Mapal QTD: Präzisionswerkzeuge neu denken
Mit additiver Fertigung eine Schritt voraus: Gestaltungsfreiheiten von denen die konventionelle Fertigung nur träumen kann – die additive Fertigung mit Metallwerkstoffen und die Möglichkeiten, die dadurch entstehen, faszinieren. Beim Präzisionswerkzeughersteller Mapal waren die Verantwortlichen bereits 2013 davon überzeugt, dass der 3D-Druck für die Fertigung von Werkzeugen großes Potenzial bietet. Fünf Jahre sind seitdem vergangen, während derer Mapal zahlreiche Produkte, die bis dahin undenkbar gewesen waren, erfolgreich zur Serienreife und auf den Markt gebracht hat.

Die additive Fertigung mit Metallwerkstoffen bietet faszinierende Möglichkeiten in der Auslegung von Zerspanungswerkzeugen und -aufnahmen. Mapal nützt diesen Vorteil bereits seit dem Jahr 2013.
Shortcut
Aufgabenstellung: Additiv gefertigte Werkzeuge mit Mehrwert zur Serienreife bringen.
Lösung: Schneidplattenbohrer QTD, additiv gefertigte Außenreibahlen, Hydrodehnspannfutter HTC von Mapal.
Vorteil: konstruktive Freiheit, Gewichtsoptimierung.
„Zwar hatten wir zu Beginn keine konkreten Vorstellungen, wie die additive Fertigung für die Herstellung von Werkzeugen nutzbar sein würde, aber die notwendige Vorstellungskraft und Motivation, mit einer völlig neuen Technik zu forschen“, erinnert sich der damalige geschäftsführende Gesellschafter Dr. Dieter Kress. So investierte Mapal bereits 2013 in den ersten 3D-Drucker – eine Anlage zum selektiven Laserschmelzen von Concept Laser. Der erste Erfolg stellte sich nach einem Jahr ein. Mapal brachte 2014 mit dem Wendeplattenbohrer QTD für den Durchmesserbereich 8,0 bis 13 mm das erste additiv gefertigte Produkt zur Serienreife „Wir haben bei diesem Werkzeug die enormen konstruktive Freiheiten der additiven Fertigung genutzt“, erklärt Dr. Dieter Kress. Natürlich mit dem entsprechenden Mehrwert für den Kunden. Die spiralisierte Gestaltung und neuartige Geometrie der Kühlkanalbohrungen des QTD – konventionell in dieser Form undenkbar zu fertigen – hat den Kühlmitteldurchfluss deutlich gesteigert.
Die Resonanz auf das neue Werkzeug bei den Kunden bestätigten die Entwickler in ihrer Arbeit. Mapal forscht inzwischen in allen Produktbereichen – Reiben, Feinbohren, Bohren, Fräsen und Spannen – wie die additive Fertigung das Angebot ergänzen und verbessern kann. „Generell fertigen wir Werkzeuge nur dann additiv, wenn sie unseren Kunden dadurch einen ganz klaren Mehrwert bieten. Nur wenn dieser die Mehrkosten aufwiegt, haben die Werkzeuge ihre Berechtigung. Denn im Grunde ist es für unsere Kunden nicht relevant, wie wir unsere Werkzeuge fertigen – es zählen Funktion, Qualität, Präzision und Preis“, betont Dr. Jochen Kress, geschäftsführender Gesellschafter der Mapal Gruppe.

Wie fast alle additiv gefertigen Produkte von Mapal ist der Schneidplattenbohrer QTD ein Hybridmodell. Das heißt die konventionelle und die additive Fertigung sind kombiniert.

Dr. Jochen Kress
geschäftsführender Gesellschafter der Mapal Gruppe
„Generell fertigen wir Werkzeuge nur dann additiv, wenn sie unseren Kunden dadurch einen ganz klaren Mehrwert bieten. Nur wenn dieser die Mehrkosten aufwiegt, haben die Werkzeuge ihre Berechtigung. Denn im Grunde ist es für unsere Kunden nicht relevant, wie wir unsere Werkzeuge fertigen – es zählen Funktion, Qualität, Präzision und Preis.“
Außenreiben neu definiert
Einen solchen Mehrwert bietet dann auch das zweite additiv gefertigte Produkt, das Mapal auf den Markt brachte – Außenreibahlen, deren Gewicht drastisch reduziert ist. Denn: Außenreibahlen, die die Feinbearbeitung einer Außenkontur übernehmen, funktionieren umso besser, je leichter sie sind. Durch eine speziell entwickelte Rippenstruktur im Inneren des Werkzeugs, die konventionell nicht zu fertigen ist, erreicht Mapal mehr als die Halbierung des Gewichts. Mit den Werkzeugen kann dadurch deutlich schneller und mit höherer Genauigkeit gearbeitet werden. „Neben der konstruktiven Freiheit ist die Möglichkeit der Gewichtsoptimierung einer der entscheidenden Vorteile, die die additve Fertigung bietet“, erläutert Dr. Jochen Kress.
Diese Leichtbauoption macht sich Mapal bei zahlreichen weiteren Produkten zunutze. So werden heute beispielsweise aufwendige Werkzeuge für die Getriebegehäusefertigung mit innerer Rippenstruktur gefertigt. „Dadurch wird nicht nur Gewicht eingespart, auch der Fertigungsaufwand ist bei dieser Werkzeugart dank der additiven Fertigung geringer“, ergänzt Dr. Dirk Sellmer, Leiter Forschung und Entwicklung bei Mapal. Und – obwohl die Kosten von additiv gefertigten Werkzeugen in der Regel die konventionell gefertigter übersteigen – kann in diesem speziellen Fall auf den kostenintensiven Werkstoff Titan verzichtet werden. „In der konventionellen Variante mussten wir aufgrund der Einsatzbedingungen auf Titan zurückgreifen“, erinnert sich Sellmer. Denn Titan ist um einiges leichter als Stahl.
Auch bei Aufsatzwerkzeugen für das mechatronische Werkzeugsystem TOOLTRONIC von Mapal kommt das niedrigere Gewicht dank der additiven Fertigung zum Tragen. Bei diesen Werkzeugen nutzt Mapal gleich drei der Vorteile, die das Verfahren bietet: neben dem Leichtbau auch die Freiheit bei der Kühlmittelführung, die optimal direkt an der Schneide erfolgt, sowie die Möglichkeit, Werkzeuge innenliegend zu wuchten.

Die additiv gefertigten Außenreibahlen wiegen dank der Rippenstruktur im Inneren des Werkzeugs weniger als die Hälfte ihres konventionell gefertigten Pendants.
Mapal nutzt die additive Fertigung für eine Vielzahl verschiedener Werkzeuge: hier am Beispiel des Rohlings eines Werkzeuges für die Getriebegehäusefertigung.
Grenzen der Hydrodehntechnologie verschoben
Die vorgestellten Werkzeuge zeigen, was dank der additiven Fertigung möglich ist. Als Komplettanbieter legt Mapal zudem einen Fokus auf die Spanntechnik. Und in diesem Bereich gelang dem Unternhemen eine kleine Revolution, denn Mapal fertigt Hydrodehnspannfutter aus einem Guss – ohne die Lötverbindung zwischen Grundkörper und Dehnbuchse. Diese stellte bisher einen limitierenden Faktor dar und war dafür verantwortlich, dass Hydrodehnspannfutter überwiegend nur bis zu einer Betriebstemperatur von 70 °C eingesetzt werden konnten. Die additiv gefertigten Hydrodehnspannfutter HTC (HighTorque Chuck) ermöglichen einen deutlich größeren Betriebstemperaturbereich – nämlich bis 170 °C. Nicht nur der Betriebstemperaturbereich ist dank der additiven Fertigung deutlich erweitert – auch der Einsatzbereich. Denn die Vorteile der Hydrodehnspanntechnik können nun mit der von Schrumpffuttern bekannten Verjüngung von drei Grad vereint werden. Dank der schlanken Kontur eignen sich diese Futter für alle Bearbeitungen im konturkritischen Bereich.
Mapal hat damit nachhaltig die Grenzen hinsichtlich Drehmomentübertragung, Temperaturbeständigkeit, Einsatzmöglichkeiten und auch Prozesssicherheit, die für Hydrodehnspannfutter galten, verschoben. So bezieht Mapal heute auch den Faktor anwendungsorientierte Spannfutter in die Prozessauslegung für Kunden mit ein. Bis dato waren leistungsstarke Spannfutter nicht nur im Anwendungsspektrum begrenzt, sondern auch was die Produktpaletten dieser Massenprodukte angeht. „Durch die additiv gefertigten Spannfutter können wir die bisher geltende Regel ‚Sonderwerkzeug + passendes Spannfutter‘ als Auslegungsprinzip heute in einigen Fällen umdrehen“, konstatiert Jochen Schmid, Produktmanager Spanntechnik. So kann dank des 3D-Drucks an verschiedenen Stellschrauben bei Spannfuttern gedreht werden. Hydrodehnspannfutter können deutlich länger, schlanker und auch noch stabiler ausgeführt werden. „Wir haben aber in den vergangenen Monaten noch eine ganze Reihe weiterer, individueller Herausforderungen mit unseren Kunden gelöst, die vor wenigen Jahren in der Form noch undenkbar waren“, erläutert Schmid.
Dank des additiven Fertigung kann beispielsweise das Kühlmittel optimal und frei durch das Werkzeug geführt werden.

Mapal nutzt für die additive Fertigung das Verfahren des selektiven Laserschmelzens: Loses Metallpulver wird mittels eines Laserstrahls Schicht für Schicht an den Stellen aufgeschmolzen, an denen Material sein soll. Das Bauteil entsteht von unten nach oben.
Werkzeugspannfutter mit integriertem Kühlkreislauf
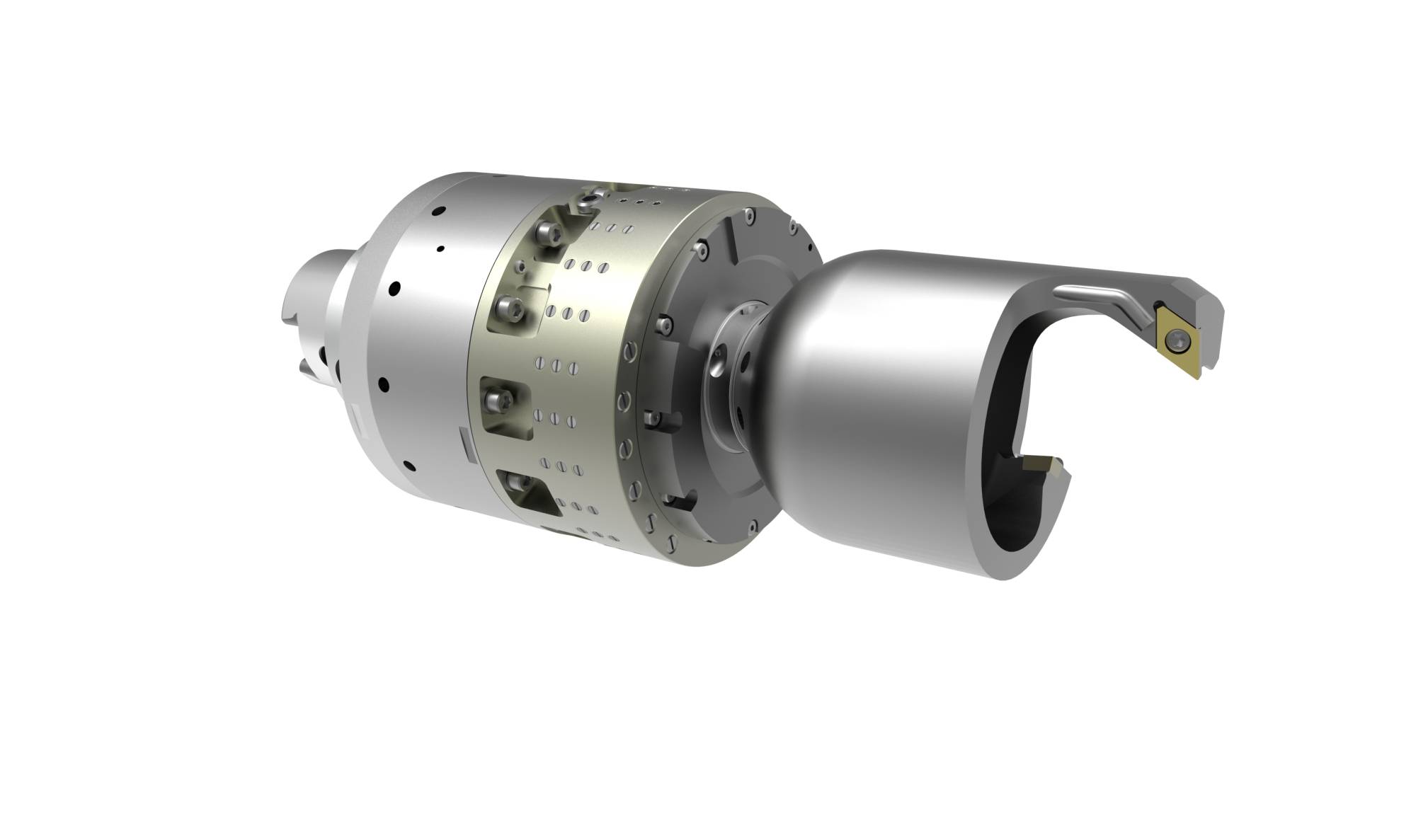
Die neuen Möglichkeiten in der Werkzeugspanntechnologie kommen auch in „exotischen“ Anwendungen zum Einsatz. Beim Rührreibschweißen beispielsweise wird das rotierende Werkzeug in das Material eingetaucht und anschließend zwischen den beiden zu fügenden Aluminium-Werkstücken verfahren. Durch die hohen Prozesstemperaturen findet ein Plastifizieren des Materials statt, beim Abkühlen bildet sich eine feste, vakuumdichte Verbindung. Die Prozesswärme jedoch gelangt über Werkzeug und Spannzeug bis in die Spindel, und es kann zu einer Spindelaufweitung kommen. Bei einer axial nicht fixierten SK-Aufnahme ist dadurch ein Nachrutschen möglich.
Das Abkühlen birgt einen weiteren Störfaktor: Denn die Spindel fixiert das, eventuell nachgerutschte, Spannzeug wieder fest, sodass die Aufnahme nicht mehr entnommen werden kann. Die Folgekosten eines solchen Szenarios sind immens – eine alternative Lösung wurde mit Nachdruck gesucht. Mapal fertigte für diese Anwendung ein Werkzeugspannfutter mit integrierten Kühlkreisläufen und Weldon-Aufnahme. Die interne Luftzufuhr erfolgt über die Spindel und kann feinfühlig reguliert werden. Das Gesamtsystem ist während des Rührreibschweißens stabil.

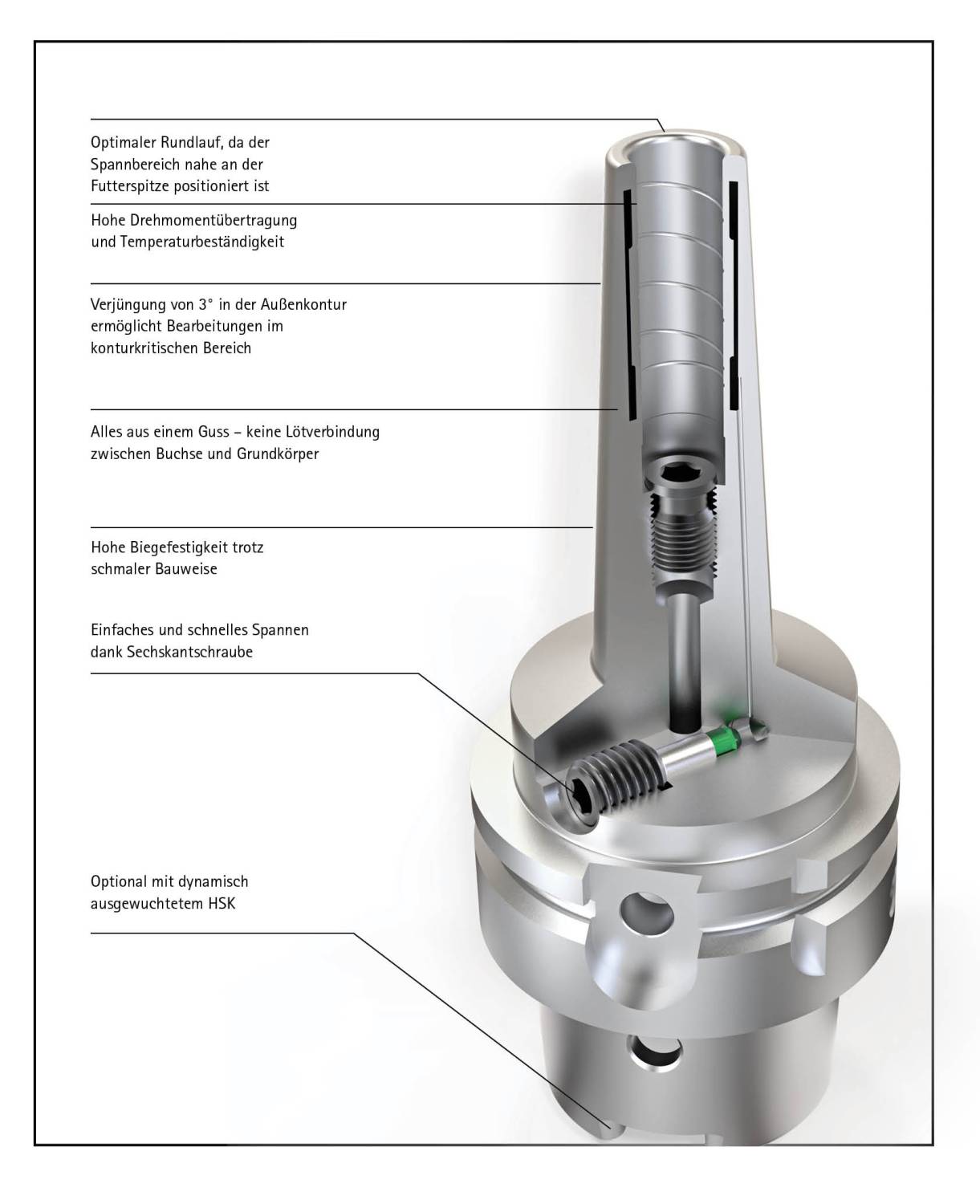
Für eine kleine Revolution sorgte die additive Fertigung im Bereich der Hydrodehnspannfutter, unter anderem durch den Verzicht auf die sonst nötige Lötverbindung.

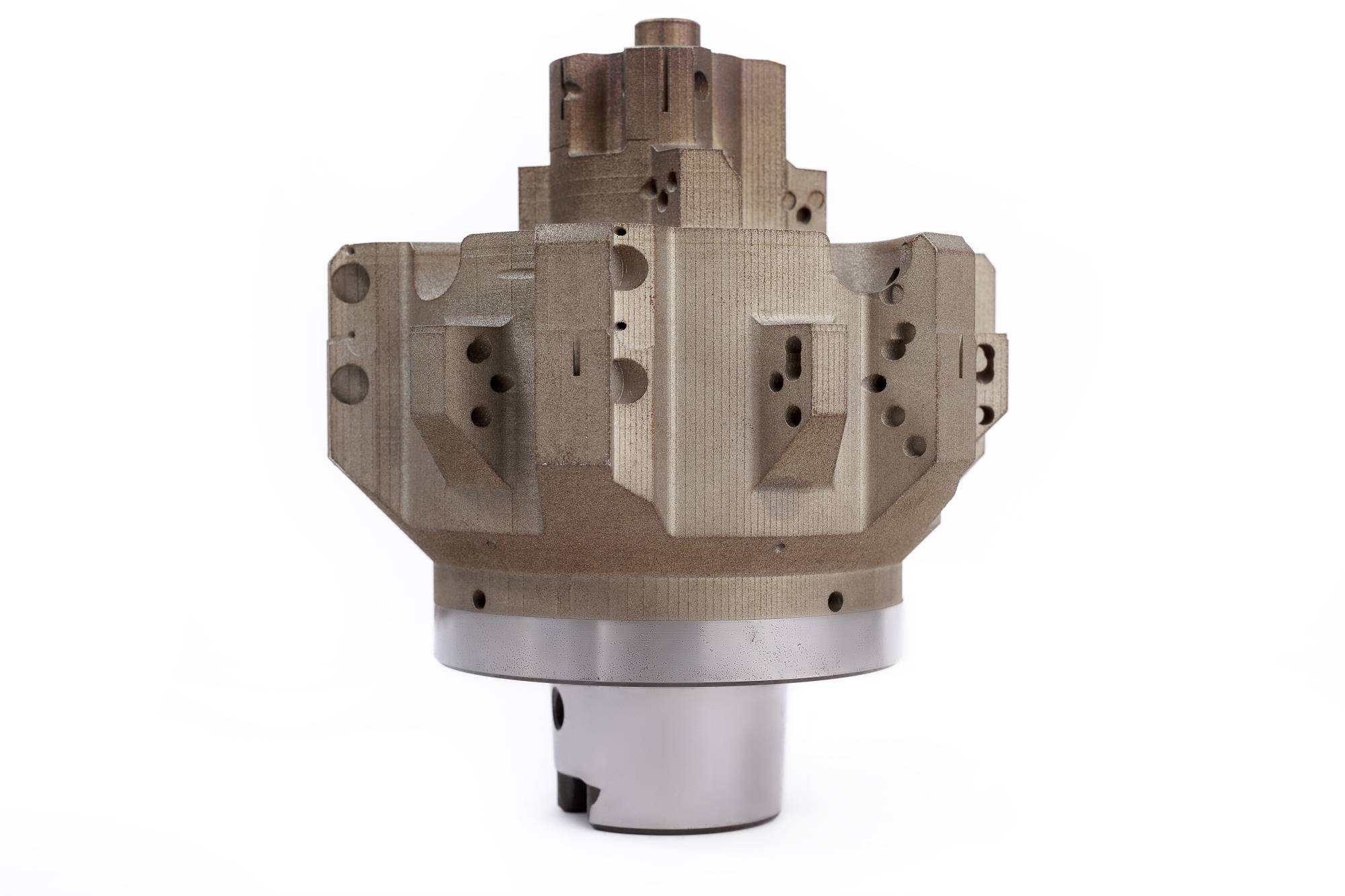
Die additiv gefertigten Spannfutter müssen konventionell nachbearbeitet werden.
Die Zukunft der additiven Werkzeugfertigung
Bei aller Euphorie sowie den scheinbar unbegrenzten Möglichkeiten, und trotz der serienreifen Technologie – die additive Fertigung mit Metallwerkstoffen hat auch Grenzen. Ein Hemmnis sind derzeit sicherlich noch die Kosten. Pulverpreise und -verfahren sind kostenintensiver als konventionelle Methoden zur Werkzeugherstellung. Zudem ist die Genauigkeit eingeschränkt. „Mapal Werkzeuge zeichnen sich aber unter anderem durch ihre Genauigkeit im Tausendstelbereich aus. Deshalb werden alle additiv gefertigten Werkzeuge spanend nachbearbeitet“, erläutert Dr. Jochen Kress. „Zudem darf der Faktor Mensch und dessen Qualifikation nicht unterschätzt werden. Die Ausbildung von Konstrukteuren ist heute noch klar auf die konventionelle Fertigung ausgerichtet. Das Konstruieren von Werkzeugen, die im 3D-Drucker hergestellt werden, erfordert allerdings ein Umdenken und den Aufbau entsprechender Kompetenz.“
Teilen: · · Zur Merkliste