Komet KomTronic: Individuelle Zerspanungslösungen für maximale Effizienz
Leistungsfähige Präzisionswerkzeuge tragen zu einer wirtschaftlichen Bearbeitung bei. Doch ist es für viele Anwendungen nicht mit einem standardisierten Katalogwerkzeug getan. Komet forciert daher sogenannte „Engineered Productivity Solutions“ – Projektarbeiten, in denen gemeinsam mit Kunden und Partnern maßgeschneiderte Zerspanungslösungen entwickelt werden.
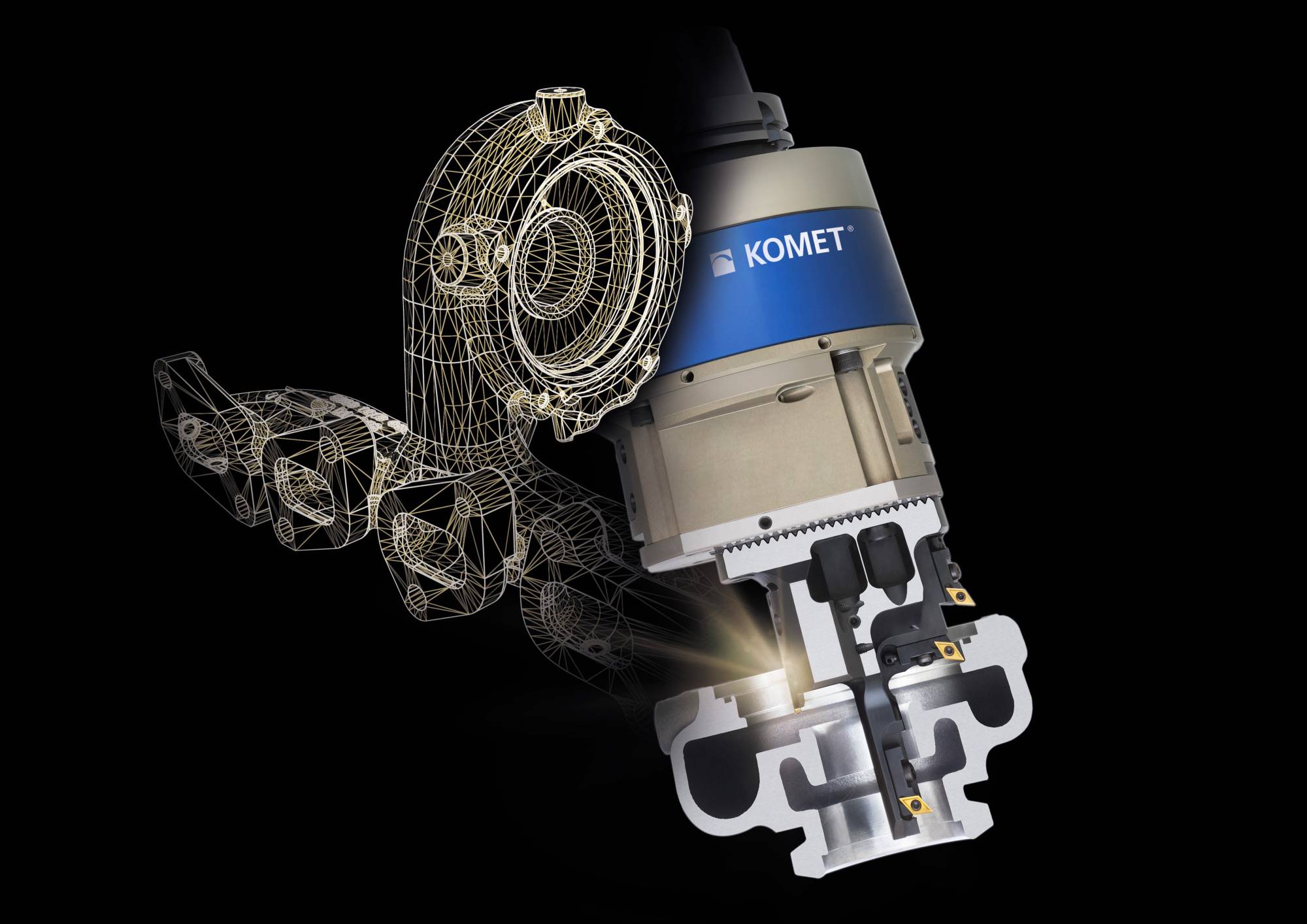
Die von einem Komet-Projektteam gemeinsam mit dem Kunden und dem Maschinenhersteller Stama erarbeitete Bearbeitungslösung für Turbolader reduziert die Gesamtbearbeitungszeit um 25 Prozent.
Auf der EMO zeigte Komet an einigen Beispielen, wie effektiv eine solche Projektarbeit sein kann. Ein diesbezügliches Highlight auf dem Messestand war die präsentierte Bearbeitungslösung für einen Turbolader, die ein Komet-Projektteam gemeinsam mit dem Kunden und dem Maschinenhersteller Stama erarbeitet hat. Die Kombination aus Fräs-Drehzentrum MT 838 TWIN und KOMET-Zerspanungsoptimierung mit einem speziellen KomTronic U-Achs-Werkzeug hat sich im Einsatz bewährt. Allein bei der V-Band-Bearbeitung wurde eine Zeiteinsparung von bis zu 67 Prozent erreicht.
Diese resultiert zum einen durch ein Komet Interpolations-Stechdreh-Werkzeug, bei dem zur Vorbearbeitung des V-Band-Außendurchmessers die Schneidengeometrie bezüglich Bearbeitungszeit und Standfestigkeit an den Bearbeitungsprozess angepasst wurde. Zum zweiten spart bei der Fertigbearbeitung des V-Bandes ein KomTronic U-Achssystem Zeit ein, das mit einem additiv hergestellten Aufsatzwerkzeug und dreischneidigen Wendeschneidplatten in Sonderform ausgestattet wird. Denn dadurch lassen sich höhere Schnittwerte als bei konventioneller Bearbeitung realisieren.

Diese PKD-Planfräser mit durch Sogwirkung unterstützter Spanabfuhr wurden im Rahmen einer Projektarbeit für die Automobilindustrie entwickelt. Durch ihre vorteilhaften Eigenschaften eignen sie sich auch für den Einsatz in anderen Branchen.
Komplettbearbeitung mit nur einem Werkzeug
Zur Gesamtbearbeitung des Turboladers – die gegenüber konventioneller Zerspanung um 25 Prozent schneller geworden ist – kommen weitere Komet-Werkzeuge zum Einsatz. Das Fräsen der Flanschfläche übernimmt ein Planaufsteckfräser mit 80 mm Durchmesser, der durch die Bestückung mit doppelseitig nutzbaren Oktagon-Wendeschneidplatten sehr wirtschaftlich ist. Für die Fertigbearbeitung des Gegenlagers wird wiederum ein KomTronic U-Achssystem verwendet, das ein Stufenaufsatzwerkzeug mit vier Standard-Wendeschneidplatten enthält. So ist die Komplettbearbeitung der Trompetenbohrung mit nur einem einzigen Werkzeug möglich.
Wie das Beispiel „Turbolader“ zeigt, eignet sich die frei programmierbare, einwechselbare KomTronic U-Achse für viele verschiedene, individuelle Zerspanungsaufgaben. Denn sie erlaubt beliebige Kontur- und Drehbearbeitungen auch an nicht rotationssymmetrischen Teilen. Zudem werden Feinbearbeitungen wie das Spindeln, Schleifen, Rollieren und Honen auf einem Bearbeitungszentrum möglich. In vielen Fällen bedeutet das gegenüber konventioneller Zerspanung eine Verkürzung von Fertigungszeiten – bei optimierter Oberflächenqualität und höherer Formtreue. Schließlich sorgt bei KomTronic U-Achsen ein integriertes, direktes Wegmesssystem (SMS) für hohe Präzision, da es auch Störgrößen mechanischer Elemente berücksichtigt. So werden im Vergleich zu den indirekten Systemen bessere Wiederholgenauigkeiten erreicht.

Dieses Bohrwerkzeug erzeugt Durchgangsbohrungen in Hohlräume und Kammern und erfüllt dabei die Vorgabe, dass keine Späne im Bauteil zurückbleiben dürfen.
Erfolgreiche Sonderwerkzeuge
Im Rahmen solcher Projektarbeiten werden vielfach spezielle Bohr- und Fräswerkzeuge entwickelt, die sich durch ihre Leistungsfähigkeit für weitere Einsatzfälle eignen und gegebenenfalls Aufnahme im Komet-Katalog finden. Auf der EMO stellte Komet zum Beispiel einen PKD-Planfräser vor, der ursprünglich für die Bearbeitung eines Kurbelgehäuses produziert wurde. Durch seine spezielle Konstruktion entsteht bei hohen Drehzahlen ein Sog, der die Späneabfuhr unterstützt. Dieses System beruht auf einem besonders gestalteten Spankanal und der durch die Wendeschneidplatte erzeugten Spanform. Im Zusammenspiel mit der Umlenkung des Kühlschmierstoffs an der Stirnseite des Planfräsers kommt dieser Sog zustande, der die Späne nach oben vom Werkstück abzieht.
Für ein spänefreies Bauteil sorgt ein weiteres, von Komet im Rahmen einer Projektarbeit entwickeltes Sonderwerkzeug. Es erzeugt Durchgangsbohrungen in Hohlräume und Kammern und erfüllt dabei die Vorgabe, dass keine Späne im Bauteil zurückbleiben dürfen. So spart sich der Anwender die nachträgliche, aufwendige Reinigung. Das zum Aufbohren und Vollbohren geeignete Werkzeug enthält dazu in den Spannuten spezielle Spanlenkungseinsätze. Da deren spezielles Design konventionell nicht herstellbar ist, bedient sich Komet einer additiven Herstellungstechnologie, dem Laserschmelzen. Auf diese Weise lässt sich auch der besonders gestaltete Kühlkanal erzeugen, der für die effiziente Rückspülung der Späne sorgt. Die Späne werden ins Innere des Bohrers geleitet und mit um 180° umgelenktem Kühlmittelstrom nach hinten ausgespült, so dass das Bauteil spänefrei bleibt.
Teilen: · · Zur Merkliste