Effizientes Innendrehen
Innenbearbeitungskompetenz von WFL – Teil 2/3: Im zweiten Teil der Thementrilogie „Innenbearbeitungskompetenz von WFL“ wird das Thema Innendrehen näher beleuchtet. Die Komplettbearbeitungszentren der WFL Millturn Technologies GmbH & Co. KG bieten dabei Lösungen, die auch bei extrem tiefen Innendrehvorgängen prozesssicheres Arbeiten ermöglichen. Autor: Georg Schöpf / x-technik

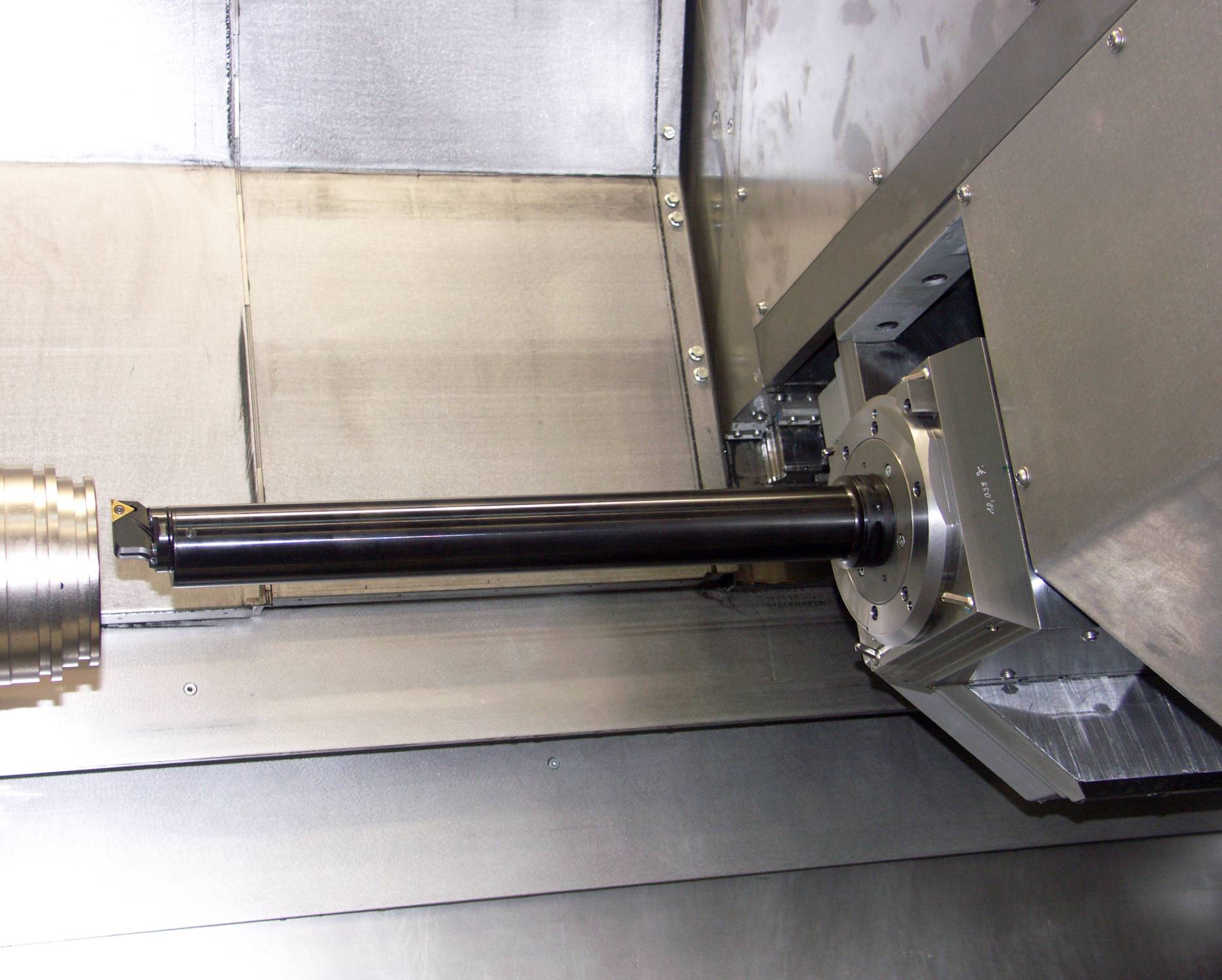
Der separate Bohrstangenschlitten für besonders große und schwere Bohrstangen kann losgelöst vom Standardschlitten arbeiten. Simultane Außen- und Innenbearbeitung sind dadurch problemlos möglich.

Reinhard Koll
Leiter Anwendungstechnik bei WFL
„Mit Hilfe unseres Bohrstangenschlittens erreichen wir bei der Innenbearbeitung bei Schruppvorgängen nahezu die Werte wie bei der Außenbearbeitung. So ist zum Beispiel eine Schnitttiefe von 15 mm bei einem Vorschub von 0,8 mm/rev in Stahl problemlos realisierbar.“
Im ersten Teil der Trilogie wurde intensiv auf die speziellen Anforderungen beim Tieflochbohren eingegangen (Anm.: Ausgabe 4/September 2014). Im Teil 2 wird nun als weiterführende Disziplin das Innendrehen behandelt. Dafür bietet WFL drei Varianten an: Standard-Innendrehprozesse werden mit Innendrehwerkzeugen und Bohrstangen in der Standardwerkzeugaufnahme abgewickelt. Für längere Bohrstangen kommt eine Aufnahme über die WFL Prismenwerkzeugschnittstelle zum Einsatz. Für besonders große und weit auskragende Bohrstangen besteht die Möglichkeit einen separaten Bohrstangenschlitten zu verwenden.
Beim Drehen werden generell die Schnittkräfte auf einen stehenden Werkzeugträger übertragen. Ist dieser als schwenkbare B-Achse ausgeführt, besteht die besondere Herausforderung darin, das Werkzeug in seiner definierten Position zu halten. Das wird entweder durch ein Halten des Werkzeugkopfes über die integrierten Servomotoren, durch mechanisches Klemmen oder eine Kombination aus beidem verwirklicht.
In der Standardwerkzeugschnittstelle können ab der M65 Millturn Werkzeuglängen bis 900 mm eingewechselt werden.

Martin Kaukal
Verkaufsleiter bei WFL
„Konzeptbedingt setzen WFL Millturns hinsichtlich Produktivität und Präzision die Maßstäbe bei der Innenbearbeitung. Die Performance beim Einsatz langer Bohrstangen ist schlichtweg atemberaubend.“
Kompensation erforderlich
Je länger die Werkzeuge aus der Aufnahme auskragen, umso wichtiger ist es, die daraus resultierenden Hebelkräfte zu berücksichtigen bzw. beherschen zu können. Ein Längen-Durchmesser-Verhältnis von bis zu L/D = 16:1 ist dabei realisierbar, erfordert aber gedämpfte Bohrstangen. „Den Schlüssel für eine erfolgreiche Innendreh Operation sehen wir in einer abgestimmten Kombination aus Werkstück, Werkzeug, Spindelauslegung und Klemmsystemen“, erklärt Reinhard Koll, Leiter Anwendungstechnik bei WFL.
Einerseits wird der sichere Halt des Werkzeuges über die Einzugskraft des Werkzeugspannsystems bestimmt, andererseits ist auch die Position in der B-Achse durch geeignete Haltevorrichtungen sicherzustellen. „Bei unseren Maschinen hält der gesamte Antriebsstrang der B-Achse den Schnittkräften entgegen und kann hydraulisch geklemmt und indexiert werden. Auch die Frässpindel selbst kann an den Enden zusätzlich geklemmt werden, die Spindellager werden somit entlastet“, ergänzt Martin Kaukal, Verkaufsleiter bei WFL.
Ab der Modellreihe M80 kann die B-Achse den Schnittkräften mit einem Haltemoment von 15.000 Nm entgegenwirken. Über eine Hirthverzahnung mit einer Schrittweite von 2,5° kann die Achse indexiert, und über eine zusätzliche, hydraulische Klemmung gehalten werden.
Bohrstangen aus dem Werkzeugmagazin
„Bohrstangen, die über die Standardaufnahme gehalten werden, können im Werkzeugmagazin vorgehalten werden. Dieses kann Werkzeuge mit maximal 500 mm Länge, bei den großen Maschinen sogar bis zu 900 mm, aufnehmen“, weiß Kaukal.
Wird ein Verhältnis von L/D = 10:1 überschritten, oder wird das Gesamtwerkzeuggewicht für den Standardwerkzeugwechsler zu hoch, ist bei vielen Maschinen die Belastungsgrenze erreicht. Ebenso, wenn die Performance der Standardaufnahme für den zu bearbeitenden Werkstoff nicht ausreicht.
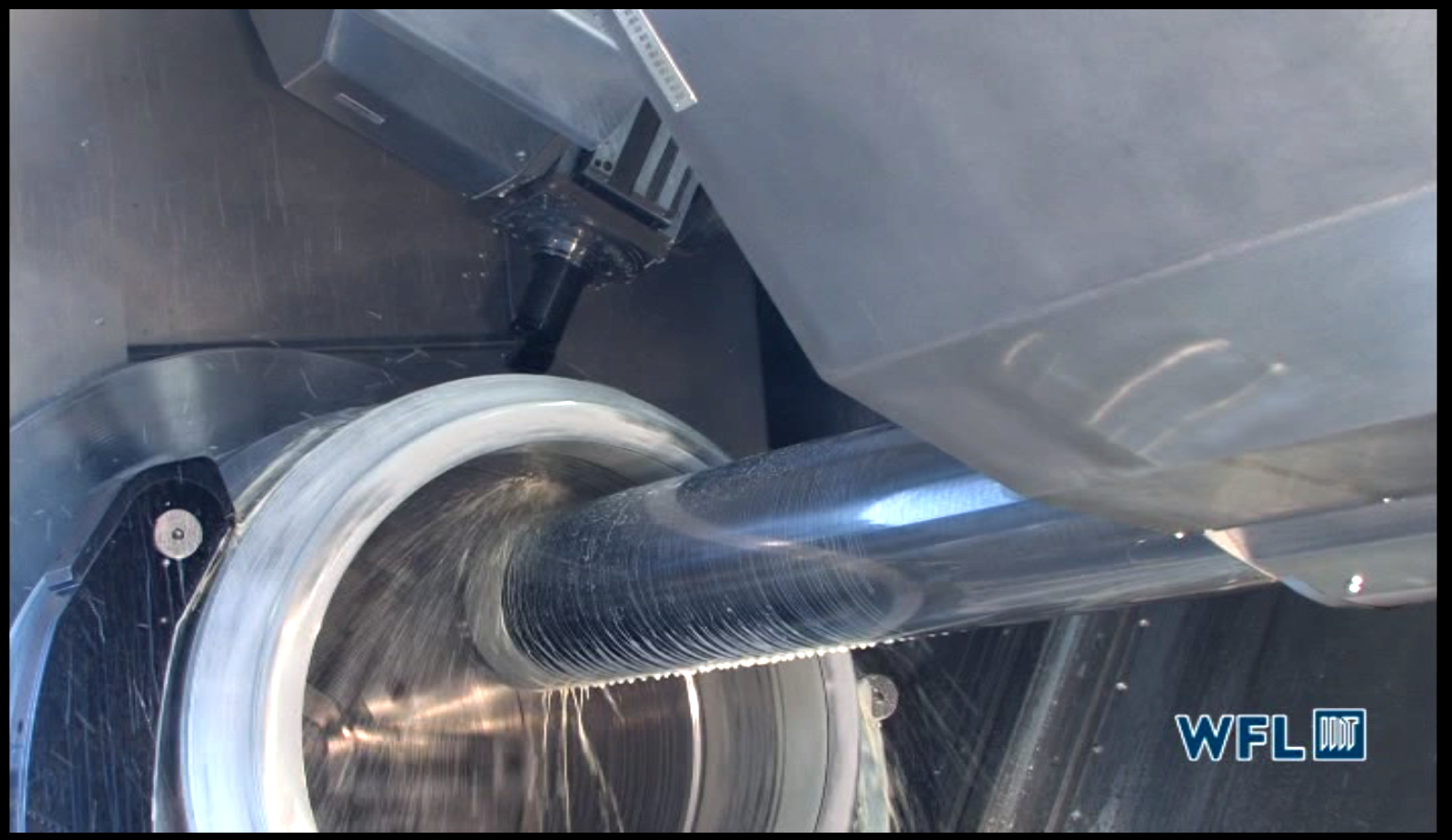
Beim Ausdrehen bieten die verschiedenen Trägersysteme für Standardwerkzeuge und Bohrstangen eine hohe Flexibilität bei der Werkzeugnutzung.
Zusätzliche Stabilität durch Prismenführung
Für diesen Zweck wurde bei WFL die Prismenwerkzeugschnittstelle entwickelt. Es handelt sich dabei um eine zusätzliche Schwalbenschwanzführung, die parallel zur Standardwerkzeugaufnahme angelegt ist. Das Werkzeug wird in dieser Führung mechanisch geklemmt und zusätzlich von der Standardaufnahme gehalten. Die Versorgung mit Kühlschmierstoff erfolgt ebenfalls über die Standardaufnahme. Mit dieser zusätzlichen Aufnahme sind Bohrstangen mit einem Verhältnis von L/D = 14:1 durchaus üblich. Teilweise wurden bereits Werkzeuge mit L/D = 16:1 realisiert.
Praktischerweise können in einem zusätzlichen Pick-up Magazin oberhalb des Spindelkastens drei solcher Werkzeuge Platz finden und automatisch eingewechselt werden. Hierbei beträgt die Maximale Länge 1.700 mm bei einem Gewicht von 200 kg. Durch eine Magazinerweiterung mit entsprechenden Aufnahmen können neben den Standardwerkzeugen bis zu 18 Werkzeuge mit 2.500 mm Länge und 180 kg schwere Werkzeuge im Scheibenmagazin abgelegt werden.

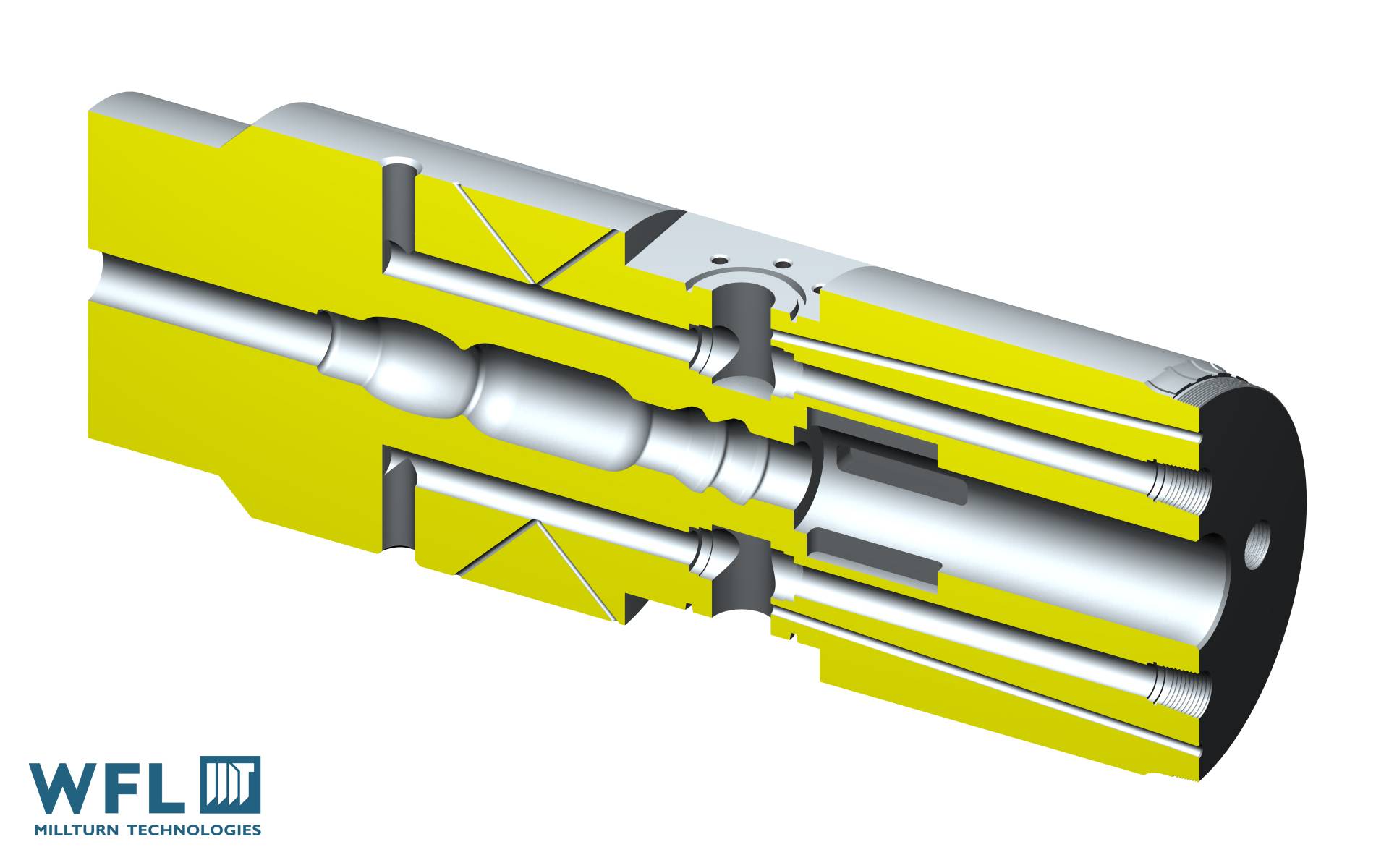
Durch eine zusätzliche Prismenwerkzeugschnittstelle können Bohrstangen mit besonders hoher Belastung für die B-Achse zusätzlich geklemmt werden und entlasten somit die Standardwerkzeugaufnahme.
Systembohrstange als Schnittstelle zu Standardwerkzeugen
Mit der WFL Systembohrstange stellen die Linzer Zerspanungsexperten dem Anwender eine besonders findige Lösung zur Seite. Dieses Werkzeug vereint die Vorteile einer stabilen Bohrstange mit der Möglichkeit, Standardwerkzeuge zu verwenden. Eine 500 mm Bohrstange mit Prismenwerkzeugschnittstelle ist an der Vorderseite mit einer Standard-Werkzeugaufnahme ausgestattet und ermöglicht die automatisierte Bestückung aus dem Werkzeugmagazin.
„Sollte die Prismenlösung immer noch nicht ausreichen, was bei großen Werkstücken durchaus passieren kann, sind wir trotzdem noch nicht am Ende“, so Koll schmunzelnd. „Unser separater Bohrstangenschlitten kann es mit Bohrstangendurchmessern bis zu 300 mm und bis zu 3.000 mm Länge aufnehmen“, erklärt er weiter.

Separater Bohrstangenschlitten für schwere Werkzeuge
Dieser Bohrstangenschlitten kann mit dem Standardwerkzeugschlitten gekoppelt, oder aber völlig autark bewegt werden. Die Bohrstange wird dabei in einer Klemmbüchse geführt und hydraulisch geklemmt. Dadurch sind frei wählbare Auskraglängen programmierbar. Wie bei der Systembohrstange ist es möglich, diese mit Werkzeugen aus dem Magazin automatisiert zu bestücken.
„Da wir den Bohrstangenschlitten unabhängig vom Standard-Werkzeugschlitten verfahren können, ist eine simultane Außen- und Innenbearbeitung möglich“, zeigt Koll die Besonderheit auf. Dadurch kann, beispielsweise bei dünnwandigen Bauteilen, beim Drehvorgang eine Schnittkraftkompensation erreicht werden, der Drehprozess läuft deutlich stabiler, die Werkzeugstandzeit und die Bauteilqualität steigen.

Mit der Systembohrstange können Standardwerkzeuge zusammen mit der Prismenwerkzeugschnittstelle verwendet werden. Das ist beim Auftreten hoher Schnittkräfte, wie bei der Bearbeitung schwer zerspanbarer Werkstoffe, hilfreich.
Wenn nur noch Rückzug möglich ist
Ebenso erwähnenswert ist eine implementierte steuerungsgeführte Rückzugstrategie. Es handelt sich dabei um programmierte Rückzugsroutinen für die Werkzeuge, die aufgrund von Überwachungswerten, oder bedienerseitig ausgelöst, greifen. Das ermöglicht im Falle etwaiger Schnittwertüberschreitungen, Kühlmittelunterversorgung oder anderer prozesskritischer Ereignisse einen Abbruch des Bearbeitungsvorganges und punktgenauen Wiedereinstieg für die Weiterbearbeitung.
Das Kühlschmiermittel kann, bei Verwendung eines UHPC-Systems (Ultra High Pressure Coolant), in allen dargestellten Werkzeugoptionen mit bis zu 350 Bar bis an die Zerspanungsstelle geführt werden. Das ermöglicht eine gleichbleibend hohe Oberflächengüte bei optimaler Spangröße und hoher Zerspanungsleistung.
Mit einheitlichem Trägersystem bis zum Finish
Der modulare Aufbau der Werkzeugträgersysteme erlaubt neben den Drehwerkzeugen auch die Nutzung von Finishwerkzeugen. Die Systembohrstange wie auch die Werkzeugträger für den Bohrstangenschlitten sind, wie bereits erwähnt, mit Standardaufnahmen ausgestattet. Dadurch können auch Reib-, Hohn- oder Rollierwerkzeuge mit HSK, Capto oder Kennametal Schnittstelle verwendet werden.
Im dritten Teil der Trilogie (Anm.: Ausgabe 6/November 2014) wird das Thema Auskammerungen und Sondergeometrien in der Innenbearbeitung näher beleuchtet und ein Ausblick auf zukünftige Entwicklungen bei WFL gegeben.
www.wfl.at
Teilen: · · Zur Merkliste