Sandvik Coromant CoroCut® QD: Abstechen in eine neue Richtung
Konventionelle Einsätze zum Abstechen sind oft hohen Schnittkraftbelastungen und Vibrationen ausgesetzt, die an ihrer schwächsten Stelle auftreten. Das zur EMO 2017 vorgestellte Werkzeugdesign des CoroCut® QD von Sandvik Coromant zum Abstechen mithilfe der Y-Achse verschiebt die entstehende Belastung an die stärkste Stelle und reduziert damit die Belastung und den Geräuschpegel.

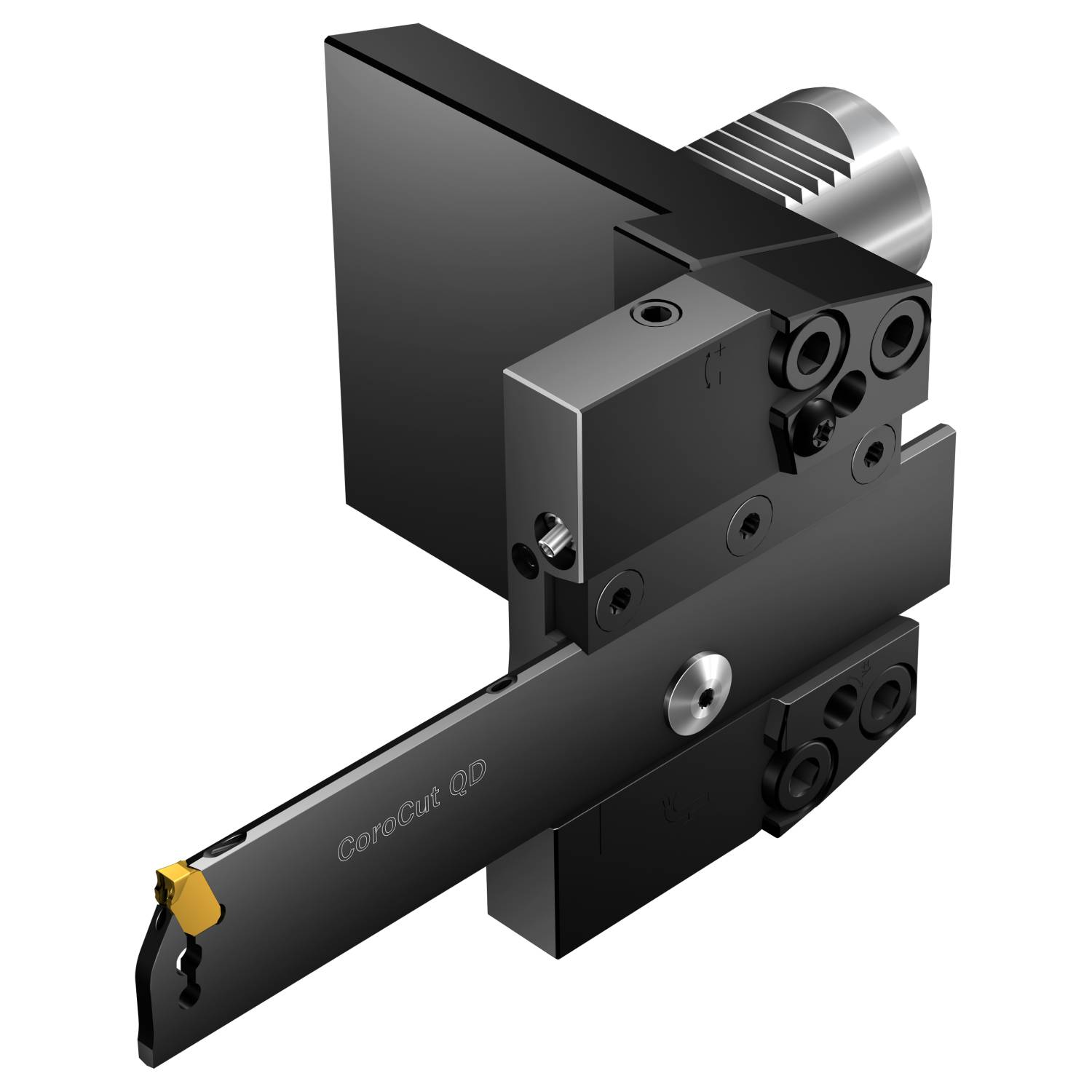
CoroCut® QD zum Abstechen mithilfe der Y-Achse vereint alle wesentlichen Merkmale von CoroCut® QD, jedoch mit einer wichtigen Änderung: Der Plattensitz ist um 90 Grad gedreht eingebracht.
Auf konventionellen Drehmaschinen ist die Vorschubbewegung in der XZ-Ebene begrenzt. Beim Abstechen verschiebt sich der resultierende Schnittkraftvektor zwangsläufig über den Werkzeugquerschnitt auf den schwächsten Bereich des Einsatzes und bewirkt eine hohe Schnittkraft und Deformationsbelastung. Der klassische Abstecheinsatz kompensiert dies durch eine große Höhe im Vergleich zur Breite.
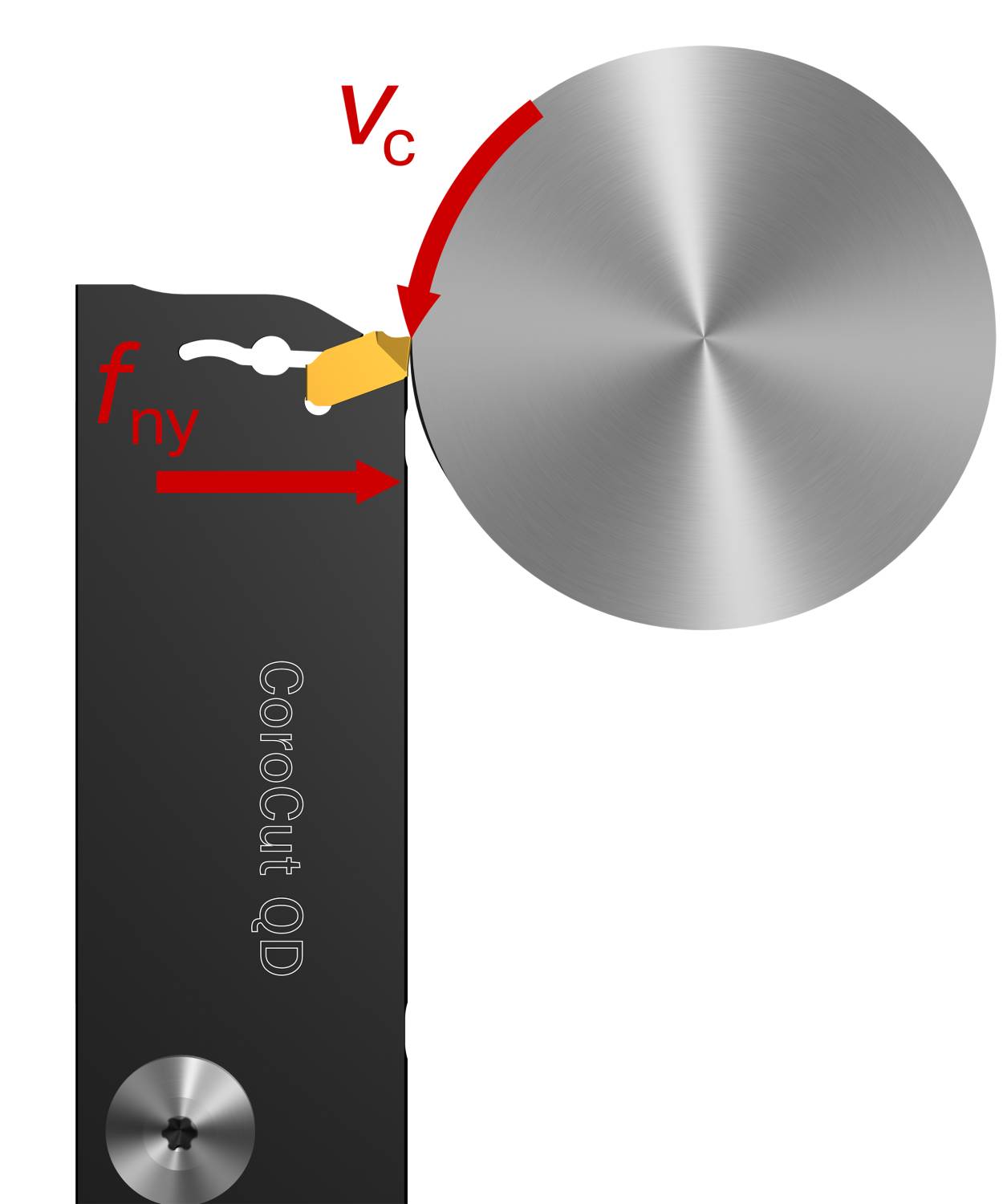
Das neue Konzept ist mit einem senkrecht zum Einsatz gefertigten Plattensitz ausgeführt. Dadurch wird die resultierende Belastung auf den stärksten Bereich des Einsatzes übertragen und Auslenkung und Geräuschpegel werden reduziert.
Um 90 Grad gedreht
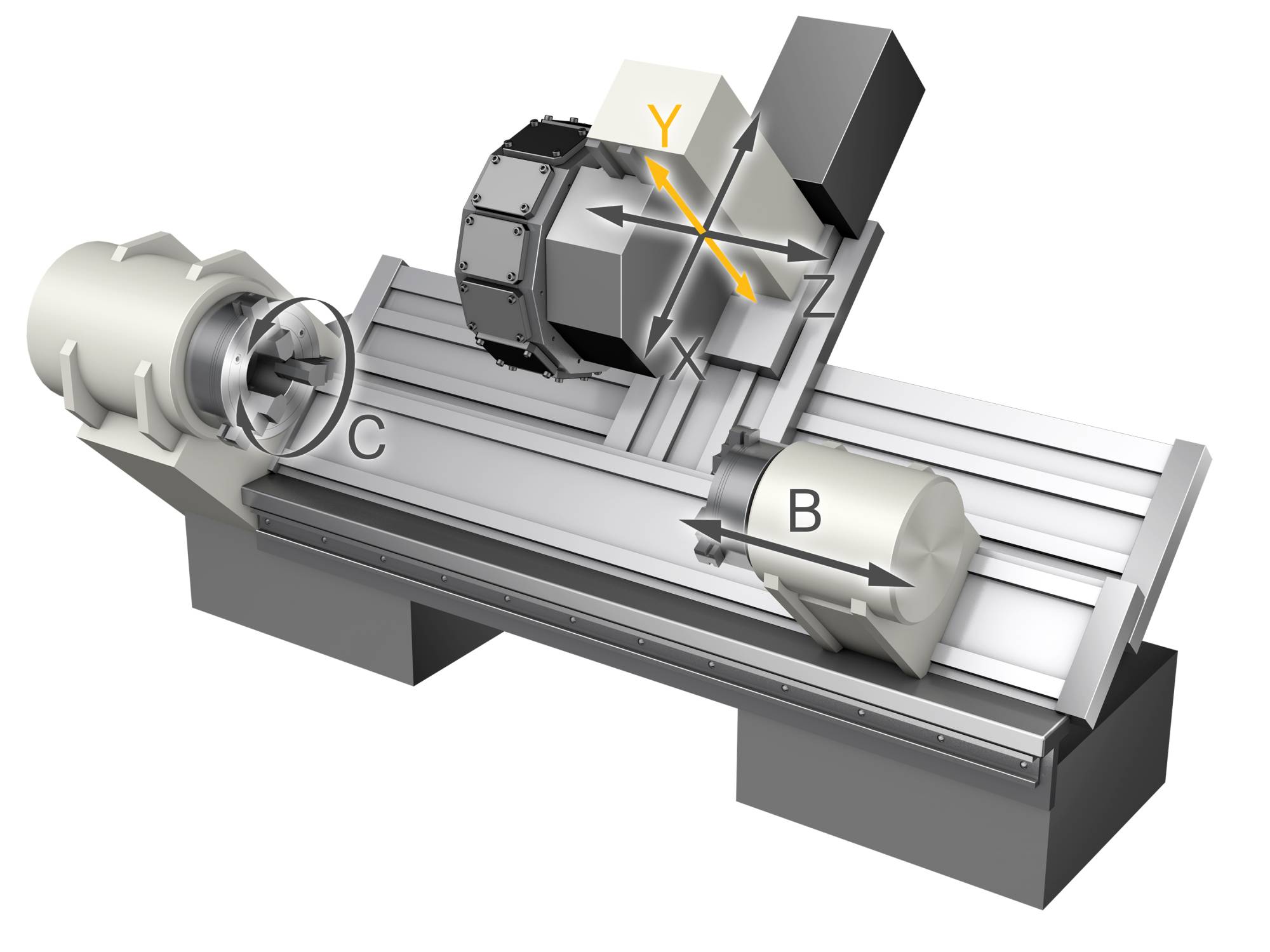
Sandvik Coromant hat eine Lösung entwickelt, bei der die Möglichkeiten moderner Maschinen genutzt werden, Werkzeugvorschub in Y-Richtung zu erzeugen. Bei diesem neuen Verfahren wird somit die Oberseite der Wendeschneidplatte parallel zum Ende des Einsatzes ausgerichtet, wie wenn sich der Wendeschneidplattensitz um 90 Grad gegen den Uhrzeigersinn drehen würde. Der neue Stecheinsatz schneidet im Wesentlichen mit seiner Frontpartie in das Werkstück. Dadurch wird der resultierende Schnittkraftvektor auf die Längsachse des Einsatzes ausgerichtet. Eine FEM-Analyse zeigt, dass dies kritische Belastungsspitzen, die üblicherweise bei herkömmlichen Einsätzen auftreten, eliminiert und die Stabilität des Einsatzes um das Sechsfache erhöht. Anders ausgedrückt: Das Ausmaß der Deformationsbelastung reduzierte sich im Vergleich zu Standardeinsätzen auf ein Sechstel.
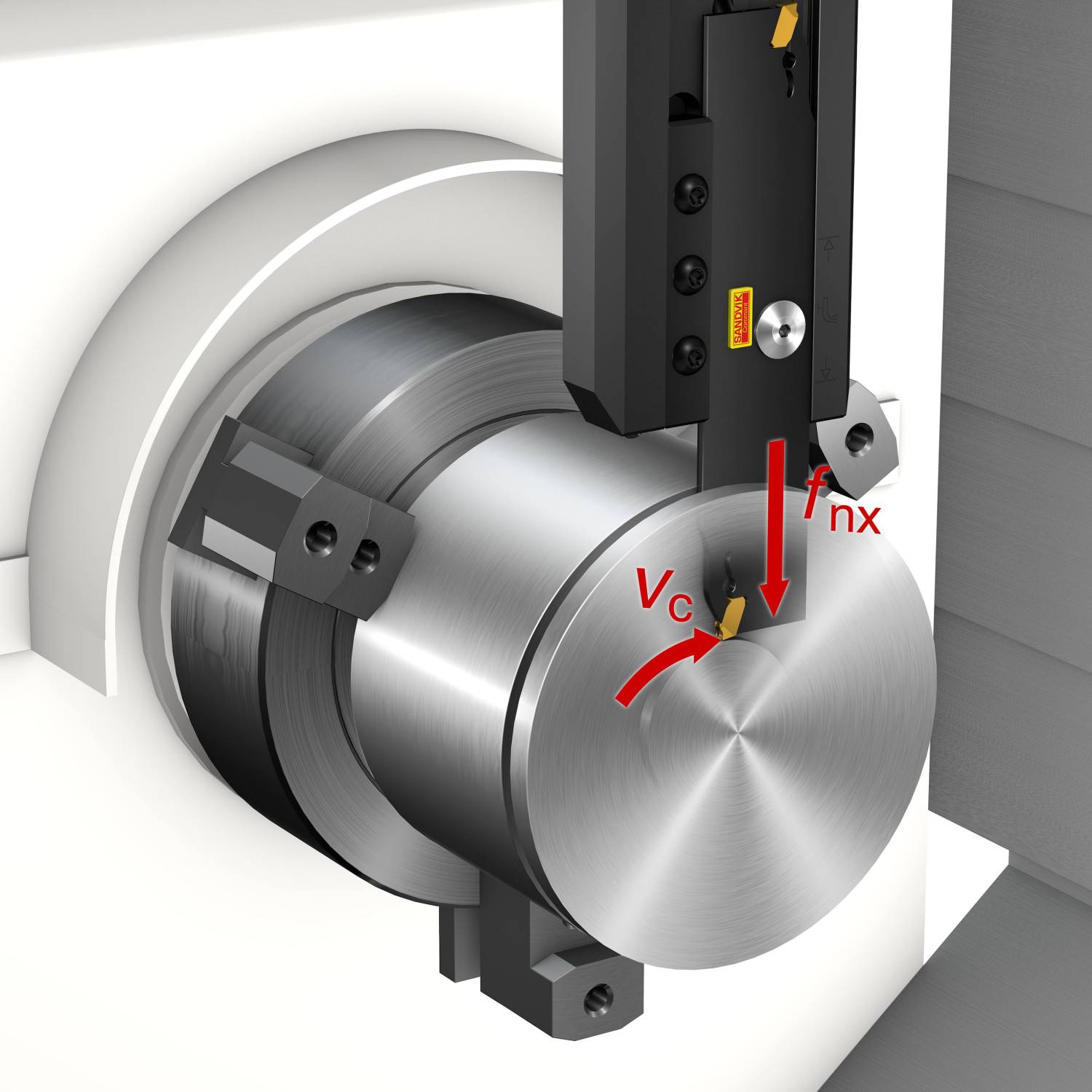
Im Anwendungsbereich gestaltet sich die neue Abstechmethode über die Y-Achse erstaunlich einfach. Wie bei herkömmlichen Einsätzen, wird die Schneidkante so nah wie möglich an die Mittellinie des Werkstücks positioniert. Dies erfolgt automatisch als Nebeneffekt aus der Werkzeuglängenmessung, die für das Werkzeug bei jeder Einrichtung ausgeführt werden muss. Ferner wird auch die korrekte Mittenhöhe überprüft.
Im Anwendungsbereich gestaltet sich die neue Abstechmethode über die Y-Achse erstaunlich einfach. Wie bei herkömmlichen Einsätzen, wird die Schneidkante so nah wie möglich an die Mittellinie des Werkstücks positioniert.
Durch die Nutzung der Y-Achse auf Multitask-Maschinen und Drehzentren können Produktivitätszuwächse erzielt werden.
Einsatz auf Multitask-Maschinen und Drehzentren
Drehzentren werden hauptsächlich in der Massenproduktion mit einem Stangendurchmesser bis zu 65 mm eingesetzt. Die größten Vorteile beim Abstechen über die Y-Achse zeigen sich dabei in einer erhöhten Produktivität und einer verbesserten Oberflächengüte. Das Abstechen wird üblicherweise als letzter Schritt bei der Bearbeitung eines Bauteils ausgeführt. Damit sind alle nachfolgenden Bearbeitungsschritte nach dem Abstechen eliminiert. Darüber hinaus lässt sich die Produktionseffizienz durch Reduzierung der Abstechbreite optimieren.
Auf Multitask-Maschinen bieten die Einsätze zum Abstechen mithilfe der Y-Achse eine verbesserte Zugänglichkeit und ermöglichen eine Bearbeitung von Bauteilen mit größerem Durchmesser. Feldtests ergaben, dass sich beim Abstechen einer herkömmlichen 120-Millimeter-Stange mit maximalem Vorschub der Wendeschneidplatte der Überhang um 50 % vergrößern lässt. Dabei konnte die Produktivität ohne Einbußen bei der Prozesssicherheit um bemerkenswerte 300 Prozent gesteigert werden. Bei einer weiteren Testbearbeitung auf Kundenseite konnte das bisher eingesetzte Bandsägen einer Inconel-Stange mit 180 mm Durchmesser erfolgreich durch die neue Abstechmethode über die Y-Achse ersetzt werden. Dabei wurde durch deutlich kürzere Bearbeitungszeiten eine Produktivitätsverbesserung erzielt.
Das Y-Achsen-Abstechen erfordert nur minimale Änderungen. Der größere maximale Durchmesser von 180 mm kann sich auf die Maschinenrüstung auswirken. Die CoroCut® QD Einsätze stehen in Standardbreiten von 3,0 und 4,0 Millimetern zur Verfügung, passen in übliche Aufnahmen und Revolver und verwenden Standardwendeschneidplatten. Die Änderungen betreffen hauptsächlich die Voreinstellung und die Programmierung.
Teilen: · · Zur Merkliste