Sandvik Coromant HPC: Präzise Hochdruckkühlung
Neu entwickelte Kühlschmierstoffzufuhr verbessert Ein- und Abstechoperationen: Da das Ein- und Abstechen als eine der häufigsten Bearbeitungen risikoanfällig ist, sind die positiven Effekte der zielgerichteten Hochdruckkühlung (HPC – High-Pressure-Coolant) hier besonders gefragt. Nur so können die Forderungen nach hoher Leistung, sicheren Prozessen und hochqualitativen Komponenten erfüllt werden. Dabei gilt: Je größer der Abstechdurchmesser oder je tiefer die Nuten, desto größer der Bedarf an effektiven Lösungen. Die neuesten Entwicklungen im Bereich der zielgerichteten Hochdruckkühlung erweisen sich hier als sehr wirkungsvoll.
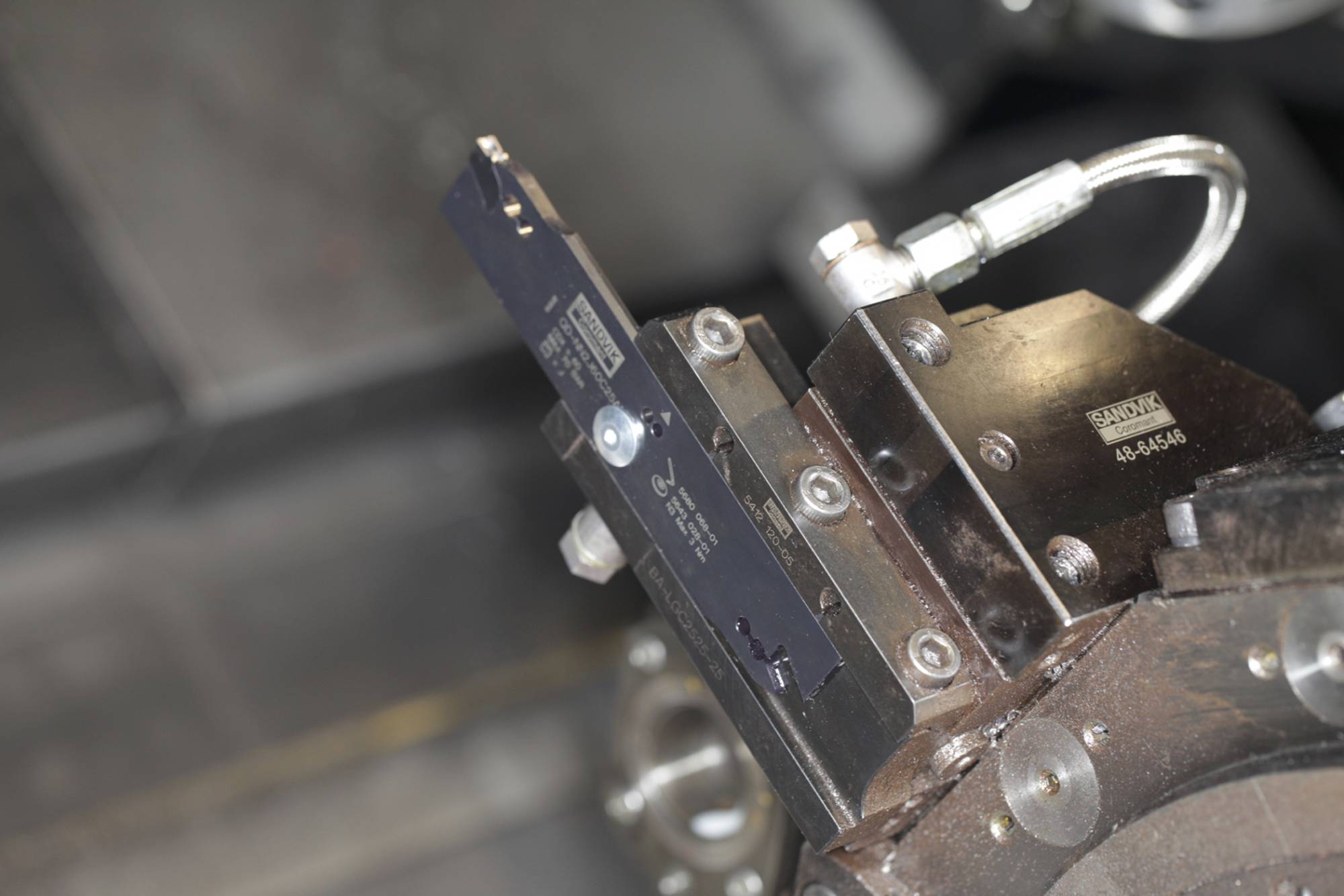
Das CoroCut® QD Werkzeugkonzept für tiefes Ein- und Abstechen punktet mit präziser Hochdruckkühlung.
Die Vorteile moderner Hochdruckkühlung auf einen Blick
• höhere Schnittdaten bzw. Einsatz zäherer Wendeschneidplattensorte
• gute Spankontrolle und einheitliche Oberflächenqualität
• längere Standzeit
• kurze, einfache Werkzeugwechsel und –Setup
Der Einsatz der zielgerichteten Hochdruckkühlung zur Steigerung der Leistungsfähigkeit beim Ein- und Abstechen ist mit einigen Herausforderungen verknüpft. Doch neueste Technologien helfen, diese zu meistern. Die dazu entwickelten Werkzeuge verfügen über spezielle Kühlschmierstoffbohrungen, mit deren Hilfe der Kühlschmierstoffstrahl die Schnittzone erreicht und so die Fertigungsrisiken minimiert.
Ein paralleler, druckintensiver Laminarstrahl wirkt sich positiv auf die Kontaktlänge zwischen Span und Werkzeug aus. Zudem kühlt und schmiert der so applizierte Kühlschmierstoff genau da, wo es erforderlich ist. Da eine großvolumige Kühlung, deren hoher Druck über Maschinen-, Halter- und Werkzeugschnittstellen hinweg besteht, ohne viel Aufwand zu realisieren sein muss, dürfen sowohl die Werkzeugwechsel als auch der Anschluss der Kühlmittelzufuhr nicht zeitaufwändig sein.
Beim Versuch, mithilfe der Hochdruckkühlung Ein- und Abstechprozesse zu optimieren, kommt es allerdings häufig zu Problemen. Beispielsweise ist eine gute Spankontrolle wichtig, um ungeplante Maschinenstopps oder Werkzeugbruch zu vermeiden. Vor allem beim Abstechen ist die Spankontrolle von entscheidender Bedeutung. Werden die Späne nicht richtig geformt oder ihre Spanbreite reduziert, bleiben sie bei der Bearbeitung in der Nut stecken. Das kann zu einer hohen Werkzeugbelastung, unsicheren Prozessen und schlechten Oberflächengüten führen – bis hin zum Werkzeugbruch.
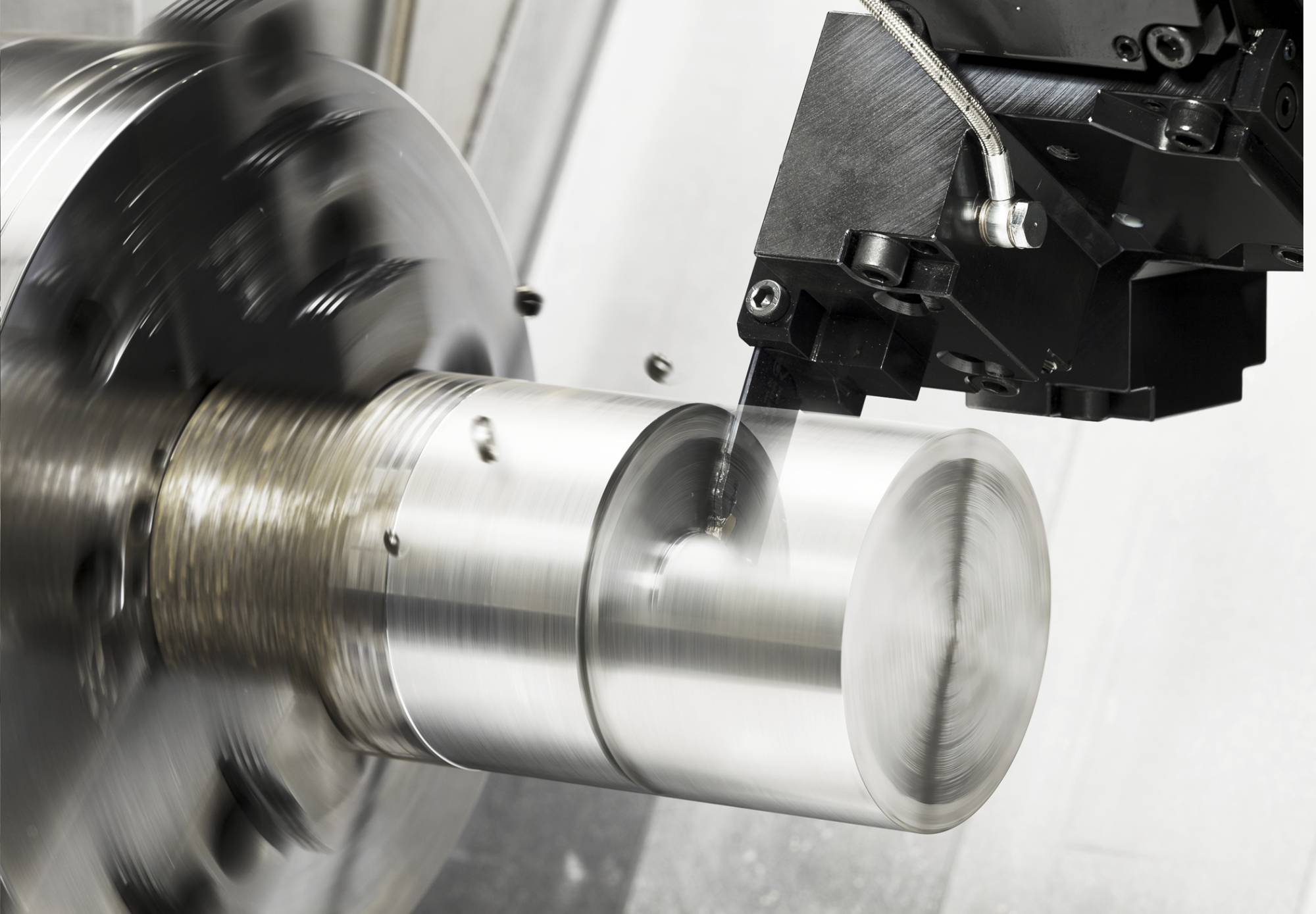
Vor allem beim Abstechen ist die Spankontrolle von entscheidender Bedeutung: Abstechoperation mit CoroCut® QD bieten höchste Prozesssicherheit.
Den kritischen Punkt erreichen
Auch zur Schmierung sind Kühlschmierstoffe unerlässlich. Gerade langspanende Werkstoffe sollten nicht ohne die Schmierwirkung eines Kühlstoffs abgestochen werden. Wenn die langen, schlanken Abstechwerkzeuge tief ins Werkstück eindringen, ist eine ausreichende Kühlung der Schnittzone wichtig. Da aber selbst bei bewährten Kühlmechanismen der größte Teil des Kühlschmierstoffs von den Spänen blockiert wird, ist zum Erreichen des kritischen Bereichs ein gezielter Kühlschmierstoffstrahl notwendig.
Die positiven Effekte der Hochdruckkühlung werden auch benötigt, um der Aufbauschneidenbildung entgegenzuwirken. Das gilt besonders beim Abstechen von Stangenmaterialien. In Langdrehmaschinen verlangen Stangenlader und lange Stangen häufig eine niedrigere Schnittgeschwindigkeit. Sinkt die Bearbeitungsgeschwindigkeit so unter den empfohlenen Wert, verschweißen sich viele Werkstückstoffe an der Schneidkante und es kommt zu einer Aufbauschneidenbildung.
CoroCut® QD bietet im Vergleich zum Wettbewerb längere Standzeiten. Hauptgrund dafür ist eine Kühlung von oben und unten, die kein vergleichbares System als Standard bietet.
Grundlage für effiziente Produktion
CoroCut® QD bietet erweiterte und verbesserte Möglichkeiten für tiefes Ein- und Abstechen – dank neu entwickelter Wendeschneidplatten, starrer Spannung, einem neuen Werkzeugschwert-Design und -Material sowie effizienter Hochdruck-Kühlschmierstoffzufuhr. Für Hersteller von Bauteilen aus Stangenmaterial ist die Prozesssicherheit bezüglich einer sicheren Spankontrolle und langer, berechenbarer Standzeiten die Grundlage für eine effiziente Produktion.
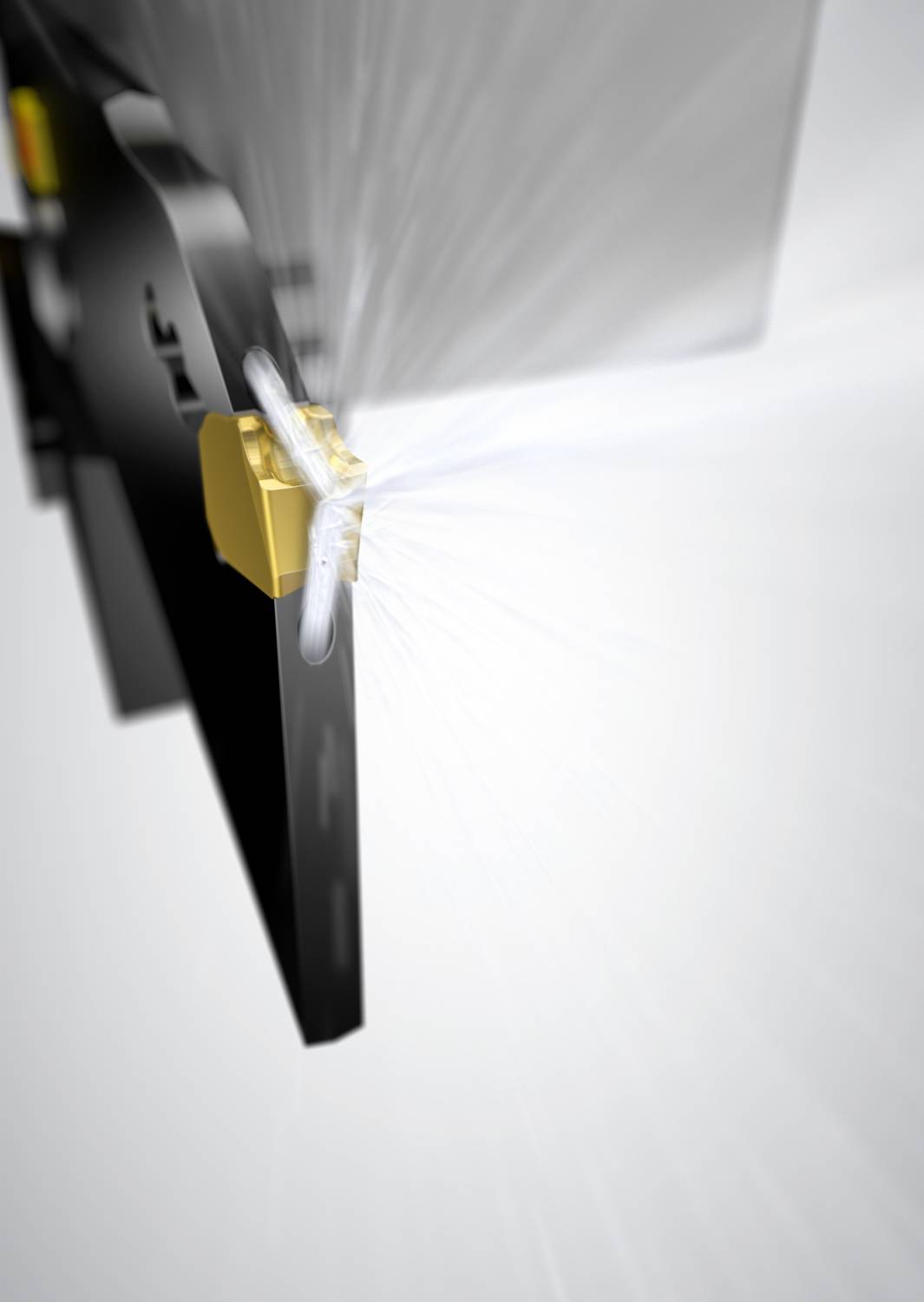
Eine gute Spankontrolle erreichen die CoroCut QD Werkzeuge mithilfe einer Kühlung, die die Schneidzone sowohl von oben als auch von unten mit Kühlschmierstoff versorgt. So kann die Temperatur an der Schneidkante niedrig gehalten werden. Daraus resultieren ein geringerer Werkzeugverschleiß, eine beständigere Leistung und eine effiziente Spanabfuhr aus der Nut. Der neue doppelprismatische Plattensitz garantiert eine sichere und präzise Schneidplattenposition.
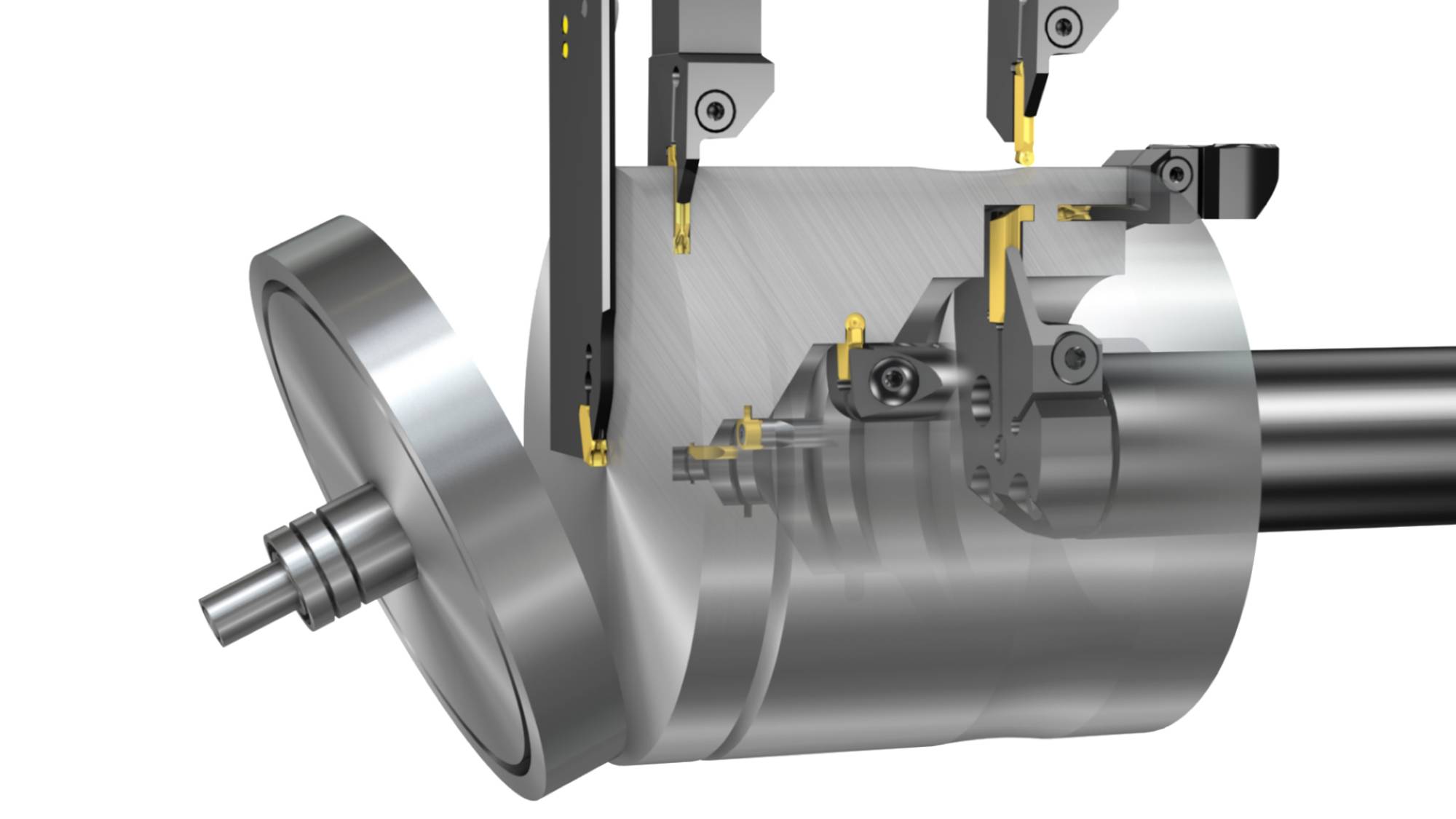
Ein- und Abstechoperationen mit CoroCut® QD, CoroCut® 1-2, T-Max Q-Cut®, CoroCut® MB und CoroCut® XS.
Kühlung über spezielles Setup
Die Wendeschneidplattengeometrie punktet mit einem speziell entwickelten Kanal, der sicherstellt, dass der Kühlschmierstoff den richtigen Schneidkanten- und Spanformungsbereich erreicht. Des Weiteren sorgt die Unterkühlung dafür, dass die Schneide auf der Freifläche geschmiert und gekühlt wird. Die Werkzeuge werden mit der Kühlschmierstoffversorgung der Maschine mittels spezieller Adapter benutzerfreundlich verbunden – ohne zusätzliche Rohre oder Schläuche. Die Einsätze zum Abstechen können gemäß dem optimalen Werkzeugüberhang und der korrekten Kühlschmierstoffversorgung angepasst werden.
Kühlschmierstoffe werden beim Drehen eingesetzt, um die Reibung an der Schneidkante, die Temperatur am Werkzeug und Werkstück sowie die Aufwände für Handling und Setup zu reduzieren. Gleichzeitig halten sie die Maschine sauber, beugen der Rostbildung vor und führen Späne ab. Alle CoroCut QD-Werkzeuge mit Kühlung von oben und unten können die verschiedenen Effekte nutzen und sind für verschiedene Materialien angepasst. Darüber hinaus bewirken verschiedene Kühlmedien unterschiedliche Ergebnisse: Öl beispielsweise hat eine höhere Schmierwirkung, der Kühleffekt ist aber geringer als bei einer Emulsion.
Die Kleinteilefertigung
CoroCut XS ist ein tangential montiertes Werkzeugsystem für die Präzisionsbearbeitung auf Langdrehern. Das System ist zum Abstechen, Nutendrehen, Längsdrehen, Profildrehen, Rückwärtsausdrehen und Gewindedrehen einsetzbar. Die Wendeschneidplatten mit sehr scharfen Schneidkanten bieten optimale Ergebnisse bei geringen Vorschüben. Die Vorteile des Systems sind eine hohe Präzision, leichtes Indexieren, eine Vielzahl von Schneidplattenvarianten und eine moderne Hochpräzisions-Kühlschmierstoffzufuhr.
Die QS-Halter können durch Montage in die Schnittstelle, beispielsweise VDI oder Coromant Capto®, an die Hochdruckkühlung angeschlossen und die QS-Adapter und Werkzeuge mit einem Kühlschmierstoffdruck von bis zu 70 bar eingesetzt werden. Maschinenadapter sind für die gängigsten Maschinenschnittstellen wie Schaftrevolver, VDI-Stern- und Scheibenrevolver, Coromant Capto und HSK-T verfügbar. Zudem sind spezifische Spanneinheiten für verschiedene Maschinenmarken und -typen erhältlich. Au www.toolbuilder.sandvik.coromant.com kann die passende Adapter-Werkzeug-Kombination einfach identifiziert werden.
Beim Axialeinstechen verbessert eine zielgerichtete Hochdruckkühlung die Spankontrolle und -abfuhr deutlich. Da vor allem die Spankontrolle und der Spanbruch oft problematisch sind, kann so die Bearbeitung vieler gängiger Materialien deutlich verbessert werden.
Kühlung von oben oder von unten?
Abhängig von den Prozessbedingungen wird entschieden, ob der Kühlschmierstoff von oben oder von unten auf die Schneidkante trifft – ideal ist in vielen Fällen eine Kombination. Die Kühlung von oben verbessert die Spankontrolle, ermöglicht lange Standzeiten sowie weniger Maschinenstopps und reduziert die Aufbauschneidenbildung. Die Kühlung von unten reduziert die Reibungstemperatur und den Freiflächenverschleiß und optimiert so die Spanabfuhr und die Standzeit.
Reduzierte Temperaturen in der Schnittzone ermöglichen den Einsatz zäherer Wendeschneidplattensorten – und das bei gleichen oder gar verlängerten Standzeiten und Schnittdaten. Anwender profitieren dadurch von besser vorhersagbaren Standzeiten und sicheren Fertigungsprozessen. Weil hohe Temperaturen vor allem bei langen Schnitten und tiefen Nuten negative Auswirkungen haben können, ist hier eine Kühlung von unten besonders vorteilhaft.
Kühlschmierstoffe, die unter Druck angewendet werden, haben je nach Werkstückmaterial unterschiedliche Effekte. Am größten ist ihre Wirkung bei der Bearbeitung von Komponenten mit geringer Wärmeleitfähigkeit wie rostfreiem Stahl, Titan und hitzebeständigen Superlegierungen. Bei Materialien wie kohlenstoffarmen Stählen, Aluminium und Duplexstahl, bei deren Bearbeitung auch die Spankontrolle schwierig ist, hat die Hochdruckkühlung einen größeren Einfluss auf die Schmierung.
Fazit
Der Einsatz von Hochdruckkühlung und -schmierung kann die Leistung und die Prozesssicherheit beim Ein- und Abstechen erhöhen. Richtig angewandt reduziert sie die Schnitttemperatur und verbessert die Spanabfuhr. Insbesondere bei der Bearbeitung tiefer Nuten erreichen aufgrund des konventionellen, externen Einsatzes nur geringe Mengen des Kühlschmierstoffs die Nut. Mit hochpräziser Hochdruckkühlung gelangen die Kühlschmierstoffstrahlen exakt an die Schneidkante – selbst bei tiefen Nuten.
Teilen: · · Zur Merkliste