Hoffmann Garant MasterSteel Feed: Dreischneidige Bohrer für langspanende Materialien
Die Idee, durch Hinzufügen einer dritten Schneide Bohrer für höhere Vorschübe zu konstruieren, ist nicht neu. Aufgrund der schwierigen Spanabfuhr eigneten sich solche Werkzeuge bisher jedoch nur für wenige Anwendungen wie die Gussbearbeitung. Mit einem neuen Konzept ist es der Hoffmann Group nun gelungen, die Vorteile des Dreischneiders auch für langspanende Stähle und Inox-Materialien zu nutzen.

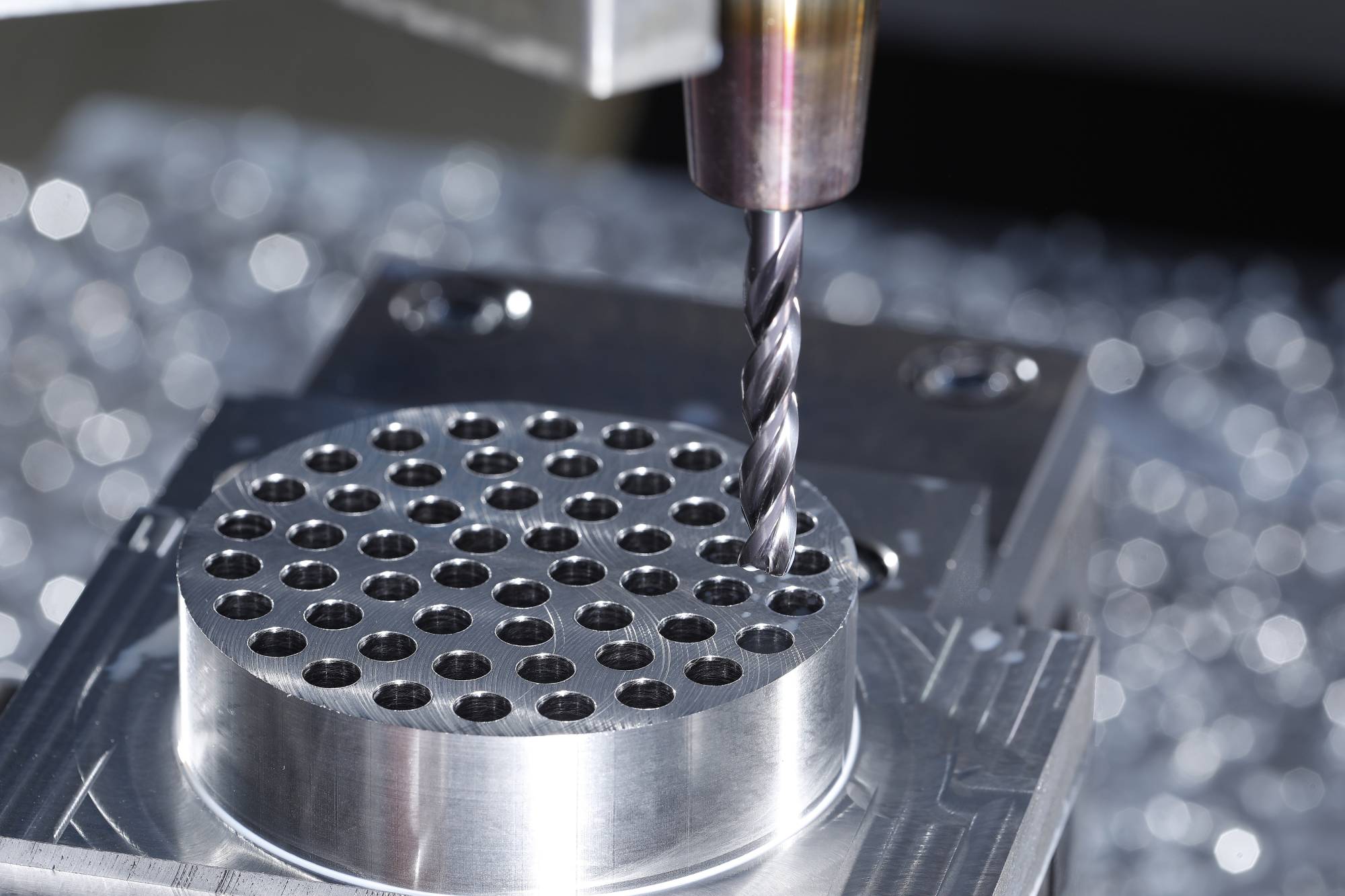
Moderne dreischneidige Bohrer erzielen auch in langspanenden Stählen und Inox-Materialien bis zu 50 Prozent mehr Vorschub pro Umdrehung.
Dreischneidige Vollhartmetallbohrer gibt es schon seit geraumer Zeit. Die ersten Werkzeuge dieser Art kamen vor rund 50 Jahren auf den Markt. Bei der Bearbeitung von Grauguss werden sie inzwischen auch prozesssicher eingesetzt. Der Vorteil: Mehr Vorschub durch die dritte Schneide. Für langspanende Materialien waren Dreischneider bisher jedoch kaum geeignet, weil sie das durch die dritte Schneide erhöhte Zerspanvolumen durch die konstruktionsbedingt kleineren Spanräume nicht abführen können. Aufgrund des unzulänglichen Spanabflusses steigt wiederum die Gefahr eines Spänestaus und Werkzeugbruch droht. „Die Verbreitung dreischneidiger Bohrer ist deshalb bisher gering und die Idee über Jahrzehnte quasi in der Mottenkiste verschwunden“, ergänzt Steffen Hedrich, Director Drilling bei der Hoffmann Group.

Saubere Wirkzone
Die Hoffmann Group hat im vergangenen Jahr nun erstmals den neuen dreischneidigen Garant MasterSteel Feed Vollhartmetallbohrer vorgestellt, der auch in langspanenden Stählen und Inox-Materialien 50 Prozent mehr Vorschub pro Umdrehung schafft und dazu eine hohe Langlebigkeit bietet. „Dazu wurden insbesondere die Gestalt der Ausspitzung, die Fähigkeit zu gezieltem Spanbruch und die Spanabfuhr optimiert. Die Konstruktion der Ausspitzung ist ausschlaggebend dafür ob es gelingt, die Späne aus der Wirkzone schnell und zuverlässig abzutransportieren“, erläutert Hedrich. Die Hoffmann Group hat dieses Ziel mit einer neuen, zum Patent angemeldeten Ausspitzung erreicht. Dadurch werden die Späne im Bereich der Ausspitzung ausreichend gestaucht und selbst bei der Bearbeitung duktiler Werkstoffe gebrochen.
Um die von den drei Schneiden abfließenden Späne prozesssicher abzuführen, bedarf es besonders großer Spannuten. Der Garant MasterSteel Feed Bohrer wurde deshalb einer Kernverjüngung unterzogen. Diese erlaubt zum Ende der Spiralisierung hin größer werdende Spannuten bei gleichzeitig ausreichender Stabilität des Kerns. Wie wichtig außerdem die Gestaltung der Spiralisierung ist, zeigte sich bei der Konstruktion der längeren Bohrer mit 8xD und 12xD. Die Entwicklung dieser Werkzeuge nahm besonders viel Zeit in Anspruch. Hier musste die Spiralsteigung mehrfach optimiert und verändert werden, bis die notwendige Prozesssicherheit erreicht war. „Die neuen dreischneidigen Bohrer mit dem weltweit größten L/D-Verhältnis kamen deshalb ein Jahr nach der Markteinführung der ersten Garant MasterSteel Feed VHM-Bohrer auf den Markt. Die Spanabfuhr ist jetzt so effizient, dass sie in unterschiedlichsten Materialien prozesssicher funktioniert“, betont Hedrich. Das konnte in internen Tests mit Werkstoffen wie zum Beispiel St37, C45, 42CrMo4, X155CrVMo12.1, X5CrNi18-10 bewiesen werden.

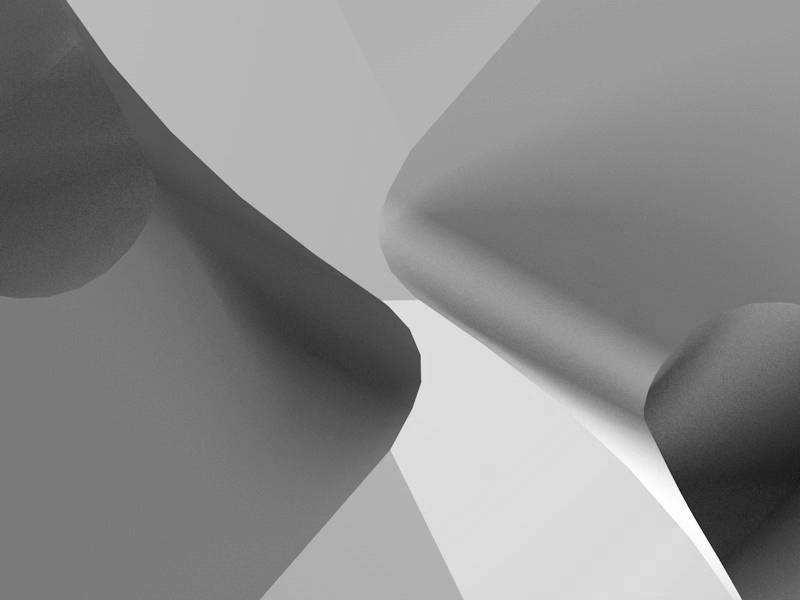
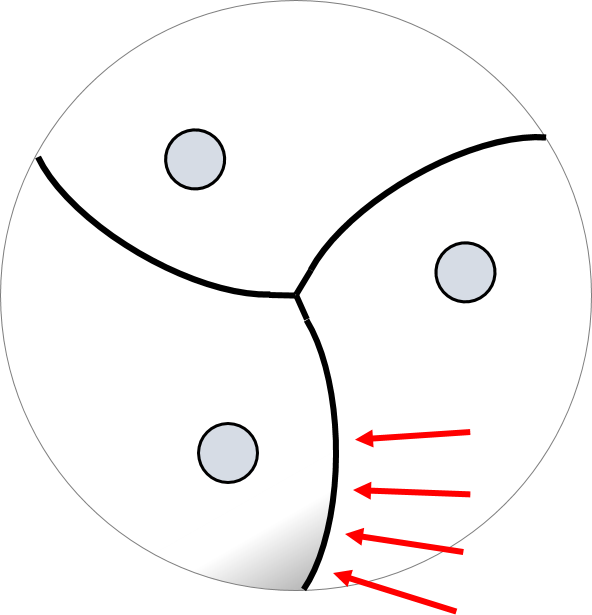
Linienförmige Querschneide eines zweischneidigen Bohrers.
Längere Standzeit mit konvexer Schneide
Zur Erhöhung der Standzeiten hat die Hoffmann Group außerdem erstmals die von klassischen Zweischneidern als „S-Schneide“ bekannte konvexe Schneidenausführung auf ein dreischneidiges Werkzeug übertragen. Bei der konvexen Schneide wirkt die Schnittkraft F_c im Bereich der Schneidenecke in Richtung des Werkzeugs – das stabilisiert die Schneidenecken. Bei einer konkaven Schneidenausführung ist das Gegenteil der Fall und die Schneidenecken sind deshalb anfälliger für Ausbrüche. Das haben Praxistests mit dem neuen Vollhartmetallbohrer Garant MasterSteel Feed und herkömmlichen Dreischneidern gezeigt, darunter Tests mit legiertem Vergütungsstahl 42CrMo4.
Im Test traten Bohrer mit Durchmesser 8,50 mm und Baulänge 6xD gegeneinander an. Gespannt wurde in Hydrodehnspannfuttern und gebohrt mit Vorschub 0,44 mm/U und Schnittgeschwindigkeit 140 m/min. Das Ergebnis: Werkzeugbruch beim Anbohren und zu kurze Standwege bei herkömmlichen Dreischneidern; längere Standwege bei Bohrern mit angepasster Ausspitzung und konkaver Schneidenform; 2.702 Bohrungen und ein Standweg von 102 Metern mit dem neuen Bohrerkonzept. Damit ging der neue Bohrer ganz klar als Sieger aus diesem Test hervor.
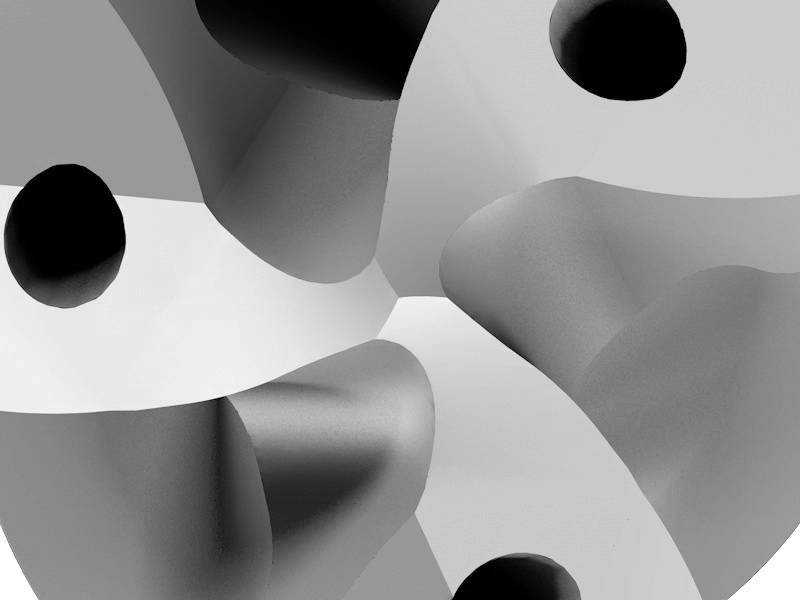
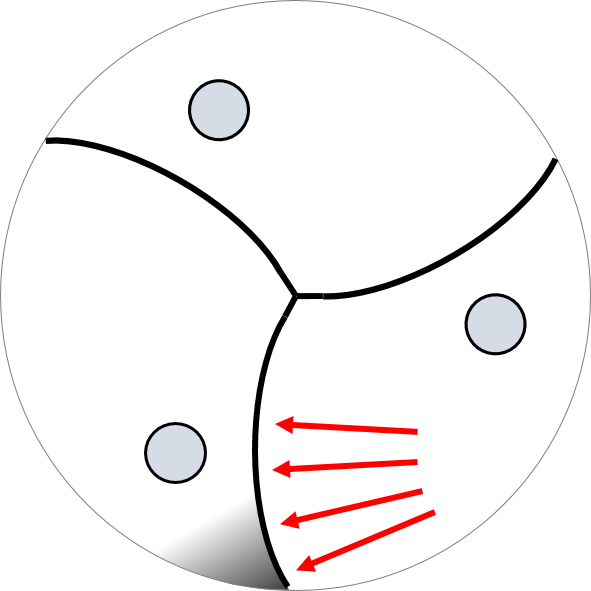
Punktförmige Querschneide des neuen Dreischneiders.
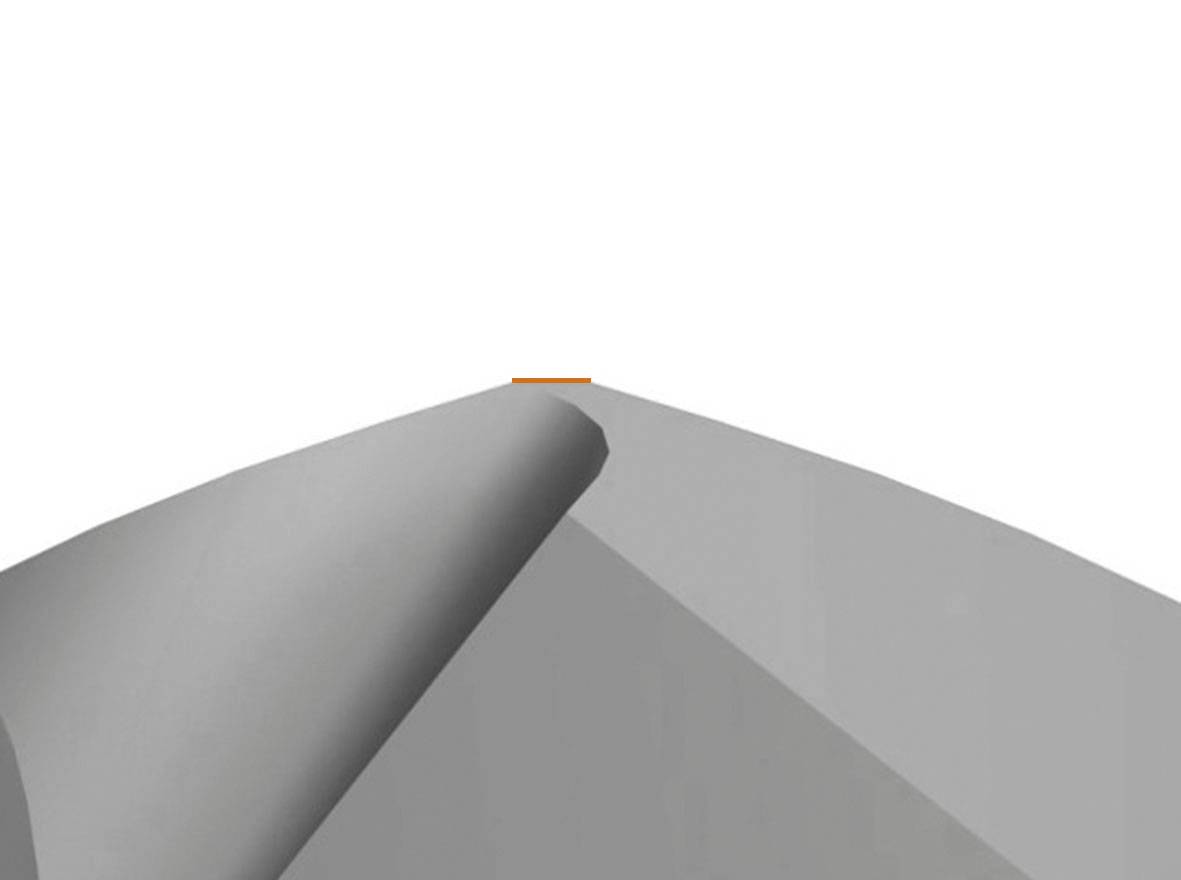
Spitze eines Bohrers mit drei Schneiden.
Spitze eines Bohrers mit zwei Schneiden.
Krafteinwirkung bei konkaver Schneidenkontur.
Bis zu 50 Prozent mehr Vorschub
Neben der sicheren Spanabfuhr ist bei dreischneidigen Bohrern die Kraft- und Drehmomententwicklung zu beachten. Denn konzeptbedingt ergeben sich höhere Vorschubkräfte. Die Testreihen haben gezeigt: Bei gleichen Schnittdaten stellen sich abhängig von der konstruktiven Ausführung als Zwei- oder Dreischneider verschiedene Vorschubkräfte ein. Der Unterschied lag je nach Werkzeug zwischen 46 % und 59 %. Dies lässt sich hauptsächlich damit begründen, dass drei statt zwei Schneiden gleichzeitig ins Material getrieben werden müssen.
„Der Eingriff einer dritten Schneide ermöglicht einen um 50 % höheren Vorschub pro Umdrehung. Dadurch wird aber nach gängiger Lehre eine nochmals höhere Vorschubkraft erzeugt“, erklärt Hedrich. Versuche bestätigten diesen Zusammenhang: Beim Werkstoff 42CrMo4 ergaben 57 % mehr Vorschub (von 0,28 mm/U auf 0,44 mm/U) 40 % mehr Vorschubkraft; bei X155CrVMo12 ergaben rund 50 % mehr Vorschub 41 % mehr Vorschubkraft; im Material 16MnCr5 steigerten 64 % mehr Vorschub die Vorschubkraft um 35 %.
Addiert man nun die beiden oben beschriebenen Effekte auf die Vorschubkraft, lassen sich daraus für das Einsatzgebiet von dreischneidigen Bohrern folgende Schlussfolgerungen ableiten: Die Werkstücke und Aufspannungen sollten stabil sein; bei Werkzeugen ab 12 mm Durchmesser sollten die Maschinenspindeln hohe Drehmomente bei niedrigen und mittleren Drehzahlen bereitstellen können.
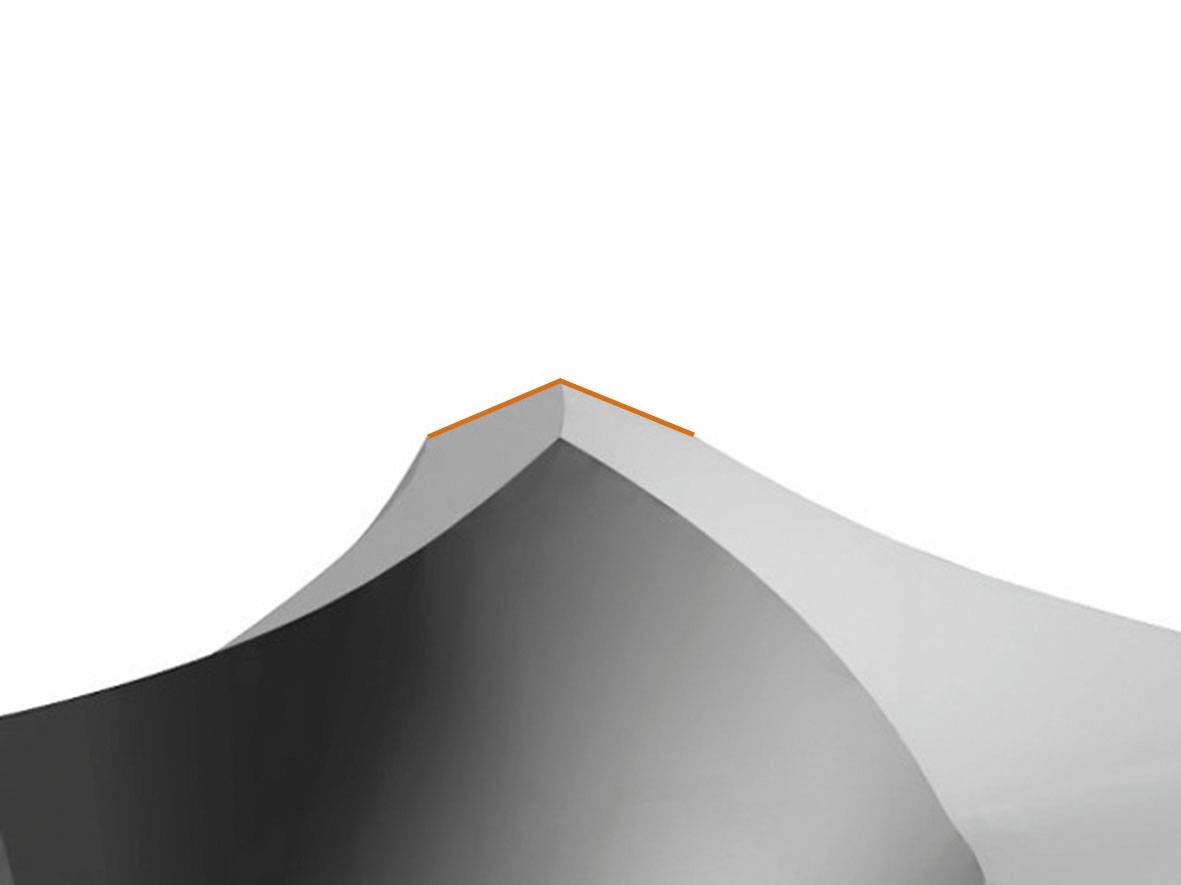
Krafteinwirkung bei konvexer Schneidenkontur.

Durch mehrfache Veränderungen an der Spiralsteigung ist es der Hoffmann Group gelungen, den dreischneidigen Hochleistungsbohrer Garant MasterSteel Feed zu konstruieren (12xD), ohne Abstriche bei der Prozesssicherheit machen zu müssen.

Garant MasterSteel Feed 12xD: Der Dreischneider mit dem weltweit größten L/D-Verhältnis bietet die von Garant MasterSteel VHM-Bohrern gewohnte Prozesssicherheit.
Präzises Anbohren und exakte Bohrlöcher
Aufgrund der dritten Hauptschneide eröffnen dreischneidige Bohrer außerdem erhebliche Vorteile beim Anbohren: Die drei Hauptschneiden laufen bogenförmig auf die Werkzeugmitte zu und bilden im Zentrum eine tetraederförmige Querschneide. Beim Zweischneider enden die Hauptschneiden hingegen in einer beide Hauptschneiden linienförmig verbindenden Querschneide. Der Unterschied zeigt sich im Anbohrverhalten. Beim klassischen Zweischneider trifft die Querschneide mit mehreren Kontaktpunkten gleichzeitig auf das Material; es gibt keinen eindeutigen Fixpunkt. Infolgedessen kann das Werkzeug ins Taumeln geraten. Das geschieht insbesondere beim Anbohren unebener Oberflächen. Der Dreischneider hat hingegen eine punktförmige Querschneide. Der Erstkontakt von Werkstoff und Werkzeug findet also an einer genau definierten Position statt. Sobald das Werkzeug in das Material eindringt, wirken die Prozesskräfte auf die „Kanten“ der Querschneide und unterstützen zusätzlich die Selbstzentrierungsfähigkeit des Bohrers. Ein Abdrängen kann somit selbst auf unebenen Oberflächen vermieden werden.
„Aufgrund dieser Merkmale ist das dreischneidige Konzept für die Konstruktion von NC-Anbohrern geradezu prädestiniert. Vor allem wenn mit Werkzeugen von 8xD oder sogar 12xD tiefe Bohrungen vorgenommen werden sollen, ist es empfehlenswert, die Bohrposition durch Anbohren exakt für das nachfolgende Werkzeug vorzubereiten. Die Hoffmann Group hat deshalb den weltweit ersten dreischneidigen NC-Anbohrer entwickelt und mit einem rechnerischen Spitzenwinkel von 155 Grad optimal auf jene des nachfolgenden Garant MasterSteel Feed Bohrers abgestimmt“, betont Hedrich.
Mit konstruktiven Verbesserungen ist es gelungen, das hohe Vorschubpotential des Dreischneiders für weitere Werkstoffe und auch für langspanende Materialien wie X5CrNi18-10 sowie für allgemeine Baustähle wie St37 zu nutzen. „Veränderungen im Bereich der Ausspitzung und der Spiralsteigung, konvexe Schneidenformen sowie eine tetraederförmige Querschneide waren die Erfolgsfaktoren“, so Hedrich abschließend.
Teilen: · · Zur Merkliste