anwenderreportage
Iscar SWISSCUT XL: Drehteile in Perfektion
Iscar überzeugt bei ABW durch technisches Know-how und innovative Werkzeuglösungen: Heimische Fertigungsunternehmen haben sich in den letzten Jahrzehnten nicht zuletzt aufgrund der Globalisierung auf die Herstellung von vor allem komplexen Teilen in eher kleinen Losgrößen spezialisiert. Nicht jedoch die oberösterreichische ABW Automatendreherei Brüder Wieser GmbH, die nun seit bereits 50 Jahren einen gänzlich anderen Weg beschreitet. Denn mit kurvengesteuerten Ein- und Sechsspindel-Drehautomaten ist man mit einer eigentlich alten Fertigungstechnologie höchst erfolgreich. Bei der Optimierung der Großserienbearbeitung nimmt auch der Werkzeugspezialist Iscar eine wichtige Rolle ein. Von Ing. Robert Fraunberger, x-technik

Für ein prozesssicheres, präzises Abstechen verwendet ABW den SWISSCUT XL von Iscar. Neben einer hohen Standzeit war dabei die Reduktion der Nebenzeiten in der Serienproduktion das wesentliche Entscheidungskriterium.
Shortcut
Aufgabenstellung: Auf die Taktzeit optimiertes und prozesssicheres Abstechen bei großen Serien.
Lösung: SWISSCUT XL von Iscar.
Nutzen: Reduktion von Nebenzeiten durch einen einfachen, schnellen und problemlosen Wechsel der Schneideinsätze innerhalb der Maschine; hohe Genauigkeit und Prozesssicherheit; Mehrfachnutzen durch unterschiedliche Schneideinsätze; Bearbeitung von schwer zerspanbaren Werkstoffen auch auf Kurvenautomaten.
Vor genau 50 Jahren haben die Brüder Christof und Thomas Wieser die ABW Automatendreherei Brüder Wieser GmbH (ABW) in Mondsee gegründet (Anm.: siehe dazu Seite 12). Heute fertigt man mit 50 Mitarbeitern im nahegelegenen Oberwang auf einer Produktionsfläche von 7.000 m² jährlich bereits 50 Millionen Drehteile für die unterschiedlichsten Branchen: „Das zu erreichen war ein absoluter Meilenstein unserer Firmengeschichte und bestätigt uns auf unserem eher unkonventionellen Weg“, so Geschäftsführer und Mitinhaber Josef Paarhammer, der seit 2005 die Geschicke der Oberösterreicher leitet. Er startete seine Karriere übrigens vor 42 Jahren als Lehrling Nr. 1 bei ABW.
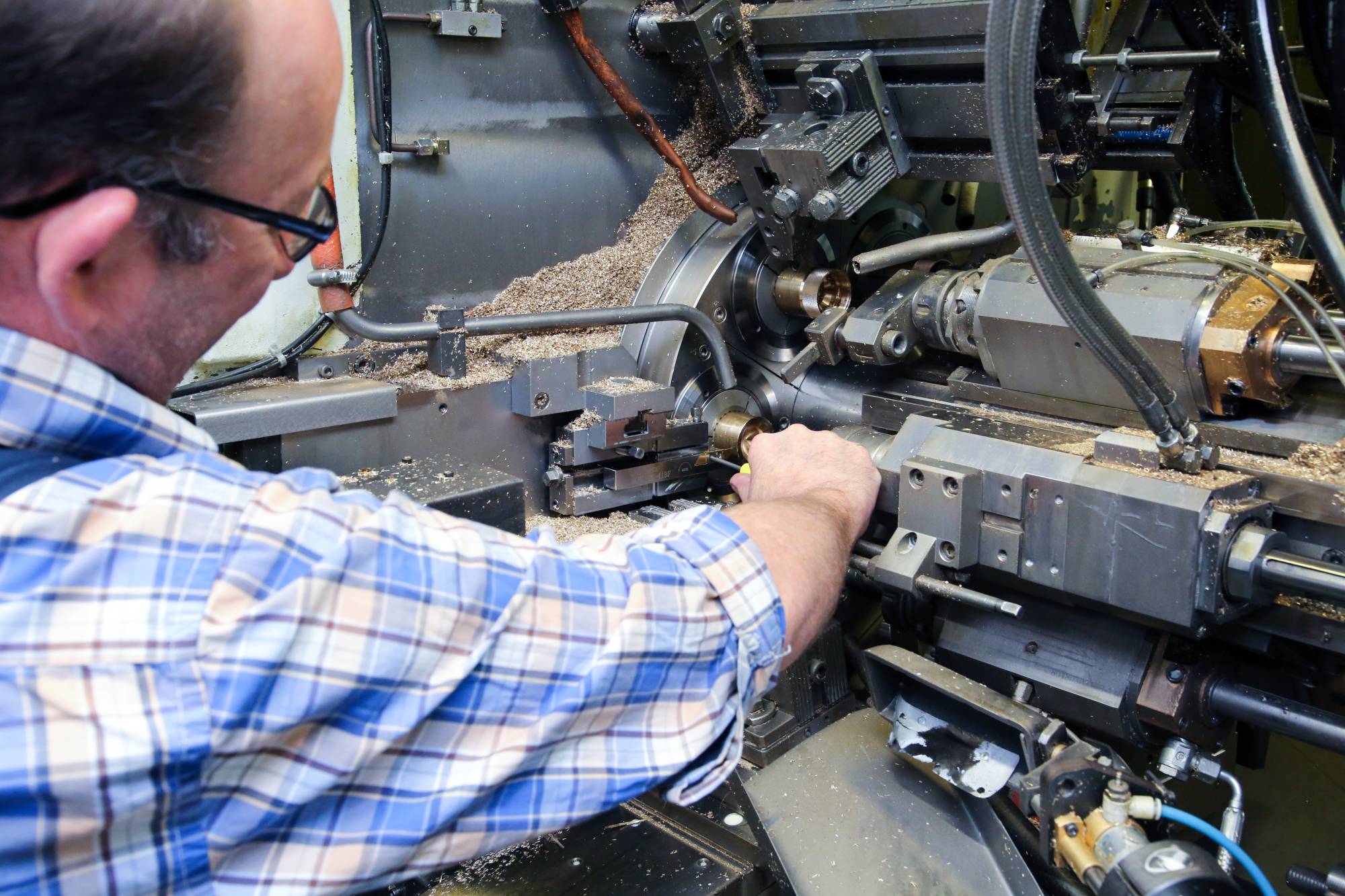
Der Schneidenwechsel dauert lediglich 30 Sekunden und kann innerhalb der Maschine, trotz der beengten Platzverhältnisse des Sechsspindel-Kurvendrehautomatens GM 42-6 von Gildemeister, ohne nachträgliches Einrichten durchgeführt werden.

Josef Paarhammer
Geschäftsführer ABW Automatendreherei Brüder Wieser GmbH
„Aufgrund der großen Bandbreite an kurvengesteuerten als auch CNC-Maschinen können wir unseren Kunden Drehteile aus allen gängigen Werkstoffen zum bestmöglichen Preis und zu kürzest möglichen Lieferzeiten bieten.
“
Know-how macht den Unterschied
Als Erfolgsgarant sieht er dabei die konsequente Weiterentwicklung der alten Fertigungstechnologie mit Kurvendrehautomaten in Kombination mit den darauf hochspezialisierten und langjährigen Mitarbeitern. Insgesamt sind bei ABW 20 Sechsspindel- und 30 Einspindel-Kurvendrehautomaten sowie 25 CNC-Drehmaschinen im Einsatz. Ergänzt wird das Portfolio durch 20 automatisierte Bestückungsanlagen und drei vollautomatische Prüfanlagen, um die stetig steigenden Qualitätsansprüche zu erfüllen. „Aufgrund der großen Bandbreite an Maschinen können wir unseren Kunden Drehteile aus allen gängigen Werkstoffen zum bestmöglichen Preis und zu kürzest möglichen Lieferzeiten anbieten“, so Paarhammer weiter.
Dass heutzutage noch mit Maschinen produziert werden kann, die mechanisch und nicht CNC-gesteuert sind, ermöglichen ausschließlich die Treue und der Erfahrungsaustausch der langjährigen Mitarbeiter. ABW hat so gut wie keine Fluktuation, wodurch das Know-how nicht verloren geht, was angesichts der außergewöhnlichen Beschaffenheit der Kurvenautomaten überlebenswichtig ist.
„Das Arbeiten mit Kurvendrehautomaten lernt man heutzutage in keiner klassischen Ausbildung. Es dauert zwischen fünf und zehn Jahre, bis man diese spezielle Fertigungstechnologie richtig beherrscht“, geht Paarhammer auf die hohe Komplexität ein. Gerade bei der Herstellung von zumeist einfacheren Werkstücken in sehr großen Stückzahlen sind die Oberösterreicher aufgrund dieser „alten“ Technologie laut Paarhammer erstklassig: „Der höhere Rüstaufwand bei Kurvenautomaten wird durch die hohen Stückzahlen von bis zu 1.000 und mehr pro Stunde schnell kompensiert!“
Ein interessantes Detail am Rand: Früher bedienten bei ABW zwei Mitarbeiter eine Maschine, heute kommen auf einen Mitarbeiter zwei Maschinen. Damit hat man in den letzten 30 Jahren zwar den Mitarbeiterstand um 60 % erhöht, jedoch den Umsatz im gleichen Zeitraum verachtfacht.
Serienbearbeitung optimieren
Um die Serienbearbeitung zu optimieren, ist ABW auch auf das Know-how und die Innovationskraft der Werkzeughersteller angewiesen. Nicht zuletzt deshalb ist Iscar der wichtigste Werkzeuglieferant der Oberwanger: „Iscar-Werkzeuge sind im Verhältnis zu anderen Herstellern möglicherweise etwas teurer. Wir sind jedoch von deren Qualität und auch vom technischen Know-how der Mitarbeiter absolut überzeugt. Das bringt ganzheitlich gesehen wesentlich mehr als kurzfristig geringere Werkzeugkosten“, begründet Paarhammer die intensive Zusammenarbeit.
„Kurvengesteuerte Drehautomaten sind auch für uns eine besondere Herausforderung, denn hier müssen wir uns mit den eingesetzten Wendeplatten genau auf die Bearbeitung – sprich die Vorgabe des Kurvenautomatens in Kombination mit den zu zerspanenden Materialien – richten. Konkret bedeutet das, den Spanformer, die Beschichtung und Geometrie so abzustimmen, dass die Serienbearbeitung in kürzest möglicher Zeit absolut prozesssicher vonstattengeht“, fasst Manuel Schober, technische Beratung und Verkauf bei Iscar, den nicht alltäglichen Prozessablauf zusammen. Wobei nicht unbedingt das Material den Ton angibt, sondern eher der Bearbeitungsprozess an sich: „So kann man auch bei St52 schnell an die Grenzen stoßen, da aufgrund der hocheffektiven Bearbeitung der extrem beengte Bauraum eines Sechsspindlers rasch mit Spänen gefüllt ist. Hier gilt es die Wendeplatten samt Spanformer so zu optimieren, dass die Späne möglichst klein bleiben und dadurch die Nebenzeiten deutlich reduziert werden.“ Der Schneidstoffweiterentwicklung bzw. gemeinsamen Prozessoptimierung ist es auch geschuldet, dass ABW heute auch schwer zerspanbare Materialien auf Kurvenautomaten fertigen kann.

Die Einleghülse M40 x 1,5 mm aus CuZn39Pb3 ist perfekt für die Bearbeitung auf Kurvenautomaten geeignet und wird in Serien zu mehreren Zehntausend Stück gefertigt. Die Taktzeit beträgt dabei lediglich acht Sekunden.

Josef Feusthuber
Gruppenleiter Mehrspindelautomaten bei ABW Automatendreherei Brüder Wieser GmbH
„Bei Iscar schätze ich vor allem die hohe Kompetenz der Mitarbeiter. Dadurch können wir gemeinsam die modernsten Zerspanungswerkzeuge optimal an unsere Prozesse anpassen.
“
Abstechen perfekt abgestimmt
Um die oben angesprochenen Nebenzeiten so gering wie möglich zu halten, ist auch der einfache und absolut sichere Werkzeugwechsel ein wichtiger Faktor. Ein gutes Beispiel dafür ist Stechbearbeitung an einem Bauteil aus Messing für die Automobilindustrie, das in sehr großen Serien abgerufen wird. Gefertigt wird dieser auf einem Gildemeister Sechsspindel-Kurvendrehautomaten GM 42-6 mit Zykluszeiten von acht Sekunden pro Bauteil. Die Einleghülse M40 x 1,5 mm ist aus CuZn39Pb3 (Anm.: typische Kupfer-Zink-Knetlegierung mit Blei) und somit auch perfekt für die Bearbeitung auf Kurvenautomaten geeignet. Der Toleranzbereich liegt bei +/- 0,02 mm.
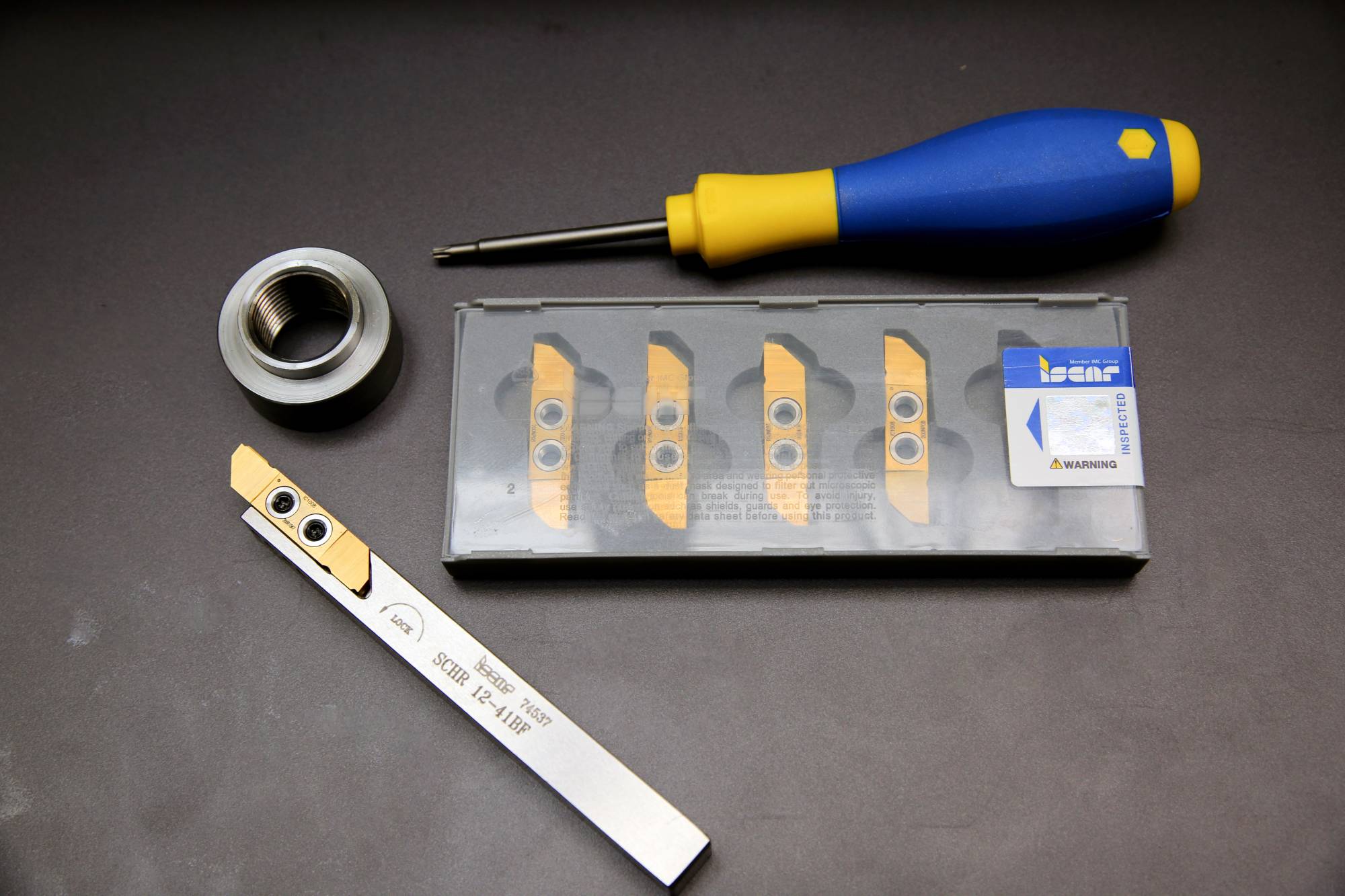
Zum Abstechen hat der zuständige ABW-Gruppenleiter für Mehrspindelautomaten Josef Feusthuber gemeinsam mit den Iscar-Experten die extralangen Schneideinsätze der SWISSCUT XL-Linie ausgewählt. Diese hat man bereits in St52 bei einem anderen Bauteil sehr erfolgreich eingesetzt. Das neue Stechwerkzeug wurde zudem optimal an die Taktzeit angepasst. „Die Standzeit von rund 20.000 Teilen ist bei Messing nicht so wesentlich, jedoch kommt jedes Teil absolut gratfrei aus der Maschine, es gibt somit auch keinen Ausschuss und durch den perfekten Spanbruch auch kein Späneproblem“, begründet Feusthuber die Entscheidung.


SWISSCUT XL überzeugt
Mit den extralangen Schneideinsätzen der SWISSCUT XL-Linie von Iscar können Anwender Werkstücke bis zu einem Durchmesser von 20,0 mm abstechen bzw. einer Einstechtiefe von 5,0 mm seitlich drehen. „Das kompakte Werkzeug erlaubt eine problemlose Spanevakuierung und lässt sich leicht in das Werkzeugmagazin eines Langdrehers oder Kurvenautomaten integrieren“, erklärt Manuel Schober.
Hier kommt der große Vorteil der neuen XL-Einsätze zum Tragen: das Klemmsystem zur Befestigung der Schneideinsätze. Zwei Spezialschrauben im Werkzeugträger halten die Schneideinsätze fest an ihrem Platz. Das stellt präzise Bearbeitungsprozesse sicher. Die Schrauben sind von beiden Seiten leicht erreichbar und erlauben so den Schneidenwechsel in der Maschine. „Da es nicht notwendig ist, die Schrauben komplett herauszudrehen, besteht auch keine Gefahr, dass Kleinteile in die Maschine fallen könnten. So ist der Einsatzwechsel einfach, schnell und problemlos machbar – ohne lange Rüstzeiten“, bringt sich Iscar-Produktmanager Christian Braumann ein. Für Josef Feusthuber ist zudem der absolut maßgetreue Wechselvorgang aufgrund geschliffener Wendeplatten sehr wichtig: „In Grunde genommen kann man den Plattenwechsel ohne großes Nachdenken und nahezu ohne Stillstand direkt in der Maschine durchführen – ein Einstellvorgang ist nicht notwendig.“
Die Werkzeuge sind übrigens mit 12 oder 16 Millimeter Vierkantschäften erhältlich und können unterschiedliche Schneideinsätze zum Abstechen, Rück- und Vorwärtsdrehen, Einstechen und Gewindeschneiden aufnehmen. Dazu sind acht unterschiedliche Schneideinsätze verfügbar, ausgeführt in der verschleißfesten Schneidstoffsorte IC1008. „Dieser Mehrfachnutzen ist für uns absolut ein Vorteil und wird auch genutzt“, hebt Josef Feusthuber hervor.

Erfolgsgarant von ABW ist die konsequente Weiterentwicklung der Fertigungstechnologie mit Kurvenautomaten in Kombination mit den darauf hochspezialisierten und langjährigen Mitarbeitern. Insgesamt sind bei ABW 20 Sechsspindel- und 30 Einspindel-Kurvendrehautomaten sowie 25 CNC-Drehmaschinen im Einsatz.


Manuel Schober
Technische Beratung und Verkauf, Iscar Austria GmbH
„Kurvengesteuerte Drehautomaten sind auch für uns eine besondere Herausforderung, denn hier müssen wir uns mit den eingesetzten Wendeplatten – sprich Spanformer, Beschichtung und Geometrie – genau auf die Bearbeitung richten.“
Potenziale gemeinsam heben
ABW wird den neuen Schneideinsatz auch in weiteren Werkstoffgruppen einsetzen, um die Vorteile der Nebenzeitenreduktion und der hohen Prozesssicherheit weiter zu nutzen. Und bei großen Serien – 20.000 bis mehrere Millionen Teile pro Auftrag – die ABW auf seinen Kurvendrehautomaten fertigt, ist klar, welches Potential hier vorhanden ist. Aus diesem Grund sind unter anderem auch das SUMOCHAM-Wechselkopfbohrsystem oder der MINI-TANGSLOT-Scheibenfräser von Iscar im Einsatz. „Wir kommen zumeist dann ins Spiel, wenn bei der Bearbeitung viel Know-how gefragt ist“, freut sich Manuel Schober auf weitere Herausforderungen.
Abschließend kann das Josef Paarhammer und sein Team nur bestätigen: „Für einen nachhaltigen und wirtschaftlichen Optimierungsprozess in der Serienbearbeitung sind Partner mit entsprechendem Zerspanungs-Know-how und Verständnis für unsere Prozesse notwendig. Günstige Werkzeuge kann schnell mal wer anbieten, aber das nötige technische Verständnis für Kurvenautomaten in Kombination mit hochwertigen Zerspanungswerkzeugen finden wir meist nur bei Iscar.“

Christian Braumann
Produktmanager, Iscar Austria GmbH
„Für die Fälle, in denen die Bearbeitungstiefe der SWISSCUT INNOVAL-Linie nicht ausreicht, hat Iscar die SWISSCUT XL-Linie entwickelt. Ihre längeren Schneideinsätze erlauben Einstechtiefen von bis zu zehn Millimetern und Schnitttiefen bis fünf Millimeter. Zwei Klemmschrauben halten die Einsätze fest an ihrem Platz – für saubere und präzise Prozesse.
“


Infos zum Anwender
Die ABW Automatendreherei Brüder Wieser GmbH aus Oberwang ist seit nun bereits 50 Jahren auf die Herstellung von Drehteilen aus allen zerspanbaren Materialien bis 65 mm Durchmesser in Serien ab 500 Stück spezialisiert. Die Kunden kommen unter anderem aus der Automobil-, Flugzeug-, Beschläge-, Sanitär-, Elektronik- und Unterhaltungsindustrie. Im letzten Jahr konnten die rund 50 Mitarbeiter die Marke von 50 Millionen gefertigten Drehteilen pro Jahr knacken. Insgesamt sind bei ABW 20 Sechsspindel- und 30 Einspindel-Kurvendrehmaschinen sowie 25 CNC-Drehmaschinen im Einsatz.
Teilen: · · Zur Merkliste