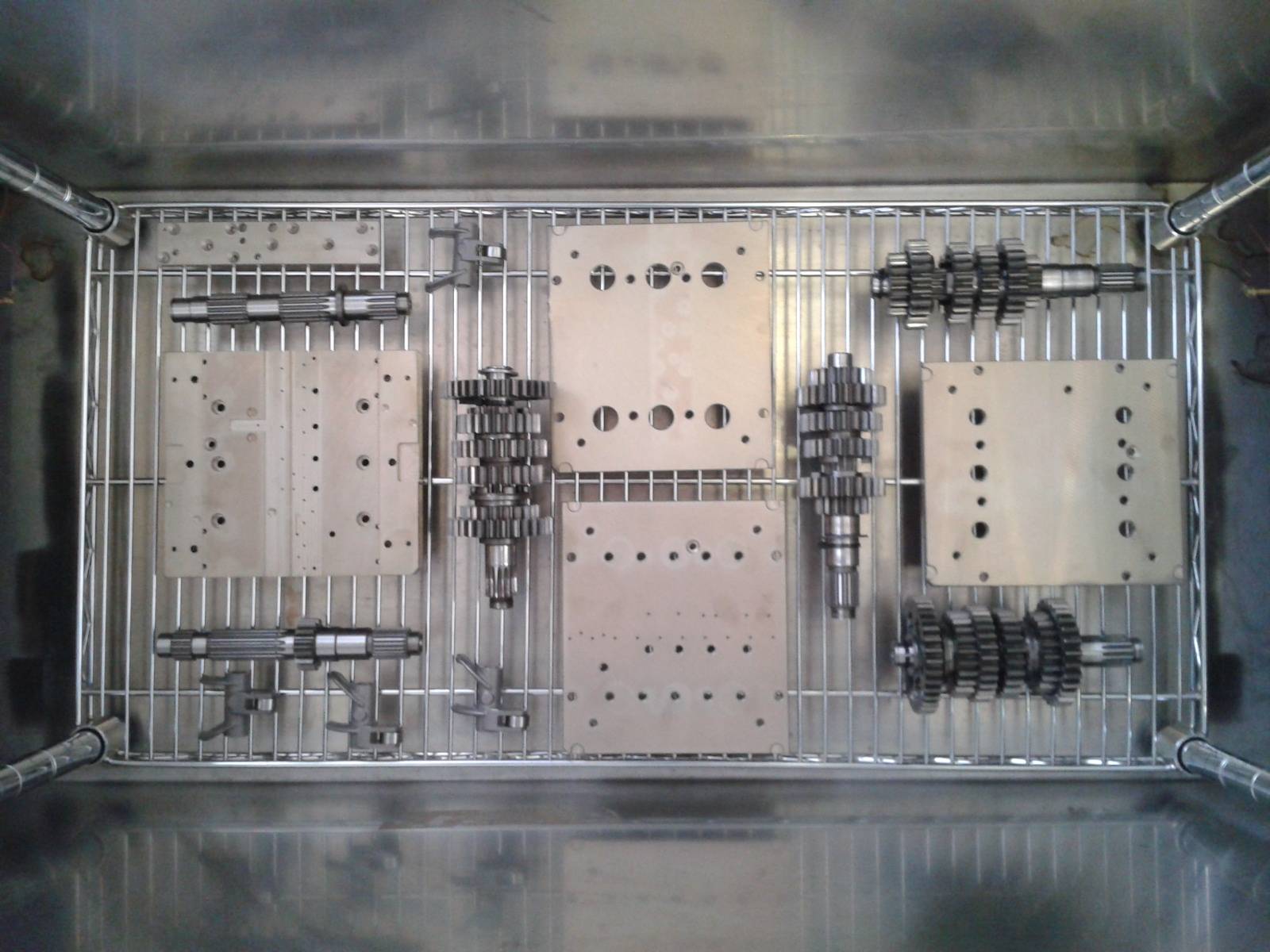
• Zerspanungswerkzeuge
• Werkzeugplatten
• Stempel, Matrizen, Federn, Erodierblöcke
• Zahnräder, Getriebeelemente
• Widerstandsschweißelektroden
• Hämmerbacken, Ziehsteine, Fließpresswerkzeuge
(h3)Blechverarbeitung
• Stanzwerkzeuge, Kreismesser
(h3)Zerspanung
• Fräser, Bohrer, Wendeschneidplatten, Gewindeschneidwerkzeuge, Räumwerkzeuge
(h3)Motorsport
• Ventile, Ventilfedern, Zylinder, Kolben, Kolbenbolzen, Kipphebel, Bremsscheiben, Getriebe, Antriebswellen
(h3)Luft- und Raumfahrt
• Zerspanungswerkzeuge wie Räumnadeln
• Satellitenkomponenten aus Aluminium
Das Verfahren selbst ist eigentlich ganz einfach: die Zerspanungswerkzeuge werden in eine gut isolierte Tiefkühlkammer eingelegt und mit Hilfe von Stickstoff auf Temperaturen von -180° C abgekühlt. Nach 15 Stunden können die Teile bei Raumtemperatur aus der Kammer entnommen werden. Das Verfahren ist damit abgeschlossen. „Bei CoolTech werden die Werkzeuge sehr langsam abgekühlt. Mit 1 bis 2° K/min nähern wir uns der Temperatur, die bei der Umwandlung vom flüssigen in gasförmigen Stickstoff entsteht (= -196° C). Wir achten streng darauf, dass die Werkzeuge in der Kammer nie mit dem flüssigen Stickstoff in Kontakt kommen. Durch die langsame Abkühlung stellen wir auch sicher, dass das gesamte Material durchgekühlt wird. Dies wird umso wichtiger, je schwerer und großvolumiger die Werkzeuge werden“, erklärt Wolfgang Lausecker, Geschäftsführer von CoolTech.
Diese Vorgehensweise sieht Wolfgang Lausecker als großen Vorteile gegenüber anderen Anbietern an: „Denn diese kühlen entweder nur auf -80° C – als Medium wird hier üblicherweise Trockeneis verwendet – oder stecken die Werkzeuge direkt in den flüssigen Stickstoff. Ein Temperaturschock ist hier die Folge."

Mit der Tieftemperaturbehandlung können Werkzeugkosten gesenkt, innere Materialspannungen abgebaut und damit der Verzug der Bauteile verhindert bzw. stark reduziert werden. CoolTech bietet dieses Verfahren (aber auch die Anlagen dazu) als einer von wenigen unabhängigen Anbietern in Europa an.

Wolfgang Lausecker
Geschäftsführer von CoolTech
„Durch eine Tieftemperaturbehandlung von Zerspanungserkzeugen bis -180° C kann deren Lebensdauer deutlich erhöht werden. Wir bieten dieses Verfahren (aber auch die Anlagen dazu) als einer von wenigen unabhängigen Anbietern in Europa an.“
Umwandlung in gehärteten Stahl
Beim Härten werden Werkzeuge und Bauteile erwärmt und anschließend rasch abgekühlt. Dabei wandelt sich das Gefüge vom α-Eisen (Ferrit) in γ-Eisen (Austenit) und weiter in Martensit um. Beim anschließenden Anlassen (oder Tempern) – einer erneuten Wärmebehandlung – werden noch die gewünschten Eigenschaften im Material eingestellt. Die durchschnittliche Temperatur in Werkshallen beträt ca. +20° C, darauf sind auch all unsere Fertigungsverfahren abstimmt. „Dies verhindert jedoch eine vollkommene Umwandlung des Gefüges. Denn die Martensitfinishtemperatur liegt deutlich unter der Raumtemperatur und somit kann nicht der gesamte Austenit in Martensit umgewandelt werden“, geht Lausecker ins Detail.
Durch die Tieftemperaturbehandlung auf -180° C wird der Umwandlungsprozess jedoch vervollständigt. Nachdem die Umwandlung des Restaustenits in Martensit bei der Abkühlung passiert, ist die Haltedauer bei der niedrigen Temperatur nicht unbedingt vorrangig, sondern das Erreichen der tiefsten Temperatur. Dies erklärt auch die besondere Prozessführung bei CoolTech: Durch das mehrfache Erreichen der tiefsten Temperaturen wird der maximale Anteil des instabilen Restaustenit in den stabilen Martensit umgewandelt (Anm.: siehe Grafik).
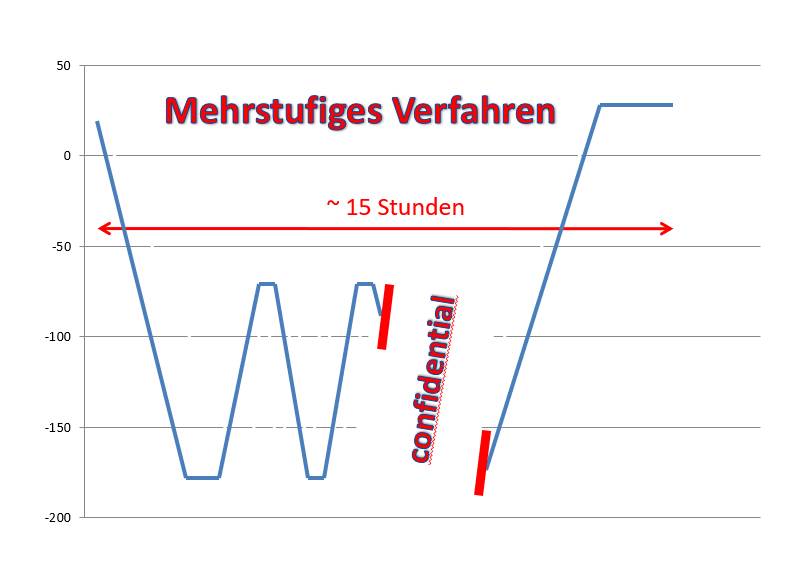
Umwandlung Restaustenits in Martensit:Was normalerweise über Wochen und Monate passiert (= Altern des Stahls) wird mit der Tieftemperaturbehandlung in nur 15 Stunden erledigt.
Verfeinerung der Karbide
Das zweite Phänomen beeinflusst signifikant die Verschleißeigenschaften von Werkzeug- und HSS-Stahl. „Aufgrund unserer sehr speziellen Prozesskurve bilden sich bei tiefsten Temperaturen sogenannte Sekundärkarbide – vereinfacht gesagt brechen die widerstandsgebenden Kohlenstoffteilchen auseinander und verteilen sich feiner im martensitischen Gefüge. Die Anzahl an Kohlenstoffteilchen pro Fläche nimmt deutlich zu und erhöht damit den abrasiven Verschleißwiderstand. Mehr Karbidteilchen führen zu höherem Verschleißwiderstand an der Schneide“, so Lausecker weiter.
Aufgrund der langsamen Temperaturführung werden aber auch innere Materialspannungen weitestgehend abgebaut. Bei Hartmetall hat sich gezeigt, dass die Tieftemperaturbehandlung einen klaren Einfluss auf die Spannungszustände hat. Die Eigenspannungen im Binder werden von leichten Zugspannungen in deutliche Druckspannungen umgewandelt. Höhere Druckspannungen im Binder bedeuten, dass die Neigung zur Rissbildung reduziert wird. Die Karbidteilchen werden „fester“ gehalten – es ist daher eine höhere Energie notwendig, um diese Teilchen aus dem Binder zu reißen.
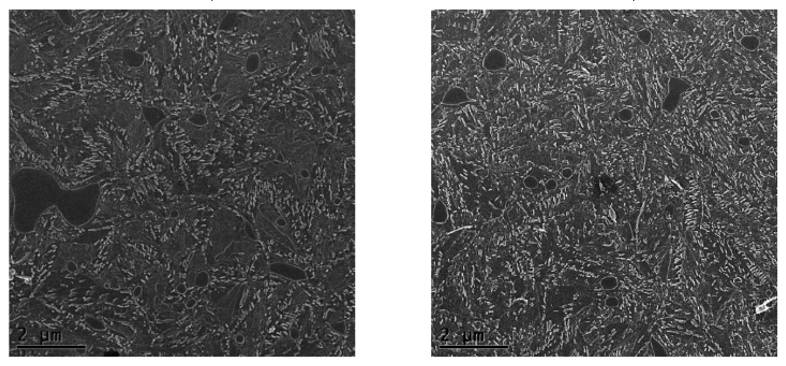
Werkzeugstahl 1.2379 vor (links) und nach (rechts) der Tieftemperaturbehandlung. Im Bild rechts erkennt man die Zunahme an Kohlenstoffteilchen an der Anzahl der weißen Punkte. Mehr Karbidteilchen führen zu höherem Verschleißwiderstand an der Schneide. (Bild: Dr. A. Ciski)
Dimensionsstabilität bei Bauteilen
Was normalerweise über Wochen und Monate passiert (= Altern des Stahls) wird mit der Tieftemperaturbehandlung in nur 15 Stunden erledigt: die Umwandlung des Restaustenits in Martensit. Beim Umklappen des Gefüges erfolgt aber auch eine Volumenzunahme. Lokal kann diese Volumenzunahme bis zu 4 % betragen. Bei einem fertigen im Regal befindlichen Stanz-, Präge- oder Umformwerkzeugs ist dies mit Sicherheit nicht erwünscht. Bei der Fertigung von Lehren (Lehrringe, Lehrdorne, etc.) wird deshalb ein speziell gealterter Werkstoff verwendet, um die Dimensionsstabilität über Jahre zu garantieren.
Durch die langsame Abkühlung und Erwärmung der Bauteile während der Tieftemperaturbehandlung werden auch innere Materialspannungen weitestgehend abgebaut. Bei vielen Komponenten für die Raumfahrt wird die Tieftemperaturbehandlung schon zwingend vorgeschrieben. Aber auch bei Bauteilen mit längerer Laufzeit im Bereich der Zerspanung ist es wichtig, geringe bis keine inneren Spannungen im Material zu haben. Ansonsten verzieht sich das Bauteil beim Ausspannen aus der Werkzeugmaschine. Eine vorgelagerte Tieftemperaturbehandlung kann diesen Spannungsverzug verhindern bzw. deutlich reduzieren.


Effekte und Vorteile
Werkzeug- und HSS-Stähle zeigen allgemein eine deutliche Steigerung des Verschleißwiderstandes nach einer Tieftemperaturbehandlung. Verantwortlich dafür ist neben der beschriebenen Umwandlung des Gefüges von Restaustenit in Martensit die feinere Verteilung des Kohlenstoffs im Gefüge (= Sekundärkarbid-Bildung). „Steigerungsraten bis zum Mehrfachen der bisherigen Lebensdauer sind so durchaus erzielbar“, betont Lausecker abschließend.
Teilen: · · Zur Merkliste