anwenderreportage
Stadler Keppler HDC 3000: Der Praktiker als Maschinenbauer
Stadler Keppler Maschinenbau überzeugt durch Flexibilität und Langlebigkeit: Mit modernsten Fertigungstechnologien entwickelt und produziert die Stadler Formenbau GmbH Spritzgussformen bis 30 Tonnen. Höchste Flexibilität und Zuverlässigkeit sind dabei für den Inhaber und Geschäftsführer Hannes Stadler die wichtigsten Tugenden von Werkzeugmaschinen. Gefunden hat er diese insbesondere in den 6-Achs-Universal-Bearbeitungszentren der HDC-Baureihe. Nicht zuletzt deshalb hat er 2017 die Keppler Maschinenbau GmbH übernommen, die heute als Stadler Keppler Maschinenbau firmiert. Von Ing. Robert Fraunberger, x-technik

Das Flaggschiff bei Stadler Formenbau ist seit Ende 2018 das 6-Achs-Universal-Bearbeitungszentrum HDC 3000-Z von Stadler Keppler. Es überzeugt durch Tischbelastungen bis 10 t, Verfahrwege (X/Y/Z) von 3.000 x 2.000 x 1.800 mm und einem Störkreis von 2.800 mm.
Shortcut
Aufgabenstellung: Hohe Flexibilität in der Bearbeitung von Formeinsätzen sowie Formplatten mit möglichst wenigen Aufspannungen.
Lösung: HDC 3000 von Stadler Keppler.
Nutzen: Große Verfahrwege; optimaler Bearbeitungsraum; hohe Zuverlässigkeit im Dauerbetrieb; wirtschaftliche Vorteile durch Komplettbearbeitung.
Seit 1980 entwickelt und fertigt die Stadler Formenbau GmbH mit derzeit 60 Mitarbeitern hochpräzise Spritzgussformen für die Automobil-, Medizin-, Freizeit- und Verpackungsindustrie. „Die Kunden erhalten bei uns alles aus einer Hand. Von der Unterstützung bei der Produktentwicklung über die 3D-Konstruktion bis hin zur fertigen Form inkl. Bemusterung“, fasst Hannes Stadler das Erfolgsgeheimnis des in Fischlham (OÖ) beheimateten Formenbauers und Lohnfertigers zusammen. Dass die Qualität der Bauteile dabei an erster Stelle steht, beweist nicht nur die Zertifizierung ISO 9001:2015. Dafür spricht laut dem leidenschaftlichen Unternehmer auch der jahrelange Erfahrungsschatz, das Know-how im Formenbau und die hohe Motivation der Fachkräfte sowie „… unsere sprichwörtliche Liebe zum Detail, speziell bei anspruchsvollen Projekten.“
Neben der Fachkompetenz der Mitarbeiter spielen bei den Oberösterreichern die eingesetzten Werkzeugmaschinen und vor allem deren Flexibilität, Zuverlässigkeit sowie hohe Prozesssicherheit eine tragende Rolle. Der Erfolg dieser Strategie zeigt sich auch in der aktuellen Situation, hervorgerufen durch eine bereits angeschlagene Automobilindustrie sowie der Corona-Krise, die das Ganze nochmals verschärft hat. „Um Situationen wie diese möglichst gut zu meistern, ist es nötig, sehr rasch auf die unterschiedlichsten Anforderungen des Marktes reagieren zu können. Da ist ein möglichst flexibler Maschinenpark eben ein großer Vorteil“, betont Hannes Stadler.

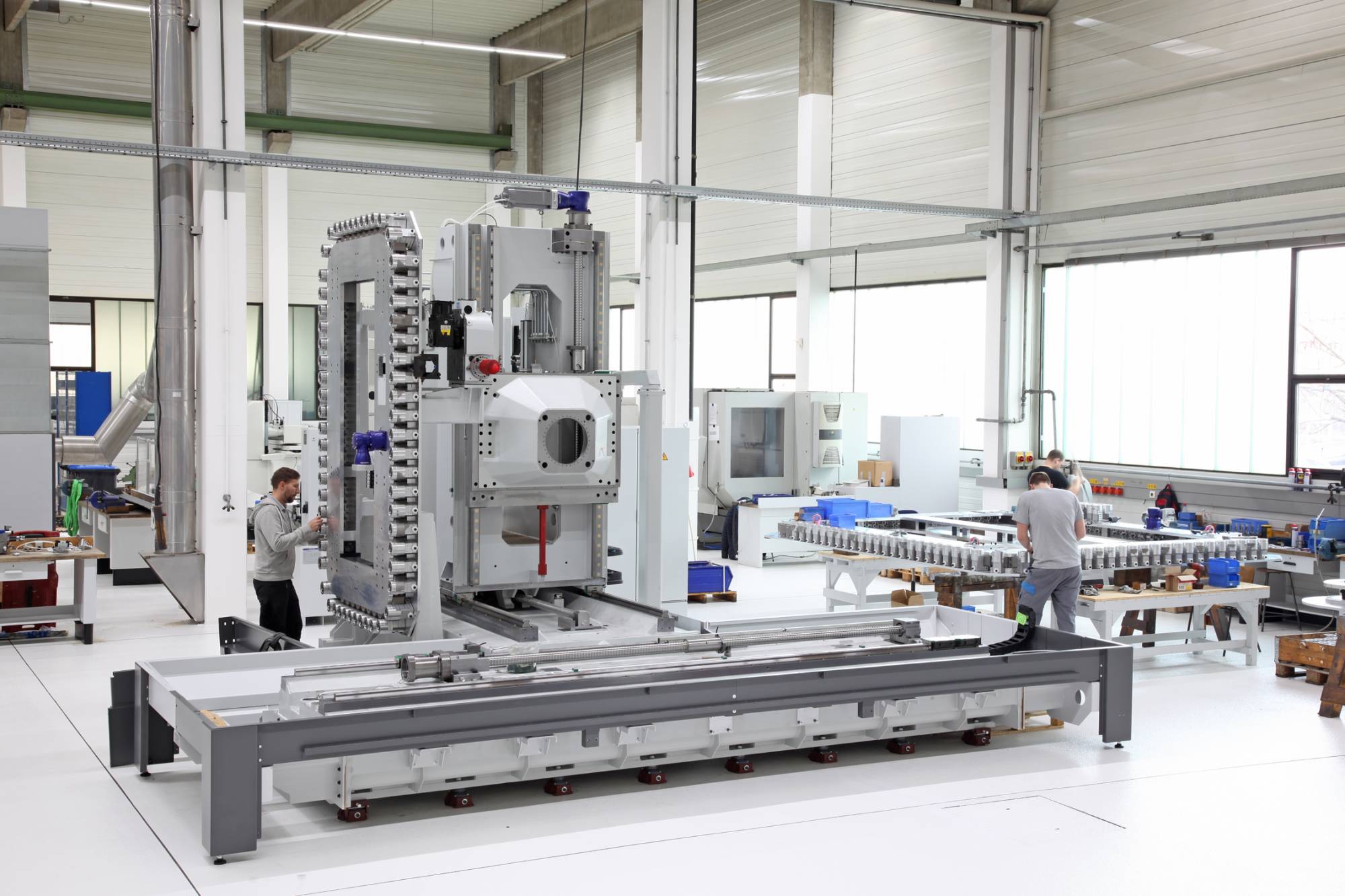
Der Maschinenraum der HDC-Baureihe bietet nicht nur viel Platz, sondern vor allem hohe Flexibilität durch sechs Achsen sowie entsprechend große Verfahrwege.


Stadler Keppler Maschinenbau
Die Karl Keppler Maschinenbau GmbH wurde 2017 zur Stadler Keppler Maschinenbau GmbH. Durch die mehrheitliche Übernahme der Stadler Gruppe können die hohen Qualitätsansprüche der Kunden mit Zufriedenheit erfüllt werden.
Neue Welt durch Keppler
Dass in der Vergangenheit aber nicht jede georderte Werkzeugmaschine den Vorstellungen der Oberösterreicher entsprochen hat, ist kein Geheimnis: „Über die Jahre habe ich viele verschiedene Werkzeugmaschinenhersteller kennengelernt und mich detailliert mit dem Aufbau der unterschiedlichsten Maschinen beschäftigt. Zudem habe ich jahrelang viele Stunden am Tag selbst gefräst und dabei bis zu sechs Maschinen (Anm.: in der Nachtschicht) parallel bedient, dadurch die Prozesse im Detail durchleuchtet und immer weiter optimiert“, veranschaulicht der gelernte Werkzeugmacher und leidenschaftliche Unternehmer. „Ich konnte dadurch sehr gut erkennen, wo die Vor- und Nachteile der unterschiedlichsten Fabrikate und Hersteller liegen.“
Zu Keppler Maschinenbau kam er im Jahr 2008, nachdem er ein neues Bearbeitungszentrum nach ganz klaren Vorstellungen suchte: „Konkret habe ich in ein 6-Achs-Universal-Bearbeitungszentrum HDC 3000 investiert, denn dieses wurde von Keppler speziell für die Bedürfnisse des Werkzeug- und Formenbaus entwickelt und hat daher genau unseren hohen Ansprüchen an Flexibilität und Fertigungsmöglichkeiten entsprochen. Auf dieser Maschine kann man Formeinsätze sowie Formplatten mit bis zu 5.000 kg wirtschaftlich bearbeiten. Sowohl das Schruppen und Schlichten als auch Tieflochbohren ist somit in einer Maschine möglich“, begründet Hannes Stadler die damalige Investition in die HDC 3000 mit der Nr. 2. Keppler ist bereits seit 1965 als Zulieferer für verschiedenste Werkzeugmaschinenhersteller tätig, eigene Bearbeitungszentren baut man aber erst seit Anfang der 90er Jahre.

Auf der HDC 3000 von Stadler Keppler können Bauteile mit bis zu 5.000 kg wirtschaftlich bearbeitet werden. Sowohl das Schruppen und Schlichten als auch Tieflochbohren ist in einer Maschine möglich – die horizontale Bearbeitung bietet einen optimalen Spänefall.

Hannes Stadler
Geschäftsführer Stadler Formenbau und Stadler Keppler Maschinenbau
„Ich bin von der Qualität, Zuverlässigkeit und Flexibilität der Bearbeitungszentren der HDC-Baureihe absolut überzeugt. Gerne lade ich Interessierte dazu ein, sich bei uns in der Fertigung darüber ein Bild zu machen.“
Der Aufbau macht den Unterschied
Den großen Vorteil der HDC 3000 bilden laut Hannes Stadler die sechs Achsen (X, Y, Z, C-Rundtisch sowie A und B-2-Achs-Kopf), mit denen man jede Anstellung im Raum erreichen kann. Mit dem voll simultanfähigen 2-Achs-NC-Universalkopf, welcher mit Torquemotoren angetrieben wird, kann auch horizontal gearbeitet werden, um einen möglichst optimalen Spänefall zu garantieren. Standardmäßig ist eine universelle Motorspindel mit 10.000 U/min und HSK100-Schnittstelle verbaut. „Das Schruppen und Schlichten von Taschen mit tiefen Kavitäten wird in der Regel immer in horizontaler Aufspannung durchgeführt, das ermöglicht eine mannlose Schrupp-Schlichtbearbeitung“, so Stadler weiter. Auch das Späne-Management ist bei dieser Maschine laut des Zerspanungsprofis optimal durchdacht, denn die Späneschnecken fördern die Späne aus allen Achsen zum Querförderer und von dort in den Spänewagen. Alle Achsmotoren (X, Y, Z), der 2-Achs-Kopf sowie die Motorspindel sind wassergekühlt. „Wir können Werkzeuge mit bis zu 800 mm Länge einwechseln, es gibt daher nahezu keine Bohrungen, die wir nicht auf der HDC 3000 fertigen können“, betont der Geschäftsführer.
Verfahrwege (X/Y/Z) von 3.000 x 1.500 x 1.400 mm bei einem Störkreis von 2.300 mm sind laut Stadler optimal für den Werkzeug- und Formenbau, aber auch für die flexible Lohnfertigung: „Man muss sich aufgrund des durchdachten Maschinenaufbaus beim Programmieren keine Gedanken über einen Nullpunkt oder Endschalter machen. Zudem kann man zu jedem Werkzeug ein Drehmoment definieren, das die Maschine rechtzeitig ausschaltet – somit ist die Prozesssicherheit absolut gegeben.“ Auch andere Maschinenhersteller bieten das an, aber bei Keppler habe man das optimiert, wie Hannes Stadler erläutert: „Die Motorspindel ist so feinfühlig, dass das auch bei sehr kleinen Werkzeugen – beispielsweise Bohrern mit Durchmesser 4,0 mm – möglich ist.“

Sowohl das Schruppen und Schlichten als auch Tieflochbohren ist in einer Maschine möglich – die horizontale Bearbeitung bietet einen optimalen Spänefall.
Der Maschinenbau ist neben Flexibilität auf Zuverlässigkeit und Langlebigkeit ausgerichtet. Großen Wert legt man bei Stadler Keppler auf die Verwendung von Qualitätskomponenten.

Tiefbohrwerkzeuge mit Längen bis 800 mm finden im Werkzeugwechsler Platz. Dieser ist wahlweise mit 40 /60 / 80 / 100 Werkzeugplätzen oder auf Kundenwunsch als Regalmagazin ausgelegt.

Silvester Gruber
Inhaber SMG Milling Technologies
„Durch meine langjährige Vertriebstätigkeit bei Global Playern der Branche konnte ich gute Einblicke in die Werkzeugmaschinenindustrie sammeln. Daher kann ich mit Fug und Recht behaupten, dass das Preis-Leistungs-Verhältnis von Stadler Keppler seinesgleichen sucht.“
Einsparpotenzial durch Komplettbearbeitung
Durch das große Einsparpotenzial einer Komplettbearbeitung der zumeist großen Bauteile auf der HDC 3000 konnte sich der Formenbauer einen deutlichen Wettbewerbsvorteil verschaffen. Im Jahr 2015 folgte daher eine zweite, baugleiche HDC 3000 und schließlich Ende 2018 eine HDC 3000-Z mit bis zu 10 t Tischbelastung, Verfahrwegen (X/Y/Z) von 3.000 x 2.000 x 1.800 mm und einem Störkreis von 2.800 mm. Das Z steht dabei für Zahnstangenantrieb in der X-Achse. „Die HDC 3000-Z erweitert unsere Kapazitäten und Möglichkeiten nochmals nach oben. Dadurch können wir auch im Bereich Lohnfertigung mit einem optimalen Preis-Leistungs-Verhältnis punkten“, zeigt sich der Geschäftsführer sehr zufrieden.
Die hohe Qualität des Maschinenbaus, der neben Flexibilität auf Zuverlässigkeit und Langlebigkeit ausgerichtet ist, sichert laut Hannes Stadler zudem eine lange Lebensdauer. „Unsere erste HDC 3000 hat mittlerweile mehr als 40.000 Spindelstunden Laufleistung erbracht. Außer der Motorspindel wurde seit 2008 nichts an dieser Maschine getauscht.“ Geschuldet ist dies sicherlich auch den verbauten Qualitätskomponenten von ausschließlich deutschen Herstellern.

Hannes Stadler und Silvester Gruber (links) sind von der hohen Bearbeitungsqualität der HDC-Baureihe überzeugt.

Die Karl Keppler Maschinenbau GmbH wurde 2017 zur Stadler Keppler Maschinenbau GmbH. Durch die mehrheitliche Übernahme der Stadler Gruppe können die hohen Qualitätsansprüche der Kunden mit Zufriedenheit erfüllt werden.
Infos zum Anwender
Die Stadler Formenbau GmbH entwickelt und fertigt seit 1980 hochpräzise Spritzgussformen für die Automobil-, Medizin-, Freizeit- und Verpackungsindustrie. Rund 60 hochqualifizierte Mitarbeiter stehen auf rund 5.000 m² Produktionsfläche modernste Maschinen zur Verfügung, welche es ermöglichen, problemlos Formen bis 30 Tonnen zu fertigen.
Seit 2017: Stadler Keppler Maschinenbau
Hannes Stadler ist derart von den beschriebenen Merkmalen überzeugt, dass er den deutschen Maschinenbauer kurzerhand Ende 2017 zu 70 % übernommen hat, als dieser in finanzielle Schwierigkeiten kam. „Im Zuge der Bestellung der HDC 3000-Z hat mich Karlheinz Keppler gefragt, ob ich nicht an einer Übernahme interessiert wäre. Da mich das Thema Maschinenbau schon immer fasziniert hat, fiel mir die Entscheidung nicht allzu schwer.“ Firmiert wird seitdem unter der neuen Marke Stadler Keppler.
Klarerweise hat er das Unternehmen nach wirtschaftlichen Kriterien umstrukturiert, optimiert sowie weitere praktische Verbesserungsvorschläge für die Maschinenmodelle mit eingebracht. „Von Anfang an war es unser Ziel, die Marke Stadler Keppler international als kompetenten Partner für hochwertigen Maschinenbau zu etablieren. Stückzahlen spielen da weniger eine Rolle“, so Hannes Stadler zu den eingeschlagenen Zielen.



Bettfräs- und Fahrständermaschinen
Das Produktportfolio von Stadler Keppler besteht aus der bereits erwähnten Bettfräsmaschine HDC 3000 (verfügbar als Starrtisch-, Rundtisch-, Starr-/Rundtisch- und Z-Variante) und für eine Tischbelastung bis zu 3.000 kg dem 6-Achs-Universalbearbeitungszentrum HDC 1250, das auch optional einen integrierten Palettenwechsler bietet. Mit Verfahrwegen (X/Y/Z) von 1.250 x 1.290 x 1.000 mm bei jeweils 50 m/min Eilgangsgeschwindigkeit bietet es die gleichen Möglichkeiten (HSK100-Schnittstelle; 10.000 U/min; 800 mm lange Werkzeuge; Drehmomentbegrenzung; sechs vollsimultane Achsen) wie die größere Schwester. Für die Bearbeitung sehr großer Bauteile bietet Stadler Keppler die Fahrständermaschine FS, die Verfahrwege bis (X/Y/Z) 30.000 x 4.000 x 1.500 mm ermöglicht.
Wichtig für den Geschäftsführer bei allen Modellen von Stadler Keppler ist eine hohe Individualität und ein optimales Preis-Leistungs-Verhältnis in Bezug auf Flexibilität, Qualität und Langlebigkeit in Kombination mit einem möglichst großen Bearbeitungsraum. „Unsere Maschinen sind meiner Meinung nach für jeden Zerspaner – egal ob Werkzeug- und Formenbau, Maschinenbau oder Lohnfertigung – hochinteressant!“, ist sich Hannes Stadler abschließend sicher.
In Österreich werden die Bearbeitungszentren übrigens durch die SMG Milling Technologie von Silvester Gruber vertrieben. Die ersten Erfolge haben sich bereits eingestellt und die gute Zusammenarbeit der beiden Geschäftspartner Hannes Stadler, als erfahrenen Praktiker, und Karlheinz Keppler, als ausgezeichneten Maschinenbautechniker, zeigt Früchte.
Teilen: · · Zur Merkliste