anwenderreportage
Pama SPEEDRAM 2000: Anspruchsvolle Großteile präszise bearbeiten
Stabiles Platten-Bohr- und Fräswerk für die Fertigung von Walzenpressen: Vor 17 Jahren errichtete die Köppern-Gruppe ein neues Werk mit entsprechend modernen Maschinen zur effizienten und verlässlichen Qualitätsfertigung sowie der Montage der eigenen Produkte. Eine dieser Maschinen war ein Fahrständer-Bohrwerk von Pama, in Österreich vertreten durch Metzler. Im Jahr 2014 war zunächst geplant, dieses im Retrofit neu überarbeiten zu lassen. Doch schnell stellte sich heraus, dass sich der Aufwand, gemessen an den technologischen Vorzügen einer gänzlich neuen Maschine, nicht lohnt und so entschloss man sich zum Kauf einer neuen SPEEDRAM 2000.

Das Bohr- und Fräswerk SPEEDRAM 2000 mit Drehtisch und Plattenfeld bei der Maschinenfabrik Köppern.
Shortcut
Aufgabenstellung: Wirtschaftliche Großteilebearbeitung zukünftiger Fertigungsaufgaben.
Lösung: Bohr- und Fräswerk SPEEDRAM 2000 von Pama.
Vorteil: Präzisionsfertigung, hohe Stabilität der Maschine sowie schwingungsgedämpftes Arbeiten.
„In den fast 16 Jahren Laufzeit der ersten bei uns installierten Pama-Maschine haben wir nicht nur die Qualität der Maschine schätzen gelernt, auch die persönlichen Kontakte zu den Pama-Mitarbeitern haben sich in dieser Zeit bestens entwickelt“, hebt Fertigungsleiter Bodo Struck hervor. „Wir wussten, dass Pama mit seinen Fachleuten aus der Konstruktion, der Fertigung und Montage in der Lage ist, unsere technischen und terminlichen Wünsche zu erfüllen.“ Dazu gehörte zunächst die Untersuchung, ob die neue Maschine, wie gewünscht, auf das Fundament der alten Maschine aufgesetzt werden kann. Mit dem Ergebnis, dass alle Belastungen der neuen Maschine vom Fundament aufgenommen werden können und es auch geometrisch für die neue Maschine geeignet ist.
Für Pama bestand die Aufgabe, ein modifiziertes Maschinenbett für die neue Maschine anzufertigen, das exakt zu den Fixatoren und Bohrungen des vorhandenen Fundaments passt. „Darüber hinaus haben wir das 3,0 x 5,0 m große Plattenfeld von der alten Maschine übernommen. Deshalb war im Gegensatz zur üblichen Montage die neue Maschine nach dem vorhandenen Plattenfeld auszurichten“, erläutert Thomas Ulrich, Niederlassungsleiter der Pama GmbH in Mainz.
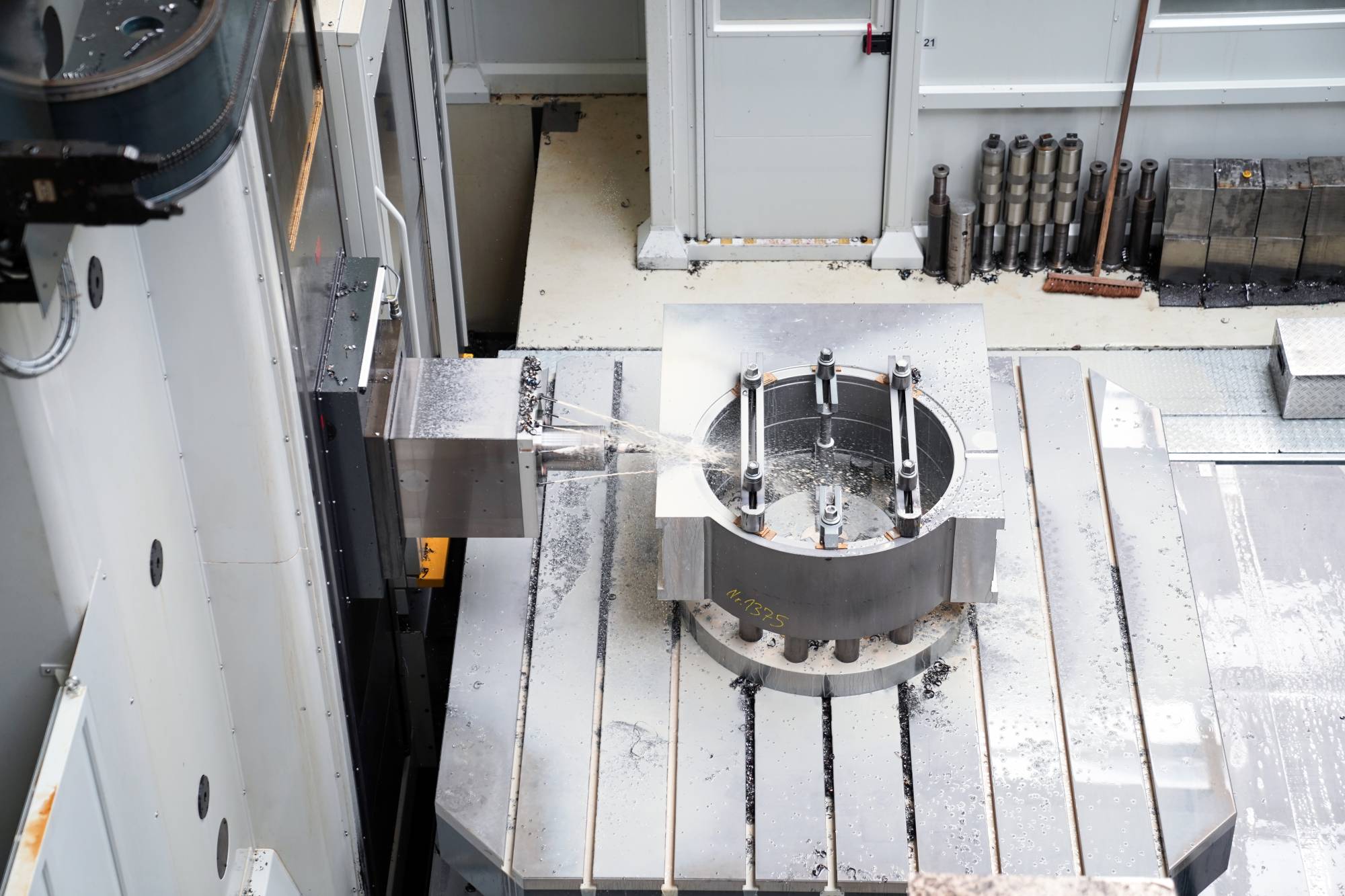
Für Spezialbohrarbeiten bietet die Maschine einen Ejektor-Anschluss am Spindelkasten. So lassen sich von außen zusätzlich bis zu 50 l/min Kühlmittel an den Bohrer bringen.
Bodo Struck
Fertigungsleiter bei Köppern
„Derzeit fertigen wir auf der SPEEDRAM 2000 Hauptkomponenten für unsere Maschinen. Bei den zu zerspanenden Werkstoffen handelt es sich sehr häufig um anspruchsvolle Stähle, deshalb haben wir eine Maschine gekauft, die sich durch eine hohe Stabilität auszeichnet und schwingungsgedämpft arbeitet. “
Ausführung nach Kundenwunsch
Grundlage der Bestellung und der Konfiguration der SPEEDRAM 2000 war die Geometrie und die Werkstoffeigenschaften der aktuell zu bearbeitenden Baugruppen sowie die Prognose zukünftiger Fertigungsaufgaben. „Derzeit fertigen wir auf der SPEEDRAM 2000 Hauptkomponenten für unsere Maschinen, wie zum Beispiel Lagergehäuse, Rahmengurte, Motorkonsolen und große Bandagen, die auf Walzenkerne aufgezogen werden, um die verschleißbeständigen Zerkleinerungswalzen zu bilden. Bei den zu zerspanenden Werkstoffen handelt es sich sehr häufig um anspruchsvolle Stähle, die warmfest, hochfest oder zäh sind. Deshalb haben wir eine Maschine gekauft, die sich durch eine hohe Stabilität auszeichnet und schwingungsgedämpft arbeitet“, erläutert Struck.
Zum Aufspannen der Werkstücke stehen das vorher bereits vorhandene Plattenfeld und ein Drehtisch mit einer hydrostatisch geführten V-Achse von 1.500 mm, Modell TH 50, zur Verfügung. Er bietet eine Aufspannfläche von 2.500 x 2.500 mm und ist mit 60 t belastbar. So lassen sich auch größere Werkstücke aufspannen. Der Maschinenständer bewegt sich auf einer 9.000 mm langen X-Achse. Damit erreicht er den Drehtisch, das Plattenfeld und die rechts davon installierte Pick-up-Station. Die Spindel arbeitet bis in eine Höhe von 4.000 mm. Um tief ins Werkstück hineinfahren zu können, lässt sich die Traghülse um 1.200 mm und die Bohrspindel nochmals um 1.000 mm ausfahren.
Um eine hohe Produktivität zu erreichen, ist die SPEEDRAM 2000 mit einem 93 kW Motor ausgerüstet, der die 150 mm Spindel über ein 3-Stufen-Getriebe antreibt. Außerdem bietet die Maschine Vorschubgeschwindigkeiten bis zu 20 m/min an allen Linearachsen. Die hohe Zerspanleistung von harten Sonderstählen bedingt einen ausreichenden Schutz vor Späneflug oder Werkzeugbruch. Pama installierte eine extra hohe Einhausung, die sich entsprechend des Kundenwunsches wahlweise zur Maschinenwartung oder für Spannprozesse beliebig öffnen lässt. Zur bedienerfreundlichen Konstruktion der Maschine gehört auf Kundenwunsch auch eine große Bedienerkabine. „Wir bearbeiten wertvolle Bauteile“, hebt Bodo Struck hervor. „Da ist trotz der automatischen Fahrweise eine gute Überwachung des Zerspanprozesses angebracht. Die Bedienbühne kann unabhängig von der Spindelbewegung nach oben und unten, aber auch in Richtung der Spindel nach vorn verfahren werden.“

Zur bedienerfreundlichen Konstruktion der Maschine gehört auch eine große Bedienerkabine. Diese kann unabhängig von der Spindelbewegung nach oben und unten, aber auch in Richtung der Spindel nach vorn verfahren werden.

Für lange Werkzeuge bietet die Pick-up-Station sechs außenseitige Ablageplätze.

Die von Pama installierte extra hohe Einhausung lässt sich wahlweise zur Maschinenwartung oder für Spannprozesse beliebig öffnen.

Sämtliche, für einen Auftrag notwendige Werkzeuge befinden sich im Kettenmagazin, das insgesamt 120 Plätze bietet.

Thomas Ulrich
Niederlassungsleiter der Pama GmbH in Mainz
„Für uns bestand die Aufgabe, ein modifiziertes Maschinenbett für die neue Maschine anzufertigen, das exakt zu den Fixatoren und Bohrungen des vorhandenen Fundaments passt. Die gute Zusammenarbeit bewährte sich geradezu plakativ während der Montage und Inbetriebnahme. Somit konnte die Maschine schnell in den Produktionsablauf eingegliedert werden.“
Erreichbarkeit der Bearbeitungsflächen
Neben den Maschinenachsen ermöglichen zusätzliche, automatisch einwechselbare Fräsköpfe die Bearbeitung von innenliegenden und seitlichen Flächen bei minimalen Spannzeiten. So sind in der Pick-up-Station ein automatisch arbeitender Winkelfräskopf Modell TS 35 360, ein automatisch in zwei Achsen stufenlos positionierbarer Universalfräskopf Modell TU 25 C, ein kleiner Winkelfräskopf TS 20 144 sowie die Abdeckplatte gelagert. Diese Winkelfräsköpfe ermöglichen eine 5-Seiten-Bearbeitung in einer Aufspannung. „Vorteilhafterweise entwickelt und fertigt Pama die Winkelfräsköpfe selbst. So passen sie präzise zu den jeweils gelieferten Maschinen“, bekundet Struck. Gemäß der Maschinenprogrammierung legt die Spindel den zuletzt verwendeten Kopf automatisch in der Pick-up-Station ab und holt sich dann den jeweils anschließend benötigten Fräskopf und das Folgewerkzeug selbsttätig aus der Pick-up-Station.
Das Einwechseln der Werkzeuge aus dem mitfahrenden Kettenmagazin erfolgt mit einem automatisch arbeitenden Werkzeugwechsler. Durch eine Schwenkachse im Wechsler können die Werkzeuge sowohl in die Spindel als auch vertikal in die Köpfe gewechselt werden. Sämtliche, für einen Auftrag notwendige Werkzeuge befinden sich im Kettenmagazin, das insgesamt 120 Plätze bietet. Für lange ISO 50 Werkzeuge bis zu einer Länge von 1.200 mm bietet die Pick-up-Station sechs außenseitige Ablageplätze. „Die jeweils für einen Auftrag benötigten Werkzeuge“, erläutert Bodo Struck, „werden an der Einwechselstation des Kettenmagazins in den Fertigungsprozess eingebracht. Über das Eingabepanel erhält die Steuerung die aktuellen Daten der Bestückung des Werkzeugmagazins. Die manuelle Dateneingabe ist bei uns notwendig um Verwechslungen auszuschließen. Die Werkzeuge werden bei uns in unterschiedlichen Maschinen eingesetzt.“

Über das Eingabepanel des Werkzeugmagazins erhält die Steuerung die aktuellen Daten der Bestückung des Werkzeugmagazins.

Sind die Bearbeitungsprogramme an die Maschinensteuerung geschickt, kann der Bediener über das Panel der Sinumerik Steuerung 840 D noch immer notwendige Optimierungen einbringen.

V.l.n.r.: Bodo Struck, Fertigungsleiter bei Köppern, Thomas Ulrich, Niederlassungsleiter der Pama GmbH in Mainz, und Jörg Ehrkamp, Prokurist und Leitung Produktion sowie IT bei Köppern.


Infos zum Anwender
Die Maschinenfabrik Köppern GmbH und Co. KG fertigt moderne Hightech-Produkte in Form von Maschinen und Anlagen unter anderem für unterschiedliche Aufbereitungsprozesse. So sind Köppern Walzenpressen in vielen Bereichen weit verbreitet, beispielsweise bei der Zerkleinerung von Klinker und Schlacke für die Produktion von Zement sowie einer Vielzahl von Erzen und Mineralien. Insgesamt hat Köppern bereits mehrere hundert Walzenpressen in über 60 Ländern zur Brikettierung, Kompaktierung und Zerkleinerung verkauft. In betriebseigenen Pilotanlagen wurde die Aufbereitung von mehr als 2.000 unterschiedlichen Materialien getestet.
www.koeppern-international.com
Realisierung der Bearbeitungsgenauigkeit
„Die Werkstücke werden im Genauigkeitsbereich bis zu einer H6-Toleranz bearbeitet. Das bedarf nicht nur einer stabilen Maschinenkonstruktion aller tragenden Bauteile, sondern auch die Realisierung präziser Bewegungen in allen Achsen. Dazu gehört ebenso eine präzise Fertigungsvorbereitung“, erläutert Maschinenbediener Wolfgang Schweinert und Jörg Ehrkamp, Prokurist und Leitung Produktion sowie IT bei Köppern, ergänzt: „Wir fertigen nach Auftragserteilung. Durch die Größe unserer Maschinen und durch die Kundenwünsche haben wir es in der Fertigung meist mit Losgrößen 1 bis 2 zu tun. Die 3D-Zeichnungen aus unserer Konstruktion werden an die Technologen gesandt, die daraus die Programme für die Bearbeitung erstellen.“ Sind die Bearbeitungsprogramme an die Maschinensteuerung geschickt, kann der Bediener über das Panel der Sinumerik Steuerung 840 D noch immer notwendige Optimierungen einbringen.
Aus mechanischer Sicht beruht die Präzisionsfertigung auf zwei Säulen: Zum einen ist das Werkstück schwingungsarm zu spannen und zum anderen ist die SPEEDRAM 2000 so ausgelegt, dass sie wenig Schwingungen während der Bearbeitung auf das Werkstück bringt. „Dazu sind unsere Maschinenrahmen ausschließlich aus Gusskomponenten gefertigt und sämtliche Achsen hydrostatisch geführt“, erläutert Thomas Ulrich. Das gilt nicht nur für alle Linearachsen, sondern auch für die Tischdrehachse. Auch die Traghülse wird an allen vier Seiten im Spindelkasten hydrostatisch geführt. Außerdem arbeitet die Bohrspindel mit hydrostatischer Unterstützung.
Eine Kompensation der Traghülsen-Neigung erfolgt durch hydraulische Zugbolzen. Zudem hat die Maschine eine Wärmeausdehnungskompensation für Traghülse und Bohrspindel. Zur Thermostabilisierung des Spindelkasten- und Hydrostatiköls besitzt die SPEEDRAM 2000 ein Kälteaggregat. Zum Schutz der Werkzeugschneiden und zum Ausspülen der Späne dient die innere Kühlmittelzuführung. Für Spezialbohrarbeiten bietet die Maschine einen Ejektor-Anschluss am Spindelkasten. So lassen sich von außen zusätzlich bis zu 50 l/min Kühlmittel an den Bohrer bringen. Diese Wärmeabfuhr schützt nicht nur den Bohrer, sondern auch die Spindel.
Erwähnenswert ist auch das von Pama entwickelte Softwarepaket Pama Maintenance Program (PMP). Es dient der Überwachung aller Fräsköpfe und aller Maschineaggregate hinsichtlich ihrer Einsatzdauer und ihrer Wartungsintervalle. „Der Nutzer hat somit die Möglichkeit, auf einen Blick den Wartungszustand der Maschine überprüfen zu können", betont Thomas Ulrich abschließend.
Teilen: · · Zur Merkliste