anwenderreportage
Sodick SLC400G: Drahterodieren auf höchstem Niveau
Die Sodick SLC400G glänzt bei Boehlerit mit Produktivität und Genauigkeit: Um in der Herstellung von Hartmetallwerkzeugen noch effizienter und vor allem präziser arbeiten zu können, setzt die Boehlerit GmbH & Co. KG auf den Einsatz einer Drahterodiermaschine von Sodick. Die neue SLC400G, die durch die Georg Nemeth Werkzeugmaschinen GmbH betreut wird, ermöglicht eine Kapazitätserweiterung mit Zusatznutzen für mehr Produktivität bei höherer Genauigkeit. Autor: Georg Schöpf / x-technik

Die Sodick SLC400G dient als Kapazitätserweiterung in der Werkzeugherstellung bei Boehlerit. Durch ihre hohe Genauigkeit können in der Nacharbeit der Werkstücke zusätzliche Zeiteinsparungen erzielt werden.

Stefan Raffer
Gruppenleiter Werkzeugbau bei der Boehlerit GmbH & Co. KG
„Durch die hohe Genauigkeit der SLC400G ist bei Konturen mit kleinen Eckenradien jetzt kein zusätzliches Umfangerodieren mehr nötig. Wir können die Kontur in einem Zug fertigstellen.“
Hartmetallwerkzeuge sind ein wesentlicher Bestandteil der zerspanenden Industrie. Wohl zu den Pionieren auf diesem Gebiet zählt die in Kapfenberg in der Steiermark ansässige Boehlerit GmbH & Co. KG. Schon seit 1939 produziert das Unternehmen Werkzeuge aus diesem verschleißfesten und widerstandsfähigen Werkstoff. Selbst das Ausgangsmaterial für die Werkzeuge – fein gepulvertes Wolframcarbid – wird in unternehmenseigenen Anlagen hergestellt. „Für uns ist das ein wesentlicher Erfolgsfaktor. Dadurch können wir den gesamten Entstehungsprozess der Werkzeuge beeinflussen und feinste Einstellungen und Konfigurationen bei unseren unterschiedlichen Werkzeuggüten realisieren“, weiß Stefan Raffer, Gruppenleiter Werkzeugbau bei Boehlerit.
Sehr weit vorne im Entstehungsprozess von Hartmetall-Werkzeugen stehen gepresste, sogenannte Grünlinge, die im Anschluss gesintert und mit einer auf die jeweiligen Einsatzbedingungen abgestimmten Beschichtung versehen werden. Für die Herstellung dieser Grünlinge bedarf es der Bereitstellung geeigneter Presswerkzeuge, die in der Regel aus einem Ober- und Unterstempel sowie einer Matrize bestehen. Diese umfasst die Stempel und verleiht dem Werkzeug die Außenkontur. Alle Komponenten müssen bereits aus Hartmetall bestehen, um dem Presswerkstoff standhalten zu können.

Der Dielektrikumpegel wird entsprechend der Z-Achsenpositionierung angepasst. Ein nach drei Seiten absenkbarer Arbeitstank gestattet einen ungehinderten Zugang zum Arbeitsbereich und lässt Raum für Automatisierungslösungen.

Ing. René Jockl-Mokricky
Vertriebsingenieur bei der Georg Nemeth Werkzeugmaschinen GmbH
„Ein robuster Aufbau der Maschine in Verbindung mit hochpräzisen Komponenten aus Keramik sowie die Achsantriebe mit Linearmotoren führen zu einem Höchstmaß an Maschinenpräzision. Das spiegelt sich direkt bei den Bearbeitungsergebnissen wider.
“
Präzise Geometrien mit glatten Oberflächen
Schon lange wird für die Erstellung dieser Werkzeugkomponenten das Drahterodieren verwendet. Durch dieses Verfahren können mit wenigen Arbeitsschritten präzise Geometrien mit sehr glatter Oberfläche und niedriger Schnittbreite auch bei großen Werkstückdicken erstellt werden. Die Oberflächen werden im Anschluss in der Regel über einen mehrstufigen Prozess weiterverfeinert und poliert. „Je besser die Oberflächengüte nach dem Erodieren ist, umso weniger Aufwand entsteht beim Polieren der Flächen. Wir sprechen dabei von Oberflächenrauigkeiten im Bereich von Ra 0,1 und niedriger“, betont Raffer.
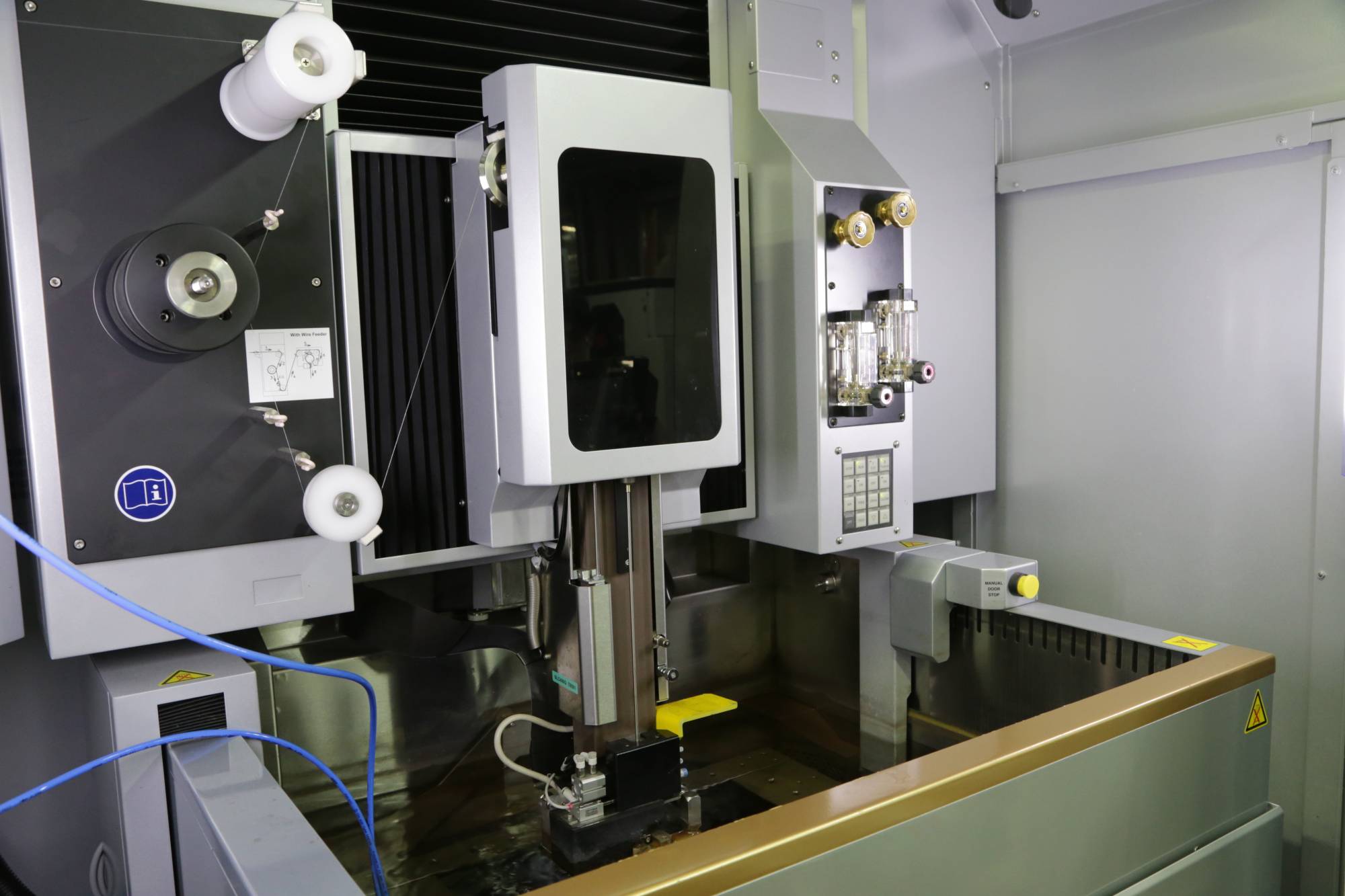
Eine Drahtspannungs-Servofunktion überwacht die Drahtzugspannung und passt diese an den Arbeitsprozess an.


Infos zum Anwender
Boehlerit zählt zu den weltweit führenden Herstellern von Schneidstoffen aus Hartmetall gilt als Entwicklungspionier seit 1932. Das Kapfenberger Unternehmen steht als Hersteller von Schneidstoffen für die Metall-, Verbundwerkstoff-, Kunststoff- und Holzbearbeitung weltweit für höchste Fertigungsperfektion von Hartmetallen und Werkzeugen zum Drehen, Fräsen, Bohren, Stechen. Spezielle Automotive Werkzeugkonzepte für die Kurbelwellenbearbeitung, Werkzeuge für Hüttentechnik sowie der Bereich spanlose Formgebung und Verschleißschutz runden das Angebotsspektrum ab.
Kapazitätserweiterung mit Genauigkeitsgewinn
Im Jahre 2014 hat Boehlerit im Rahmen einer Bedarfserhebung im Hinblick auf Kapazitätserweiterungen über die Investition in eine neue Drahterodiermaschine nachgedacht. „Unser Ziel war es, durch eine neue, hochgenaue Maschine sowohl zusätzliche Fertigungskapazitäten bereit zu stellen, als auch den Aufwand in der Nachbearbeitung drastisch zu reduzieren“, schildert Raffer deren Überlegungen.
„Es wurden in diesem Zusammenhang ein Testbauteil mit sehr anspruchsvollen Rahmenbedingungen ausgearbeitet“, erinnert sich Ing. René Jockl-Mokricky, Vertriebsingenieur bei der Georg Nemeth GmbH, welche die Firma Sodick exklusiv in Österreich vertritt. „Bei einer Bauteilhöhe von 90 mm musste eine Maßgenauigkeit im Bereich von +/- 2 µm bei gesamt 36 Messpunkten in Verbindung mit einer Rauigkeit von Ra < 0,1 eingehalten werden. Da die vorgegebenen Werte an keiner Stelle überschritten werden durften, kamen ausschließlich Maschinen mit höchster Präzision infrage“, geht Jockl-Mokricky ins Detail. Nach einer umfangreichen Evaluierungsphase konnte er sich schließlich mit einer SLC400G seines japanischen Lieferanten durchsetzen. „Die Maschine verfügt über einige Besonderheiten, die es ermöglichen, die geforderten Werte dauerhaft zu erreichen“, begründet er.
Die SLC400G bietet Verfahrwege von 400 x 300 x 250 mm (X/Y/Z) sowie 150 x 150 mm (U/V) bei einem maximal zu bearbeitenden Werkstückgewicht von 500 kg. Aufgebaut ist das System auf einer massiven, sehr stabilen Gusskonstruktion und verfügt zudem über Linearmotoren für alle Achsantriebe. „Der berührungslose Aufbau der Antriebe verhindert mechanischen Verschleiß und bietet reibungslose Bewegung ohne Umkehrspiel“, erklärt Jockl-Mokricky. Das direkte Wegmesssystem mit Glasmaßstäben erreicht dabei eine Auflösung von 0,01 µm. „Die zahlreichen Keramikkomponenten garantieren darüber hinaus eine maximale Steifigkeit bei geringstem Verschleiß“, so Jockl-Mokricky weiter. Zusätzlich unterstützt eben diese Keramik durch ihren geringen Wärmeausdehnungskoeffizienten die Genauigkeit der Maschine.
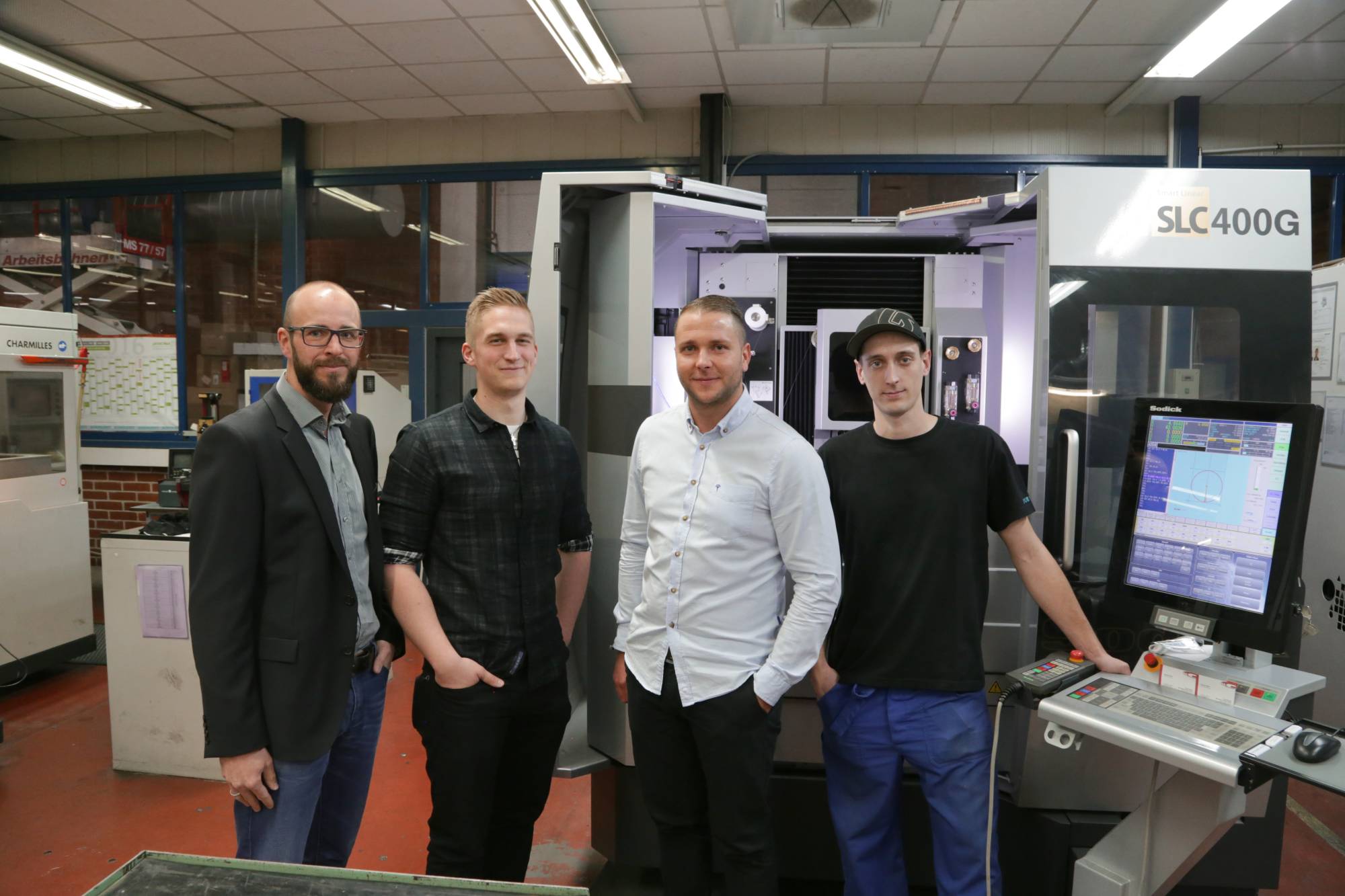
V.l.n.r.: Ing. René Jockl-Mokricky, Vertriebsingenieur bei der Georg Nemeth GmbH, Michael Stajan, CAM-Programmierung, Stefan Raffer, Fertigungsleiter Werkzeugbau, Patrick Menhard, Maschinenbediener (alle Boehlerit).
Feiner Schnitt
Geschnitten wird bei Boehlerit mit einem 0,25 mm Messingdraht. Die Maschine kann jedoch auch Drahtdurchmesser von 0,1 mm bis 0,3 mm verarbeiten. Die mit PEPS von Camtek erstellten CNC-Programme werden in die Maschinensteuerung übernommen und im Hintergrund über den K-SMC Controller (Anm.: SMC steht für Sodick Motion Control) an die Achsen übertragen. Eine Drahtspannungs-Servofunktion überwacht die Drahtzugspannung und passt diese an den Arbeitsprozess an. Zahlreiche Zusatzfunktionalitäten, wie der digital PIKA W Plus Feinschlichtgenerator– ein Schaltkreis der die Schnittgeschwindigkeit und Stabilität beim Schlichten erheblich verbessert – sorgen für eine höhere Prozesssicherheit. „Die Oberflächenrauigkeit wird durch eine extreme Hochfrequenzbearbeitung weiter verbessert. Die Sodick DSF-Technologie erkennt automatisch die Werkstückdicke und ermittelt durchgängig für jede Dicke die optimalen Bearbeitungsbedingungen bei gleichzeitiger Drahtrissvermeidung. Das bietet mehr Stabilität, höhere Geschwindigkeiten und höhere Genauigkeit für die Bearbeitung von Werkstücken mit gestuften oder ungleichmäßigen Konturen“, geht Jockl-Mokricky ins Detail.
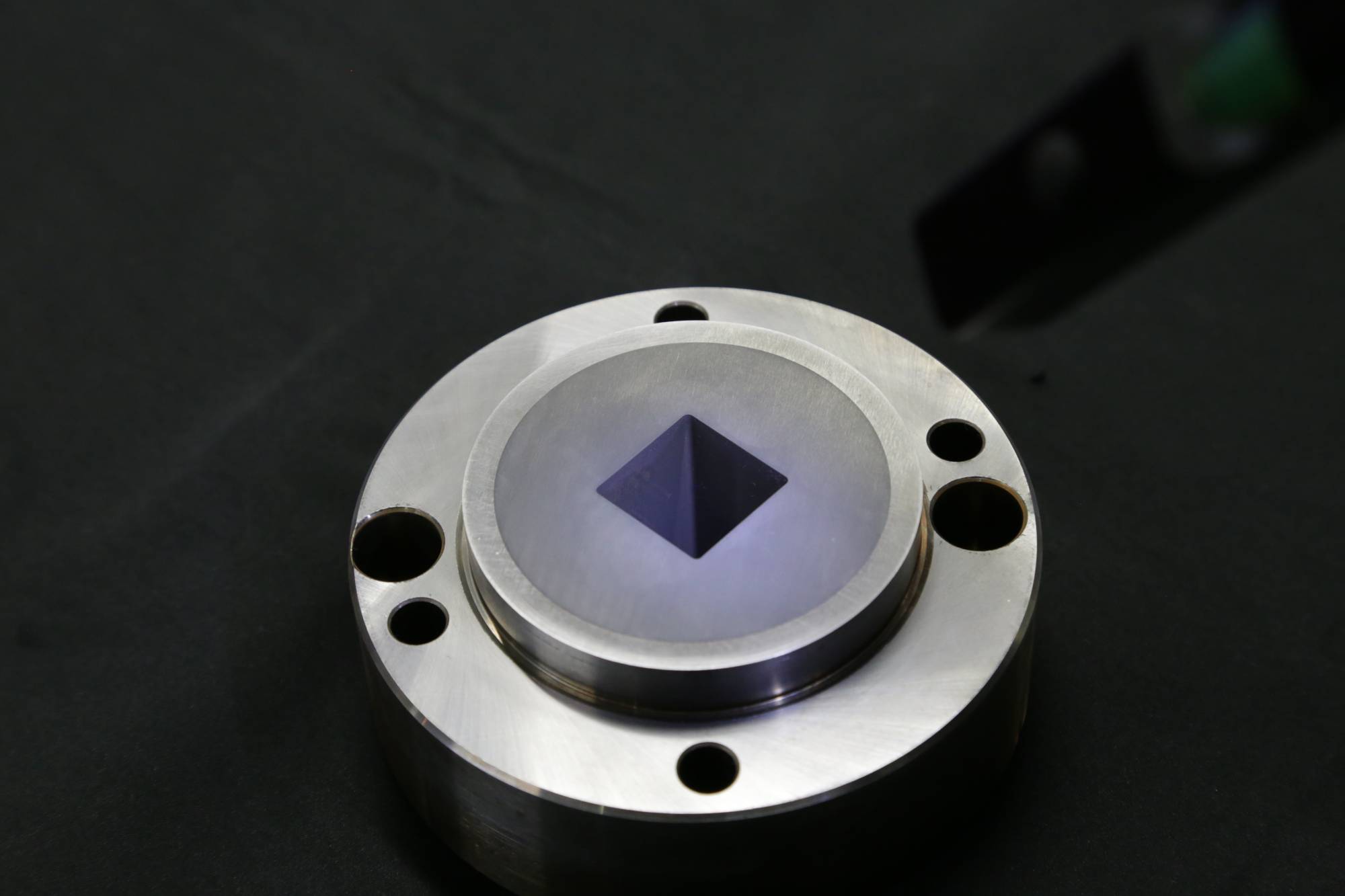
Werkzeugmatrizen aus Hartmetall (links Wolframcarbid, rechts Wolframkupfer) bilden zusammen mit einem Ober- und einem Unterstempel ein komplettes Presswerkzeug für die Erstellung von Hartmetallwerkzeugen.

Bei diesem Abnahmebauteil mussten bei einer Bauteilhöhe von 90 mm eine Maßgenauigkeit im Bereich von +/- 2 µm bei gesamt 36 Messpunkten in Verbindung mit einer Rauigkeit von Ra < 0,1 eingehalten werden.
Nachbearbeitungsaufwand drastisch reduziert
„Für uns war entscheidend, dass wir beim Drahtschneiden höchste Präzision und Oberflächengenauigkeiten erreichen. Die Stempel und Matrizen mussten zuvor aufwendig nachbearbeitet und die Gleitflächen über einen mehrstufigen Prozess poliert werden. Durch unsere neue Sodick SLC400G konnten wir die Nachbearbeitung auf einen einzigen Arbeitsschritt reduzieren. Die Flächen müssen nur noch in einem letzten Polierschritt aufgeglänzt werden. Neben einer signifikanten Zeitersparnis erreichen wir dadurch eine wesentlich bessere Prozesssicherheit, weil jeder Nachbehandlungsschritt natürlich eine Fehlerquelle darstellt, die wir mit damit vermeiden“, freut sich Raffer über die erzielten Verbesserungen.
Die neue Maschine wurde im September letzten Jahres in Betrieb genommen und ist seither nahezu im Dauereinsatz. „Durch die verbauten Keramikkomponenten und die hochpräzisen Linearmotoren, auf die Sodick immerhin zehn Jahre Gewährleistung bietet, weist die Maschine auch im Dauereinsatz eine sehr hohe Ganggenauigkeit auf. Das Filtersystem mit drei Filtern, die im laufenden Betrieb getauscht werden können, sorgt stets für perfekte Bedingungen im Dielektrikum. Zusätzlich werden die Dichtungen der Gleitplatte permanent umspült, was sich schlussendlich auf die Präzision und Bearbeitungsstabilität auswirkt. Ein integriertes Anti-Corrosion-System verhindert ein Korrodieren des Werkstückes und ein angeschlossener Drahthäcksler sorgt für eine wirksame Zerkleinerung des verbrauchten Drahtes, der dadurch leichter entsorgt werden kann. Scheinbar Kleinigkeiten, die aber das Arbeiten mit der Maschine enorm vereinfachen“, hebt Jockl-Mokricky noch einige Vorzüge der SLC400G hervor.
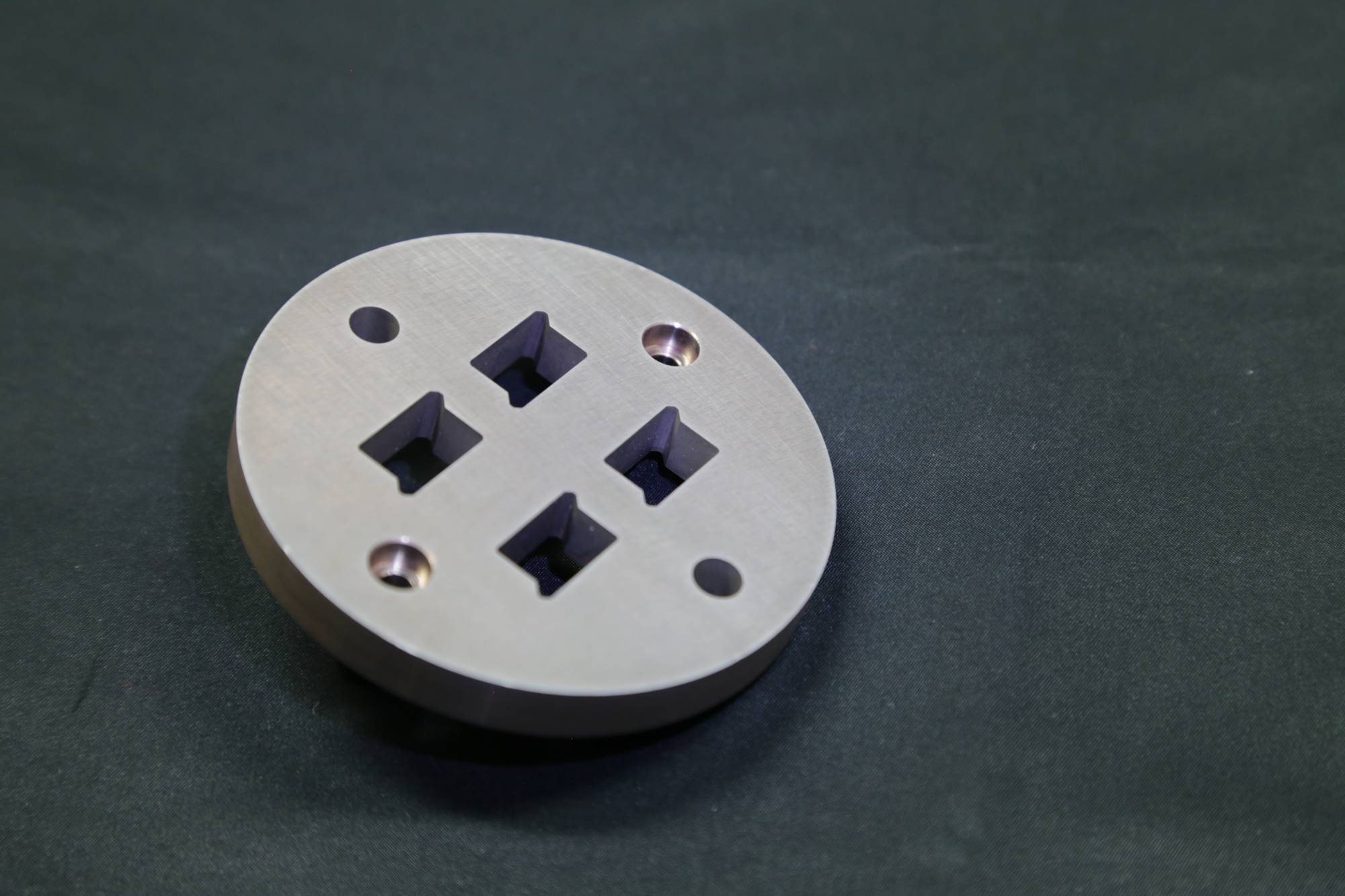
Auch bei Konturen mit kleinen Eckradien ist durch die hohe Genauigkeit der SLC400G kein Umfangerodieren mehr erforderlich.
Hohe Service- und Anwendungskompetenz
Mit der Betreuung durch die Georg Nemeth GmbH ist man bei Boehlerit sichtlich zufrieden. Das niederösterreichische Unternehmen betreut seine Kunden aus der Zentrale in Guntramsdorf mit drei Service- und Anwendungstechnikern, die vor Ort beim Kunden im Einsatz sind. „Der direkte Kontakt zum Servicepersonal ist für uns ein wichtiger Produktivitätsfaktor. Die schnellen Reaktionszeiten und die unbürokratische Unterstützung tragen sehr zu einem reibungslosen Ablauf bei. Wir konnten dadurch nach der Inbetriebnahme sofort produktiv arbeiten“, fasst Raffer abschließend die Zusammenarbeit mit dem neuen Lieferanten zusammen.
Teilen: · · Zur Merkliste