Wenn Mitarbeiter, CNC und Roboter perfekt kooperieren
Roboter und Bearbeitungszelle können von ein und derselben CNC gesteuert werden. Wie, das zeigt eine autark arbeitende Dreh-Bohr-Zelle für die Herstellung von Lagerkappen im Siemens-Werk Bad Neustadt. Dort konnte man durch ein Retrofit einer älteren Drehmaschine sowie Integration eines flexiblen Roboters – der das komplette Teilehandling übernimmt – eine hochproduktive Fertigungslösung erarbeiten. Für das optimale Zusammenspiel aller beteiligten Bausteine sorgt dabei die Softwareschnittstelle Run MyRobot /Handling.

Run MyRobot von Siemens bietet eine nahtlose Integration von Roboter und Werkzeugmaschinen in die CNC-Steuerung.
SINUMERIK Run MyRobot
Im Zuge der Digitalisierung arbeiten Roboter und Werkzeugmaschinen immer enger zusammen. SINUMERIK Run MyRobot bietet Lösungen von der einfachen Anbindung über die komfortable Integration für Handling-Aufgaben bis zur vollständigen Systemintegration der Roboter-Kinematik. Maschinenbetreiber sehen in der Automatisierung immer mehr einen wirksamen Hebel, um bei konstanter Werkstückqualität flexibler die Produktivität zu erhöhen. Dafür müssen Werkzeugmaschinen über Vernetzungslösungen problemlos in Fertigungsabläufe eingebunden und Roboter über vordefinierte Schnittstellen in Werkzeugmaschinen integriert werden.
Wie lassen sich Handlingroboter einfach und effizient in der Kombination mit CNC-Maschinen nutzen? Ein Beispiel dafür liefert Peter Zech, Leiter Druckguss und Sondermaschinenbau in Bad Neustadt, der gemeinsam mit seinen Mitarbeitern die spanende Fertigung von Lagerschilden und Abdeckkappen auf einer Dreh- und einer Bohrmaschine erneuert hat: „Die Teilequalität der alten Anlage war noch gut, aber sie war nicht mehr produktiv genug. Die Verfügbarkeit ließ zu wünschen übrig und die Bohrstation musste manuell bestückt werden – eine sehr monotone Arbeit.“
Die neue Bearbeitungszelle im Siemens-Werk Bad Neustadt produziert unterschiedliche Lagerkappen rund um die Uhr.
Runderneuerte Drehmaschine mit Bohrstation kombiniert
In der Diskussion stand zunächst ein neues Drehzentrum, mit dem der gesamte Prozess abgedeckt werden sollte. Aber die Mehrfachbohrungen, die eine separate Bohrstation in einem Arbeitsgang erledigt, führten hier zu überlangen Durchlaufzeiten und die Anschaffungskosten waren deutlich zu hoch. Alternativ wurde überlegt, die bis dato eingesetzte Index GE42 durch eine neue Drehmaschine zu ersetzen. Letztlich erwies sich aber ein Retrofit mit neuen SINAMICS-/ SIMOTICS-Antrieben und SINUMERIK- Steuerungstechnik als beste Lösung. Die Gründe dafür nennt Volker Ress, Meister im Bereich Druckguss: „Die mechanische Qualität und Präzision der GE42 entspricht nach der Generalüberholung genau unseren Bedürfnissen. In Summe hat diese Variante deutlich weniger gekostet als eine neue Maschine.“

Der komplette Fertigungsablauf von Roboter und Bearbeitungsmaschine kann offline programmiert werden: Für Tätigkeiten wie Einrichten, Teachen und Freifahren des Roboters kommt das HT8 als zentrale Bedieneinheit zum Einsatz.
Komplettes Teilehandling
Das Retrofit der Drehmaschine allein stellte Peter Zech und Volker Ress aber nicht zufrieden. Ihr Plan: In einer autarken Dreh-Bohr-Zelle übernimmt ein flexibler Roboter das komplette Teilehandling – vom eingehenden Bandsystem bis zur Ablage des fertigen Bauteils. Bei der Auswahl der Robotertechnik kristallisierte sich der KR Agilus von Kuka als beste Lösung heraus. „Die Bewegungen können andere Roboter zwar auch ausführen“, bestätigt Peter Zech, „aber die Qualität von Kuka ist anerkannt hoch. Und die nahtlose Integration der Robotik in die Werkzeugmaschinenumgebung ist einzigartig. Möglich macht dies die Kombination des Kuka-Roboters mit der Steuerung SINUMERIK 840D sl.“

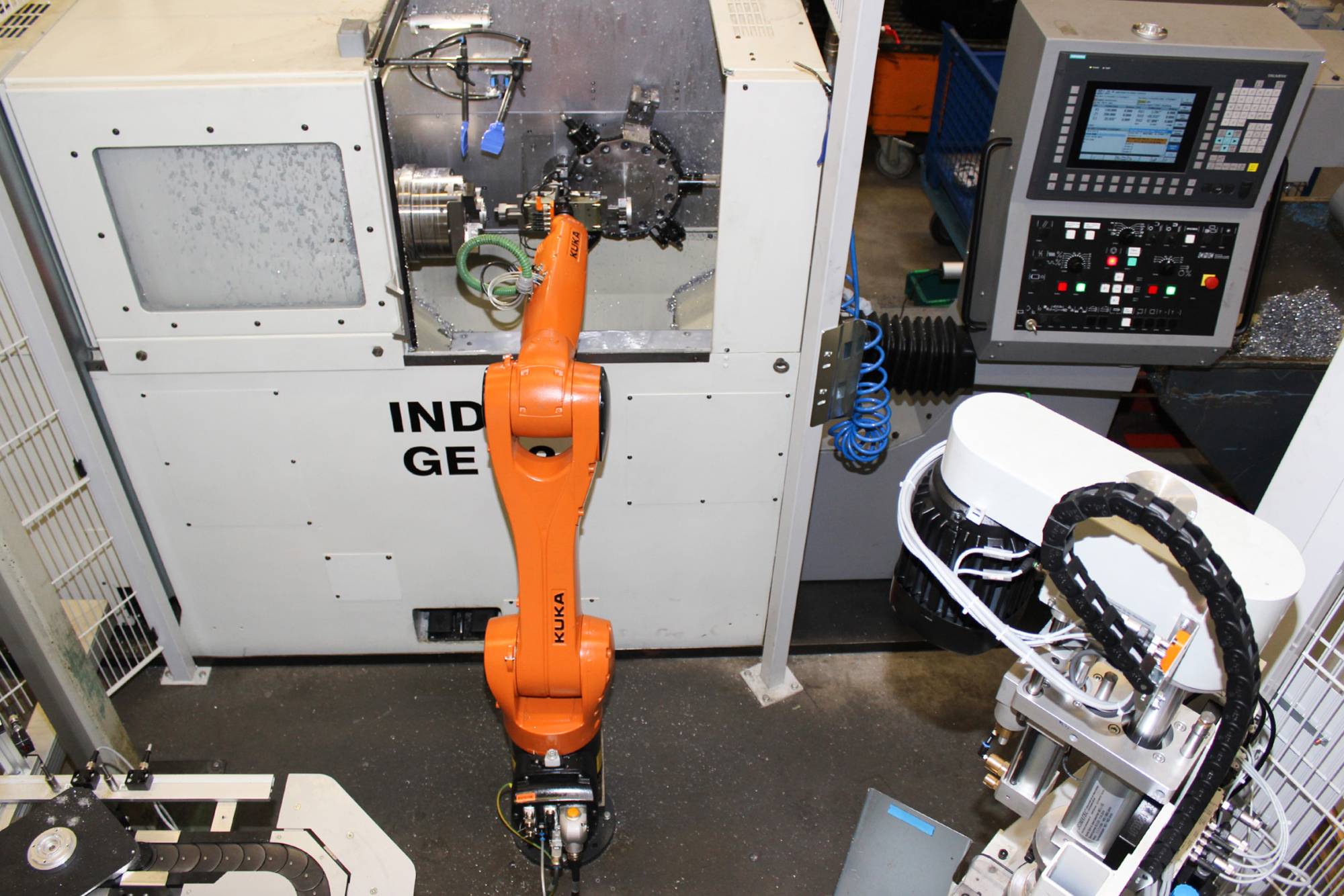
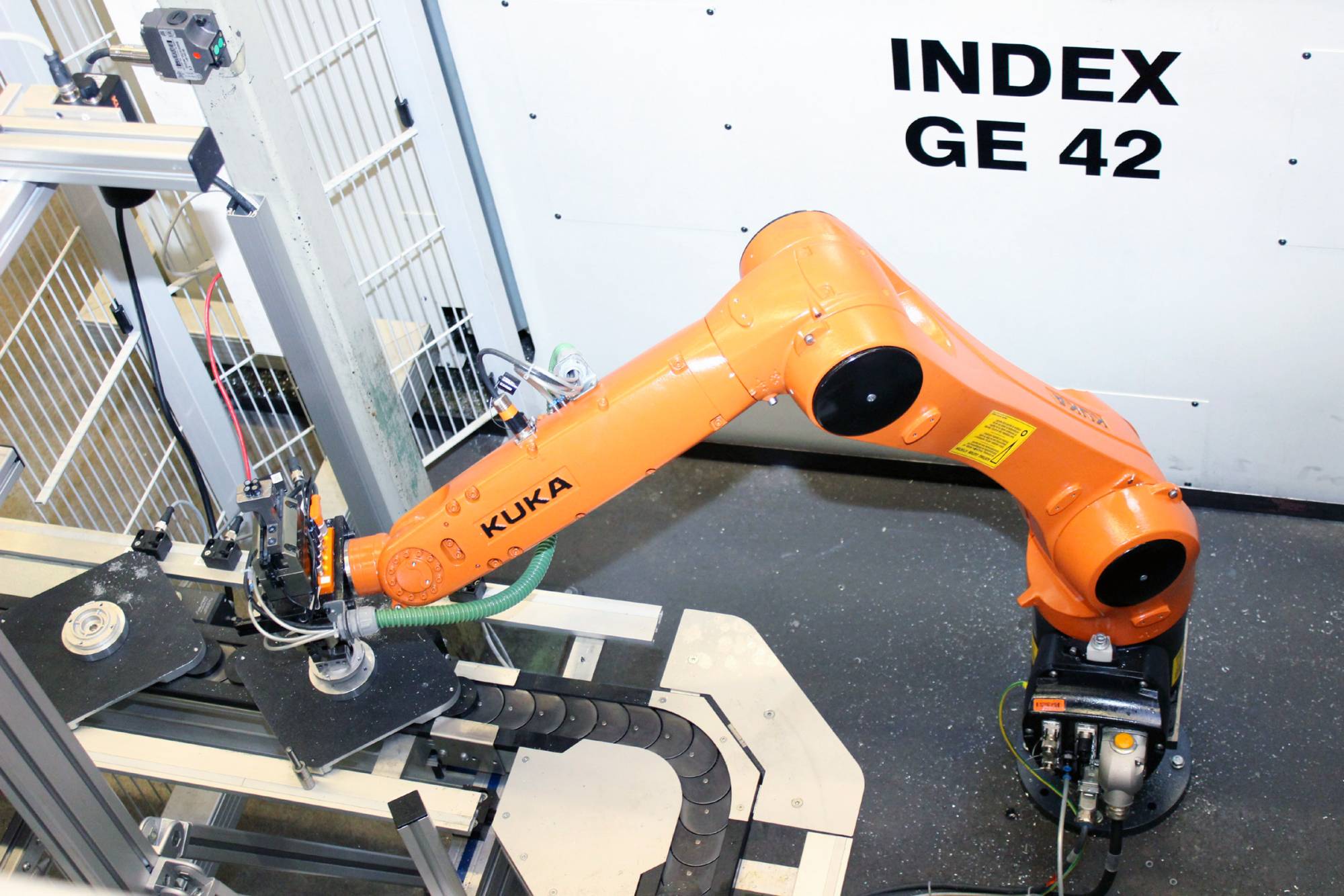
Die Zelle besteht aus einer Index GE42 und einem Kuka KR Agilus.
CNC steuert Roboter
Basis dieser Lösung ist die von Siemens- und Kuka-Ingenieuren gemeinsam entwickelte Softwareschnittstelle Run MyRobot /Handling. Deren großes Plus: Bei den Maschinenbedienern werden Berührungsängste abgebaut. Das bestätigt Martin Leutbecher, Mechatroniker und Instandhalter: „Run MyRobot /Handling ist genial. Dadurch können wir den Kuka-Roboter mit SINUMERIK Operate an unserem normalen Panel oder mit dem Handheld Terminal HT8 steuern. Wir müssen nicht mit einer zusätzlichen Robotersteuerung umgehen, die anders aufgebaut und für uns alle ungewohnt ist.“
So konnte der komplette Fertigungsablauf von Roboter und Bearbeitungsmaschine offline programmiert werden – ohne Verfügbarkeitsverluste der Dreh-Bohr-Zelle. Für Tätigkeiten wie Einrichten, Teachen und Freifahren des Roboters kommt das HT8 als zentrale Bedieneinheit zum Einsatz. Timo Rössler, Fertigungstechnologe Zerspanung, nennt einen weiteren Pluspunkt: „Bediener können die Fertigungszelle jederzeit gefahrlos betreten – auch während sie den Roboter steuern.“ Das garantiert das in der SINUMERIK-CNC integrierte Feature Safety Integrated. Die Funktion stellt sicher, dass sich der Roboter nur in kontrollierter Geschwindigkeit bewegt.
Das Zuführband nimmt etwa 70 Rohlinge auf – das reicht für zwei bis drei Stunden Autonomie.
Bearbeitungszelle läuft vollautomatisch
Einmal eingestellt, produziert die Dreh-Bohr-Zelle in zwei Schichten Serien mit durchschnittlich 400 bis 500 Bauteilen. Dann wird das Produkt gewechselt. „So halten wir die Bestände optimal“, erklärt Rössler. Das Zuführband nimmt etwa 70 Rohlinge auf. Genug, um die Anlage für zwei bis drei Stunden autark laufen zu lassen. In dieser Zeit kümmert sich der Bediener um zwei weitere Fertigungslinien und übernimmt stichprobenartige Qualitätskontrollen.
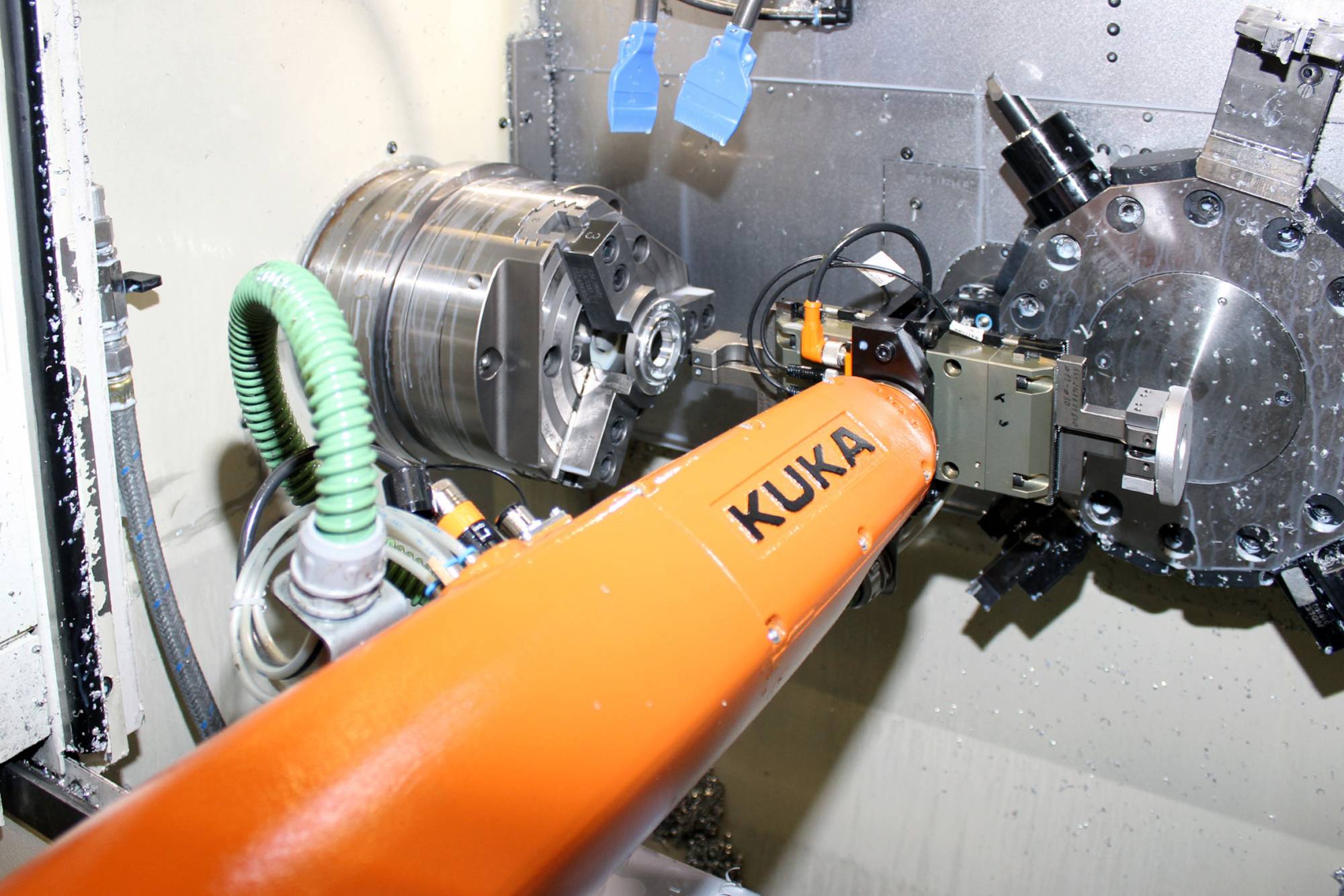
Nach dem Befüllen mit Rohlingen läuft die Bearbeitungszelle vollautomatisch: Ein Visionsystem erfasst den Rohling und gibt das Lagesignal an den Roboter weiter. Dieser greift mittels Schunk-Greifer auf Basis der Lageinformationen das Bauteil so, dass er es stets in der richtigen Orientierung an die Index GE42 übergeben kann. Wenn die Drehmaschine öffnet, nimmt er zuerst mit der Rückseite des Wechselgreifers das fertig gedrehte Bauteil ab und übergibt anschließend den Rohling. Das gedrehte Werkstück reicht der Roboter an die Bohrstation weiter, die dann in einem Arbeitsgang mehrere Bohrungen oder Gewinde erzeugt. Schließlich legt der Roboter das fertig bearbeitete Bauteil ab und nimmt den nächsten Rohling vom Band – so geht es weiter bis zum Produktwechsel.
Der KR Agilus von Kuka übernimmt das prozesssichere Handling der Lagerkappen.

Die Dreh-Bohr-Zelle produziert in zwei Schichten Serien mit durchschnittlich 400 bis 500 Bauteilen.
Ein gutes Team
Run MyRobot /Handling macht aus Bediener, Werkzeugmaschine und Roboter ein gutes Team. Das Erfolgsgeheimnis: Die Bediener, meist Zerspanungstechniker, können zwei grundverschiedene Technologien über die gewohnte SINUMERIK-CNC bedienen.


Die Greifertechnologie kommt von Schunk.
PS: Ein Video zur Reportage finden Sie hier:
https://new.siemens.com/de/de/branchen/maschinenbau/werkzeugmaschinen/cnc4you/stories/bad-neustadt-roboter.html
Teilen: · · Zur Merkliste