Kern Microtechnik Emuge Punch Tap: Kleingewinde in Rekordzeit
Kern integriert Emuge Punch Tap für M1 bis M3: Als Technologiepartner unterstützt die Kern Microtechnik GmbH Präzisionsfertigungsbetriebe in jeglicher Hinsicht – auch beim hochproduktiven Erzeugen von kleinen Innengewinden. Ab sofort ist es möglich, in der kompletten Kern Micro-Baureihe das Emuge Punch Tap-Verfahren zu nutzen – von M1 bis M3. Diverse Tests des Werkzeugherstellers weisen Zeitersparnisse von bis zu 66 Prozent nach.
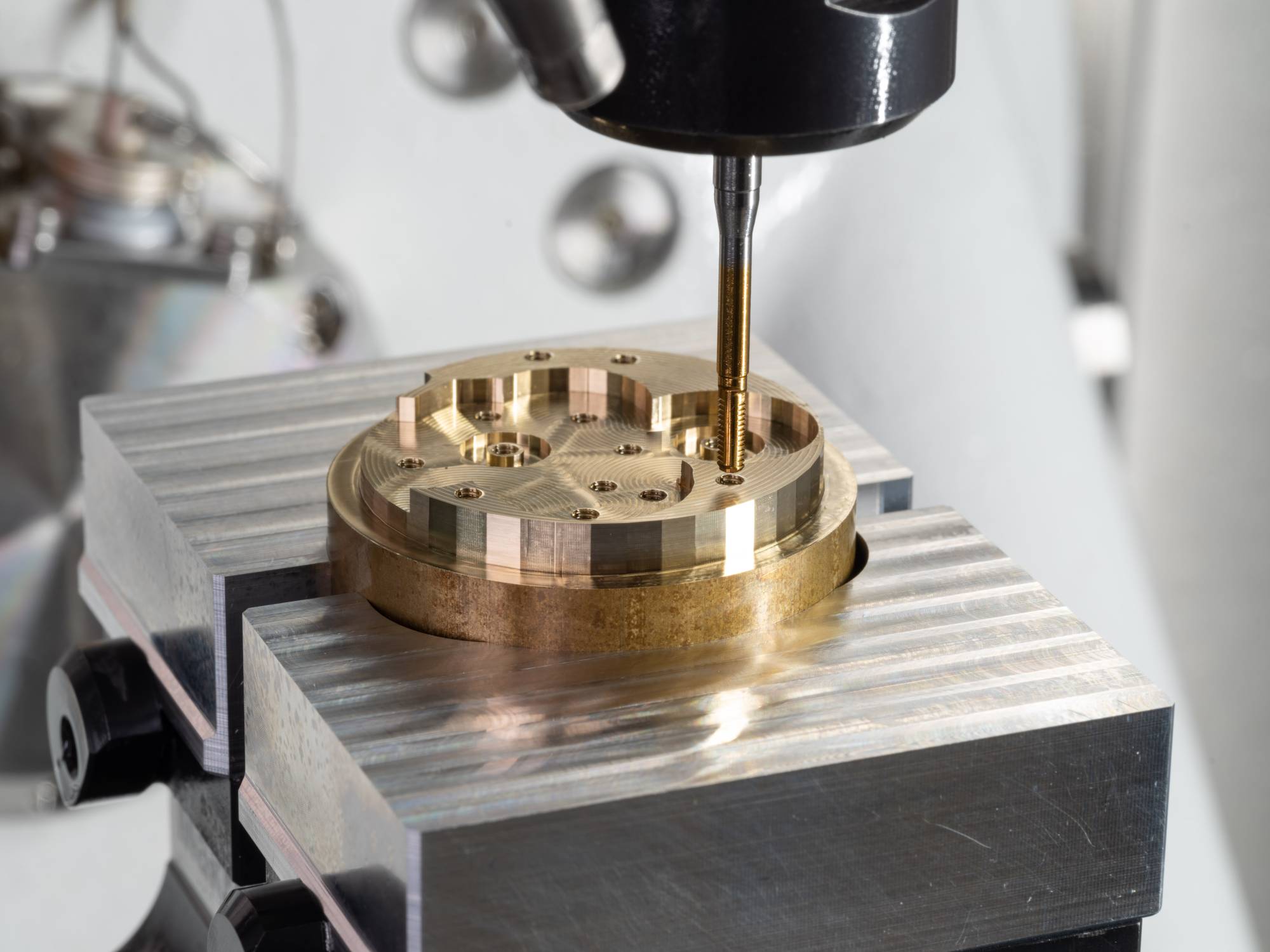
Der Emuge Punch Tap wurde auf einer Kern Micro unter anderem in bleifreiem Messing ausführlich getestet. Der hierbei festgestellte Produktivitätsvorteil gegenüber dem Gewindebohren/-formen: knapp 60 Prozent.
M2-Vergleichstest: Formen versus Punch Tap
Diverse Tests mit Kleingewinde-Werkzeugen weisen klare Produktivitätsvorteile für den Punch Tap nach. Ein Beispiel aus der Versuchswerkstatt: In Aluminium wurden Gewinde M2-6H mit einer Gewindetiefe von 4,0 mm eingebracht. Beim Gewindeformen mit 3.000 min-1 wurde eine Fertigungszeit von ca. 0,9 sec erfasst. Der Punch Tap erzeugte das Gewinde mit 400 min-1 in 0,3 bis 0,4 sec – je nach angewendeter Zyklusvariante. Die Zeiteinsparung beträgt demnach bis zu 66 Prozent.
Höchstpräzise, kleine Bauteile prozesssicher herzustellen und miteinander als Baugruppen zu verbinden, ist eine besondere Herausforderung, der sich unter anderem Unternehmen der Uhren-/Schmuckindustrie sowie der Hochfrequenz- und Vakuumtechnik stellen müssen. Hierfür sind unter anderem innovative Bearbeitungszentren notwendig, die bei Bedarf eine dauerhafte Präzision von kleiner einem µm und reproduzierbare Oberflächengüten Ra im niedrigen Nanometerbereich gewährleisten. Neben der hohen Qualität müssen diese präzisen Maschinen hohe Produktivitätsanforderungen erfüllen. Den verantwortlichen Kern-Ingenieuren ist es nun gelungen, die Technik der Kern Micro so zu optimieren, dass sich ab sofort Mikro-Innengewinde in den Größen M1 bis M3 beispielsweise in Aluminium bis zu drei Mal so schnell erzeugen lassen, als das bisher möglich war.

Kern Microtechnik unterstützt seine Kunden als Technologiepartner in jeglicher Hinsicht. Jüngster Beweis: Der Präzisionsmaschinenbauer erschließt das Produktivitätspotenzial der von Emuge-Franken entwickelten Punch Tap-Mikroserie auf seiner Kern-Micro-Baureihe. Damit lassen sich Gewinde von M1 bis M3 bis zu dreimal schneller erzeugen als das bisher möglich war.

Alexander Stauder
Leiter Anwendungstechnik bei Kern Microtechnik
„Der Punch Tap Zyklus steht ab sofort in allen neuen Maschinen der Kern Micro-Baureihen standardmäßig zur Verfügung. Auf Wunsch unserer Kunden rüsten wir auch deren Bestandsmaschinen damit auf, parametrieren sie und schalten den Zyklus in der Steuerung frei.“
Punch Tap für M1 bis M3
Entscheidend dafür ist eine neue Methode zur Gewindeherstellung, der Emuge Punch Tap. Vor rund fünf Jahren kam dieser erstmals auf den Markt und wurde ursprünglich für die Automobilindustrie in der branchengängigen Größe M6 konzipiert. Emuge-Franken sammelte damit viel Erfahrung und erweiterte das Werkzeugprogramm im nächsten Schritt auf die Durchmesser M3 bis M10. Jürgen Lange, Entwickler bei Emuge, erklärt: „Nach oben wird die Gewindegröße durch die hohen Drehmomente begrenzt, die ein Punch Tap benötigt. Nach unten sahen wir aber noch Spielraum und vergrößerten unser Programm entsprechend.“
2019 führte Emuge-Franken die sogenannte Mikroserie ein, die die Durchmesser M1 bis M3 umfasst. Sie wird gerne von Smartphone-Herstellern genutzt und weckte zudem das Interesse von Kern Microtechnik. Alexander Stauder, Leiter Anwendungstechnik bei Kern, verdeutlicht: „Wir haben das Produktivitätspotenzial in diesem Prozess erkannt und wollen unseren Kunden ermöglichen, dieses zu erschließen.“
Basis für den Punch Tap ist ein innovatives Bearbeitungsprinzip. Mit zwei gegenüberliegend angeordneten Zahnreihen wird das Spezial-Gewindewerkzeug im Bruchteil einer Sekunde in ein vorgebohrtes Loch hineingestoßen. Bei diesem Vorgang entstehen zwei Nuten. Danach dreht die Spindel um 180 Grad linksherum, während die axiale Vorschubachse gleichzeitig um eine halbe Gewindesteigung zurückzieht. Mit dieser Bewegung wird das Gewinde geformt. Da sich die Zahnreihen nun wieder in den vorher erzeugten Nuten befinden, lässt es sich anschließend einfach herausziehen – das Gewinde ist fertig.

Alex Stauder, Leiter Anwendungstechnik bei Kern und Jürgen Lange, Entwickler bei Emuge-Franken, haben den Mikro Punch Tap von Emuge auf Kern-Maschinen gebracht.
Gewinde in bleifreies Messing punchen
Als weitere Voraussetzung für das Gelingen des Punch Tap nennt der Emuge-Ingenieur die Beschaffenheit des zu bearbeitenden Materials: „Die Werkstoffe müssen gut formbar sein, wie etwa Guss- und Knet-Aluminiumlegierungen. Stahl ist aktuell nicht bearbeitbar und auch ‚normale‘ Messinglegierungen eignen sich nicht, da sie eine zu geringe Bruchdehnung haben, um mit einem formenden Verfahren bearbeitet werden zu können.“ In einigen Kern-Kundenmärkten – wie etwa der Uhrenindustrie – kommt aber häufig sogenanntes EcoBrass (bleifreies Messing) zum Einsatz. Durch das Fehlen von Blei lässt sich dieses Material gut formen und kommt somit auch für den Punch Tap in Frage. Grund genug für Kern und Emuge-Franken, im März und Oktober 2020 auf verschiedenen Bearbeitungszentren gezielte Gewindepunch-Versuche durchzuführen, um eine geeignete Zyklusvariante für EcoBrass festzulegen.

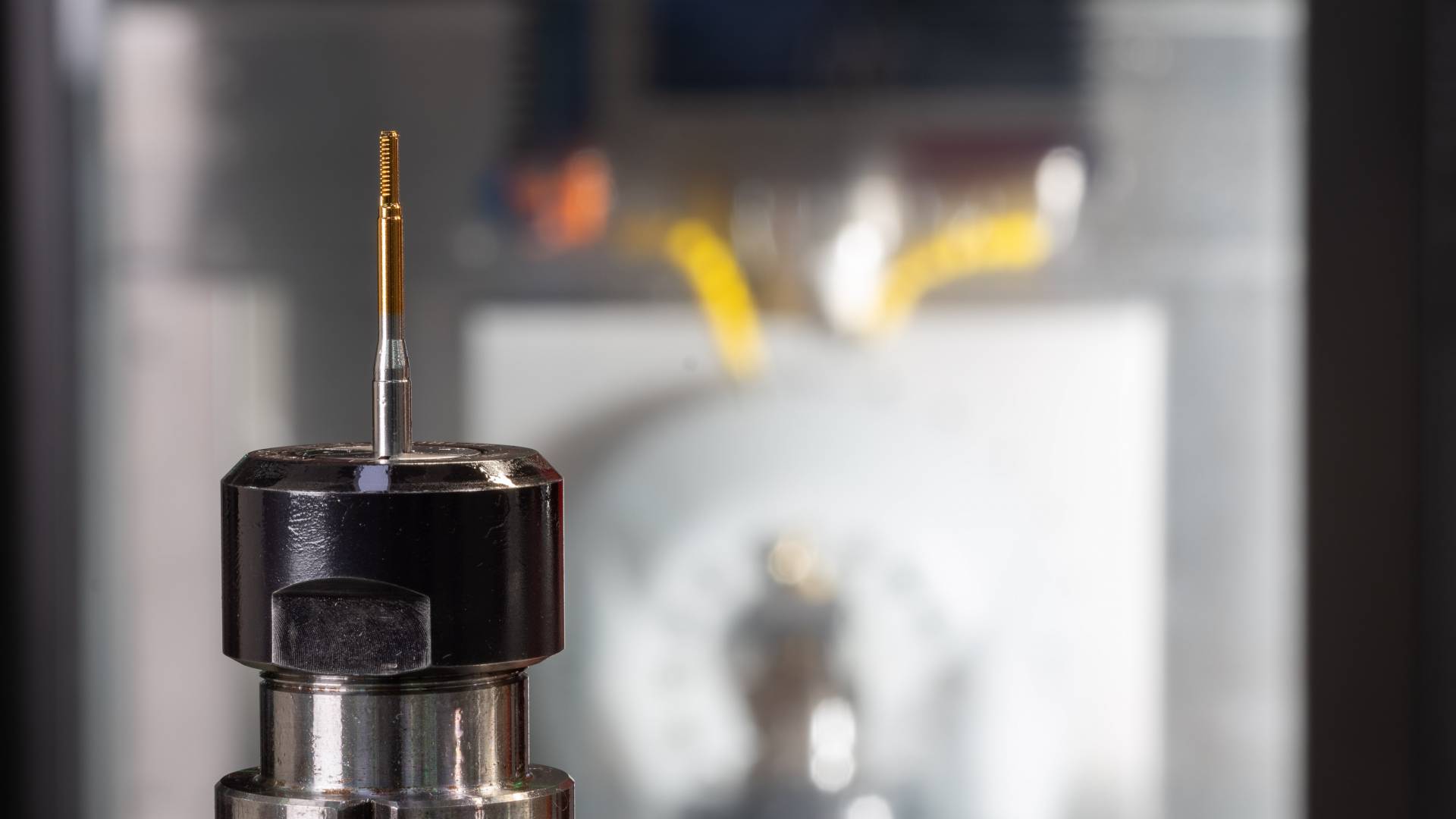
Das Emuge Mikro Punch Tap-Werkzeug führt beim Ein- und Ausfahren eine geradlinige axiale Bewegung durch, im Gegensatz zur helikalen Bewegung der Punch Tap-Werkzeuge mit größeren Durchmessern.
Auf der gesamten Kern Micro-Plattform implementiert
Inzwischen funktioniert der Punch Tap-Prozess auch in EcoBrass zuverlässig und ist für die Mikro-Gewindeserie auf der gesamten Kern Micro-Plattform implementiert. Die umsetzbare Gewindegröße hängt letztlich von der Spindel ab, mit der das jeweilige Bearbeitungszentrum ausgestattet ist. So lassen sich mit HSK 25-Spindeln (1,1 Nm Drehmoment) bis zu 2xD tiefe M2-Gewinde erzeugen. Verfügt die Maschine über eine HSK 40-Spindel (5,9 Nm Drehmoment), sind sämtliche Gewindegrößen bis M3 herstellbar.
Grundsätzlich enthält der Gewindepunch-Zyklus drei verschiedene Bewegungsablauf-Varianten. Welche zu verwenden ist, hängt von Material, Gewindegröße und Spindel ab. In Aluminium eignet sich häufig die schnellste Variante. Bei EcoBrass stellt sich das etwas anders dar, wie die Testingenieure während der Versuche feststellten. Emuge-Entwickler Jürgen Lange erläutert: „Das bleifreie Messing fließt nicht so gut wie Aluminium. Daher empfehlen wir hierfür eine softe Zyklusvariante, die das Gewinde nochmals nachformt.“

Die schnellen Punch-Gewinde können in vielen Märkten Produktivitätsvorteile bringen, so etwa in der Uhren- bzw. Schmuckindustrie (im Bild eine Uhrenplatine) sowie der Hochfrequenz- und Vakuumtechnik. (Bild: Kern Microtechnik GmbH)

Das Mikro Punch Tap Verfahren (für Gewindegrößen von M1 bis M3) kann in der kompletten Kern Micro-Baureihe genutzt werden.
Punch Tap-Zyklus
Der Produktivitätsvorteil bei bleifreiem Messing liegt damit laut Kern gegenüber dem Gewindebohren/-schneiden immer noch bei knapp 60 Prozent. Dabei sind die Gewinde stets lehrenhaltig und erfüllen höchste Qualitätsansprüche. Der Punch Tap-Zyklus steht ab sofort in allen neuen Maschinen der Kern Micro-Baureihen standardmäßig zur Verfügung. Kern-Ingenieur Alexander Stauder ergänzt dazu: „Auf Wunsch unserer Kunden rüsten wir auch deren Bestandsmaschinen damit auf, parametrieren sie und schalten den Zyklus in der Steuerung frei.“ Dieser kann dann vom verantwortlichen Programmierer einfach in die relevanten Programme integriert werden.
Teilen: · · Zur Merkliste