anwenderreportage
Mit einer M50 Millturn von WFL feiert Waldrich Coburg den Einzug der Komplettbearbeitung
Bereits seit über 100 Jahren beschäftigt sich Waldrich Coburg mit der Herstellung von großen, leistungsstarken Portalbearbeitungszentren und Portalschleifmaschinen, die in verschiedenen Branchen eingesetzt werden können. Um langwierige Bearbeitungsprozesse zu verkürzen und Drehen, Fräsen, Bohren und Verzahnen in einer Maschine zu vereinen, zog vor einigen Monaten die M50 Millturn von WFL in der Produktion des Unternehmens ein.
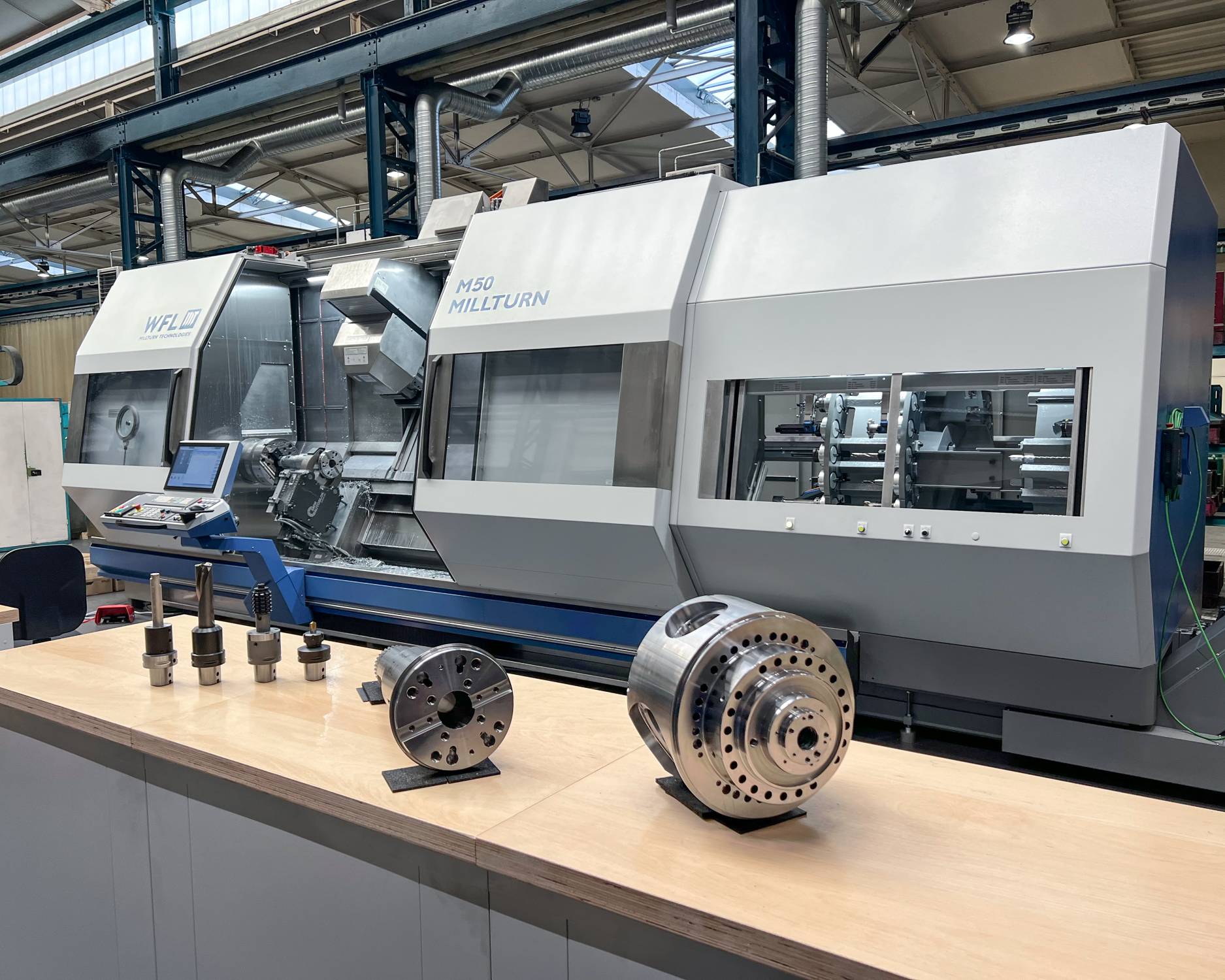
Die M50 Millturn ist mit einem Hauptantrieb von 35 kW und 420 Nm ausgestattet. Die maximale Drehzahl beläuft sich auf 6.000 min-1. Drehen, Fräsen, Bohren, Verzahnen, Tiefbohren sowie Innenbearbeiten ist in allen Winkellagen möglich. Durch die Interpolation von bis zu fünf Achsen kann praktisch jede geometrische Kontur bearbeitet werden.
Shortcut
Aufgabenstellung: Drehen, Fräsen, Bohren und Verzahnen in einer Maschine vereinen.
Lösung: Dreh-Bohr-Fräszentrum M50 Millturn von WFL.
Nutzen: Durchlaufzeiten um ein Drittel reduziert.
Wenn Waldrich Coburg von groß spricht, dann meint es richtig groß. Denn die Durchgangsbreiten der Maschinen belaufen sich auf 14 m und die Durchgangshöhen auf maximal 12 m. Des Weiteren werden Werkstücke mit Gewichten von bis zu 400 Tonnen bearbeitet und die Performance mit bis zu 300 kW kann sich sehen lassen. Maschinen von Waldrich Coburg finden Anwendung in den verschiedensten Industriezweigen, darunter in der Automobilindustrie, der Luft- und Raumfahrt, der Energiewirtschaft und der allgemeinen Fertigung. Dienstleistungen, angefangen vom Service, über Anwendungstechnik, der Produktionsberatung und der Lohnfertigung runden das Portfolio des Unternehmens ab. Um das Thema der Anwendungen noch zu verfeinern, können Beispiele wie große Schiffsdieselmotoren oder Antriebsschrauben für Schiffsmotoren ergänzt werden. In der Luft- und Raumfahrt werden Fahrgestellkomponenten produziert und im Werkzeug- und Formenbau verschiedene Pressformen. Im Fahrzeugbau wurden auch bereits einige Maschinen im Bereich Schienenbau und Güterzüge abgesetzt.
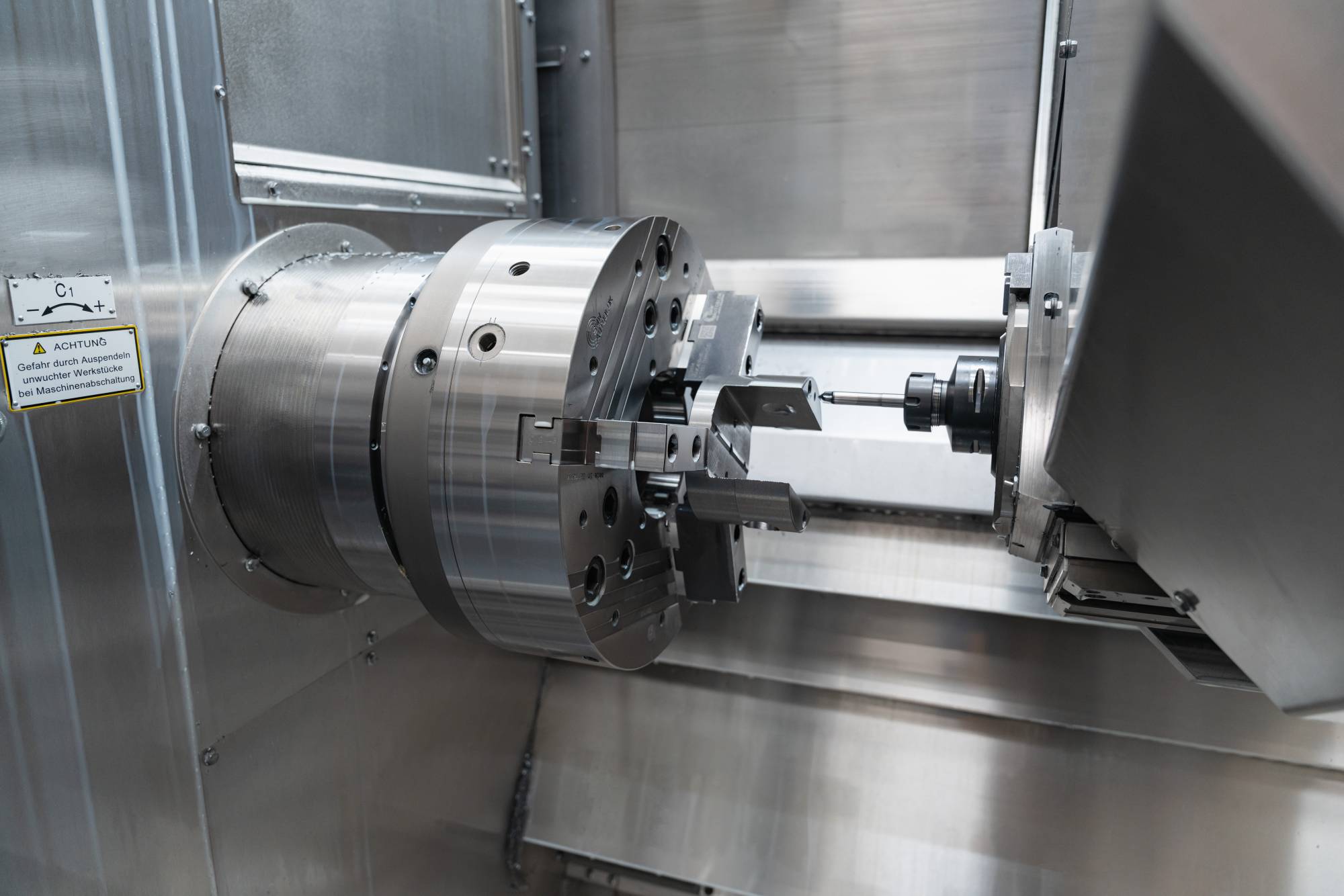
Auf der neuen WFL werden Antriebskomponenten für Zusatzaggregate produziert. Weitere Werkstücke sind Zahnräder, Frässpindeln oder Schwenkeinheiten. Auf dem Bild ist die Zerspanung eines Gehäuses zu sehen, bei dem vorwiegend die Technologien Drehen und Fräsen zum Einsatz kommen.

Helmut Wall
Leiter der Fertigung bei Waldrich Coburg
„Die Komplettbearbeitung ist für uns der Schlüssel, um die Ansprüche der modernen Metallbearbeitung – sowohl die hohe Variantenzahl und die kurzen Lieferzeiten, als auch die besonderen Qualitätsanforderungen unserer Kunden – zu meistern. Dort lag der Schwerpunkt bei der Kaufentscheidung.“
Kürzere Durchlaufzeiten
Prinzipiell arbeitet Waldrich Coburg auf Projektgeschäftsebene. Im Schnitt werden ca. 20 bis 30 Projekte jährlich umgesetzt, welche vor allem nach Europa geliefert werden. Beispielsweise sind die Benelux-Länder, aber auch Italien und Frankreich sehr starke Märkte für das Unternehmen. Branchentechnisch boomt der Luft- und Raumfahrtsektor und die Märkte USA und China sind wieder am Steigen. Die Projekte sind sehr arbeits- und zeitintensiv. Ein komplettes Projekt kann vom ersten Kundenkontakt oder der Projektierung bis zur Übergabe und Abnahme der Maschine bis zu 24 Monate dauern.
Vor einigen Monaten zog die M50 Millturn mit 3.000 mm Spitzenweite in der Produktion bei Waldrich Coburg ein. Dadurch werden ab sofort Antriebskomponenten für Zusatzaggregate produziert. Des Weiteren sind Zahnräder, Frässpindeln oder Schwenkeinheiten weitere Komponenten, die auf dem neuen Dreh-Bohr-Fräszentrum zerspant werden. Das sind aktuell die drei verschiedenen Produktgruppen, die in verschiedenen Varianten auf den Maschinen produziert werden. Die verschiedenen Futter- und Wellenteile betragen größentechnisch bis 670 mm Durchmesser sowie eine Länge bis maximal 3.000 mm. Die Losgrößen bewegen sich bei zwei bis vier Stück. Die Millturn ist mit diesem Teilespektrum aktuell schon sehr gut ausgelastet. „Konkret wurde beim Kauf darauf geachtet, eine leistungsstarke Maschine gepaart mit innovativen Lösungen zu finden, so dass wir einen einwandfreien Bearbeitungsprozess abbilden können. Das war uns für die Entscheidungsfindung am wichtigsten“, so Helmut Wall, Leiter der Fertigung bei Waldrich Coburg. „Vor der Komplettbearbeitung mit der WFL haben wir immer auf einzelnen Maschinen bearbeitet, haben dort einen Arbeitsprozess oder einen Arbeitsabschnitt gemacht und sind dann auf die nächste Maschine gewechselt. Der Bearbeitungsprozess gestaltete sich dadurch sehr langwierig. Die Durchlaufzeiten waren wesentlich länger als das nun der Fall ist“, erklärt Wall.

Für umfangreiche Bearbeitungsmöglichkeiten ist eine Vielzahl an Werkzeugen erforderlich. Diese Maschinenausführung beinhaltet ein funktionssicheres 107-fach-Scheibenmagazin. Werkzeugabmessungen bis 500 mm Länge und 160 mm Durchmesser kommen hierbei zum Einsatz.
Schlüssel für moderne Metallbearbeitung
Momentan kombiniert man bei Waldrich Coburg die aufgelöste Fertigung mit der Komplettbearbeitung, da der Durchlauf bei manchen Bauteilen aufgrund der guten Auslastung beibehalten werden muss. Die Durchlaufzeiten konnten mit der neuen M50 Millturn um ein Drittel reduziert werden, was sich sehr positiv auswirkt – man wird schneller, effizienter und spart obendrein Kosten ein. Die Maschine ist generell zu mehr Leistung im Stande. Aktuell befindet man sich bei Waldrich Coburg noch am Beginn der Lernkurve, was sich jedoch in naher Zukunft ändern soll. Vor der Entscheidung für die Millturn von WFL wurde ein detaillierter Anforderungskatalog erstellt. So wurde nach den technologischen Möglichkeiten recherchiert, die so eine Maschine bietet. Das war einer der wichtigsten Aspekte für das Unternehmen Waldrich Coburg.
Die Maschine sollte das Drehen, Fräsen, Bohren und Verzahnen in einer Maschine vereinen. Die Technik und Innovationskraft der Maschine überzeugten. Aufgrund der Bauteildimensionen, die zur Bearbeitung anstanden, war sofort klar, dass eine M50 Millturn mit 3.000 mm Spitzenweite benötigt wird. „Die Komplettbearbeitung ist für uns der Schlüssel, um die Ansprüche der modernen Metallbearbeitung – sowohl die hohe Variantenzahl und die kurzen Lieferzeiten, als auch die besonderen Qualitätsanforderungen unserer Kunden – zu meistern. Dort lag der Schwerpunkt bei der Kaufentscheidung. Wichtig war uns auch, dass die Maschine prozesssicher läuft. So haben wir uns dafür entschieden, die Prozessüberwachungsfunktion iControl zu nutzen. Ein großartiges Zusatzfeature, dass den Prozess zusätzlich absichert und uns obendrein bei Simulationen flexibler werden lässt“, erläutert Wall.
Aktuell wird eine Vielzahl an Bauteilen auf der Millturn gefertigt. Diese werden nach der Bearbeitung noch nachbehandelt und gehen teilweise zum Wärmebehandeln, Gasnitrieren, Härten und zuletzt zum Präzisionsschleifen. Die Programmierung der Werkstücke erfolgt bei Waldrich Coburg ausschließlich inhouse. In der Arbeitsvorbereitung programmiert man dabei sowohl mit Siemens NX als auch teilweise an den Maschinen selbst. Zukünftig soll alles in der Arbeitsvorbereitung programmiert werden, um die Maschine für die reine Produktion freizuhalten. Die Komplettbearbeitung und somit auch WFL ist für Waldrich Coburg noch Neuland, aber man konnte sich äußerst schnell in die Zerspanungsmaterie mit den unterschiedlichen Technologien Drehen, Bohren, Fräsen und Verzahnen einfinden. Mehrere Maschinenbediener und Programmierer arbeiten aktuell im Schichtbetrieb an der WFL.
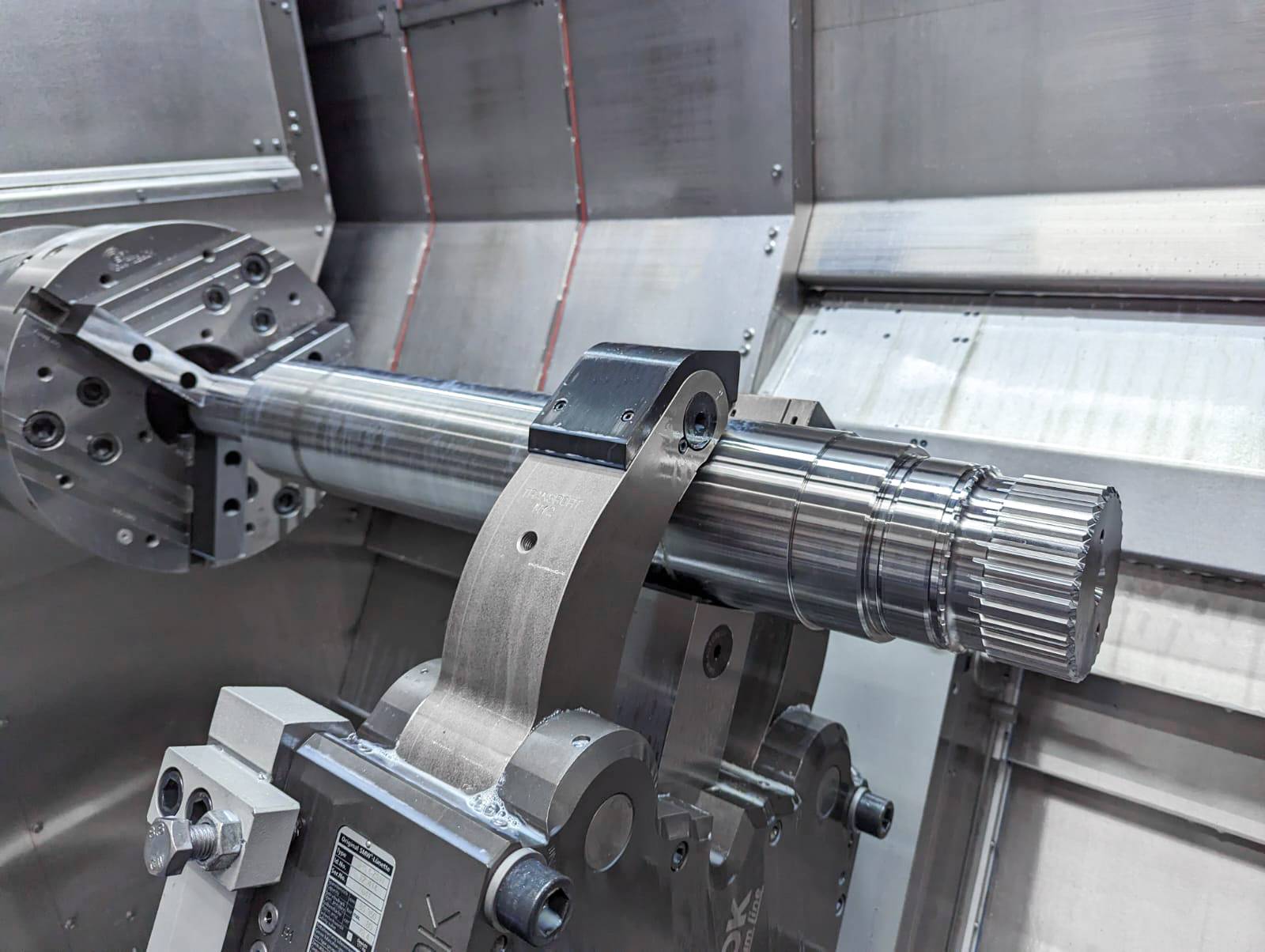
Am Werkstück Antriebswelle wird mit dem WFL-Zyklus zum Außenverzahnen, Flanx-Hob, Abwälzfräsen angewendet.

Das Projektteam rund um die Einführung der M50 Millturn bei Waldrich Coburg (v.l.n.r.): Andreas Lehner, Sales Manager bei WFL, Helmut Wall, Fertigungsleiter bei Waldrich Coburg sowie die Fachkräfte Sebastian Höllein und Julian Frotscher.
Infos zum Anwender
Mit über 520 Mitarbeitern kann Waldrich Coburg auf eine mehr als 100-jährige Erfolgsgeschichte zurückblicken. Das Unternehmen zeichnet sich durch sein Know-how und seine Innovation im Großwerkzeugmaschinenbau aus. Sie haben sich die Fertigung großer sowie hochpräziser Fräs-, Schleif- und Drehmaschinen zur Aufgabe gemacht und produzieren XXL-Maschinen für Kunden aus der ganzen Welt.
Nachhaltig in die Zukunft
In einem rasant entwickelten Marktumfeld sind die Automatisierung, Digitalisierung und Nachhaltigkeit große Themen für die Zukunft des Unternehmens Waldrich Coburg. Mit einem Strategieteam wird an verschiedenen Themen gearbeitet, welche dann in Zukunft umgesetzt werden. Der Nachhaltigkeitsaspekt hat bereits vor längerer Zeit Einzug gehalten. Vor ca. sechs Jahren wurde in ein Blockheizkraftwerk investiert, um sich vom Erdöl zu lösen. Des Weiteren erfolgte auf allen Flachdächern in den Montagen und Fertigungshallen die Installation von Photovoltaik-Paneelen. Wärme und Strom werden so nachhaltig selbst produziert. Auch der CO₂-Abdruck der Maschinen wird unter die Lupe genommen. Waldrich Coburg ist in der Erarbeitung verschiedener Lösungen. So beschäftigt man sich mit Ansätzen zur Verwendung von Abluft oder aber auch mit der Vermeidung von Wärme an den Maschinen.
Teilen: · · Zur Merkliste