WFL M35-G: Komplettbearbeitung intelligent automatisiert
Die Millturns von WFL gelten als besonders wirtschaftlich, wenn es um die Bearbeitung komplexer oder großer Werkstücke für die Energietechnik, die Automobil- oder Luftfahrtindustrie sowie den allgemeinen Maschinenbau geht. Das Linzer Unternehmen hat jetzt anlässlich der Hausausstellung eine neue Roboterzelle zur automatisierten Be- und Entladung der Werkstücke vorgestellt und trägt damit den Anforderungen der Anwender Rechnung. Autor: Ing. Robert Fraunberger / x-technik

Anlässlich des Technologiemeetings in Linz präsentierte WFL die neue Automatisierungszelle am Beispiel einer M35-G Millturn.

Dipl.-Ing. Manuel Ebner
IWE, Geschäftsführer HMS-Mechatronik GmbH
„Die R-2000iB Roboterserie gehört zu den erfolgreichsten Robotertypen weltweit. Die große Bandbreite der verfügbaren Traglasten von 100 bis 250 kg sowie die hohe Leistungsfähigkeit stellen die ideale Lösung für eine Vielzahl von Anwendungen dar.“
WFL Millturn Technologies GmbH & Co. KG aus Linz ist ein führender Anbieter auf dem Gebiet der Komplettbearbeitung mechanischer Komponenten. Als weltweit einziges Unternehmen konzentriert sich WFL jedoch ausschließlich auf die Herstellung multifunktionaler Dreh-Bohr-Fräszentren. Speziell der hochqualitative Maschinenbau und das umfangreiche Applikations-Know-how sowie die zahlreichen Softwarelösungen für Programmierer und Maschinenbediener, wie beispielsweise das patentierte Kollisionsvermeidungssystem CrashGuard, werden international sehr geschätzt. „Mit einer Millturn erhält der Kunde nicht nur eine ausgereifte Präzisionsmaschine, sondern vor allem eine maßgeschneiderte Bearbeitungslösung“, erklärt WFL-Marketingleiter Dieter Schatzl. Eine temperaturstabilisierte Dreh-Bohr-Fräseinheit ermöglicht dank B-Achse sämtliche zerspanende Bearbeitungen und Messoperationen in jedem Winkel zum Werkstück. „Eine Millturn ist somit die Kombination einer Drehmaschine, eines 5-Achsen-Bearbeitungszentrums und einer 3-D-Messmaschine.“

Ing. Manfred Baumgartner
Projektierung und Anwendungstechnik, WFL Millturn Technologies GmbH&Co.KG
„Vor allem bei Klein- und Mittelserien ist unsere neue Automatisierungszelle richtig platziert und bietet dort neben der Möglichkeit der Komplettbearbeitung komplexer Bauteile nun auch höchste Flexibilität und Prozesssicherheit in der Automation.“
Anforderung vom Markt
Neben diesem großen Vorteil – Komplettbearbeitung der Werkstücke in einer Aufspannung – wird seitens der Industrie immer öfter auch automatisches Teilehandling angefragt. Und genau auf diese Anforderung reagierte WFL nun und stellte anlässlich der Hausausstellung 2013 gemeinsam mit HMS-Mechatronik eine universelle Automatisierungszelle vor. „Anhand der M35-G Millturn präsentierten wir unsere neue, vollautomatische Be- und Entladelösung mittels Fanuc-Knickarmroboter“, so Schatzl weiter und er ergänzt: „Mit der M35 Millturn werden Wellen- und Futterteile bis zu einem Drehdurchmesser von 420 mm und einer Länge von 2.000 mm mit einer 165 Nm und 20 kW Fräseinheit µ-genau gefertigt. Der untere Scheibenrevolver, der bis zu 12 angetriebene, radial angeordnete Werkzeuge fassen kann, ermöglicht in der Gegenspindelvariante (-G) eine 6-Seitenbearbeitung in einem Arbeitsgang. Dies ist ab sofort auch vollkommen automatisiert möglich.“
Die neue Automatisierungszelle schließt nicht nur die angesprochenen automatisierte Be- und Entladung verschiedener Werkstücke ein, sondern auch die Vermessung der Teile in der Millturn sowie nachfolgende Bearbeitungsschritte, wie das Entgraten mittels einer externen Entgratspindel. „Unsere Lösung basiert auf einem aktuellen Kundenprojekt. Dabei musste ein Teilespektrum bestehend aus zehn verschiedenen, wiederkehrenden Werkstücken mit einer Laufzeit von jeweils ca. acht bis zehn Minuten nahezu mannlos und ohne großen Umrüstaufwand gefertigt, vermessen und entgratet werden. Es handelt sich dabei um kleine bzw. mittlere Losgrößen“, verrät Ing. Manfred Baumgartner, Projektierung und Anwendungstechnik bei WFL. „Die Zelle Lösung operiert komplett mannlos – der Kunde arbeitet zur Überwachung mit Mehrmaschinenbedienung.“

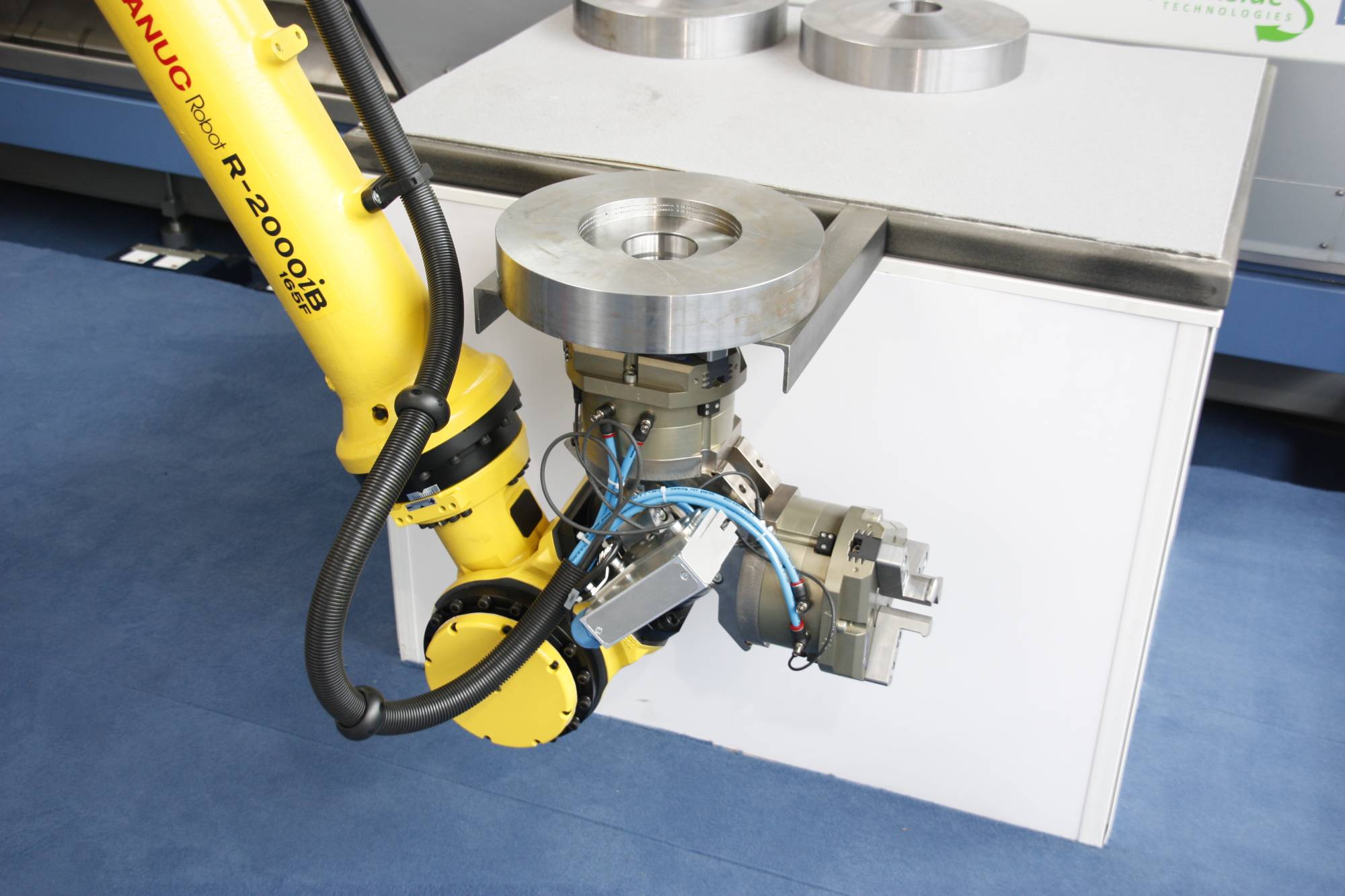
Mit einem pneumatischen 3-Finger-Zentrischgreifer nimmt der Roboter das Werkstück auf und legt es nach der Bearbeitung wieder ab. Gut zu sehen ist auch die integrierte iRVision von FANUC, die die Lage und Position der Werkstücke erfasst.
HMS als Automatisierungspartner
Von Anfang an schwebte WFL eine Automatisierungslösung mit einem Roboter vor und suchte für das Projekt daher einen entsprechenden Automatisierungspartner, der sowohl Roboter, intelligente Greiftechnik, eine intelligente Vision-Lösung (Anm.: zur Erkennung der unterschiedlichen Bauteile) sowie das nötige Prozesswissen mit sich bringt. All diese Anforderungen erfüllte HMS-Mechatronik, aus dem oberösterreichischen Aurach am Hongar.
Als Systempartner von FANUC Robotics, einem der weltweit größten Roboterhersteller, beschäftigt sich HMS seit mehr als 12 Jahren intensiv mit den Technologien in und um die Mechatronik. „Automatisierungstechnik im Allgemeinen und Robotik im Speziellen zählen zu unseren Kernkompetenzen. Alles durchgängig aus einer Hand und von nur einem Ansprechpartner“, fasst Geschäftsführer Dipl.-Ing. Manuel Ebner das HMS-Tätigkeitsprofil zusammen.

Der R-2000iB von FANUC bringt das Werkstück zur Bearbeitung an die Hauptspindel.
Die Lösung im Detail
Im konkreten Fall bietet eine Robotik-Lösung zahlreiche Vorteile gegenüber einer Be- und Entladung mittels Portal. „Zum einen ist die Raumhöhe bei unserer Lösung kein Thema, zum anderen ist die Flexibilität überragend. Externe Bearbeitungsschritte wie Entgraten oder Reinigen sind dadurch problemlos zu realisieren“, weiß Ebner.
Als Roboter wurde von HMS der R-2000iB/165F ¬(Anm.: mit 165 kg Tragkraft) ausgewählt. „Die R-2000iB Roboterserie gehört zu den erfolgreichsten Robotertypen weltweit. Die große Bandbreite der verfügbaren Traglasten von 100 bis 250 kg sowie die hohe Leistungsfähigkeit stellen die ideale Lösung für eine Vielzahl von Anwendungen dar“, begründet Ebner die Entscheidung. Gleichzeitig ist auch die Anbindung einer zweiten Werkzeugmaschine in die Automatisierungszelle kein Problem und auch noch nachträglich realisierbar. „Hier wird falls erforderlich der Roboter auf einer 7. Achse am Boden verfahrbar montiert und somit die Reichweite beliebig erweitert“, ergänzt der Automatisierungsspezialist.

Die Zelle bietet wie auch die Möglichkeit weitere Fertigungsschritte, wie hier das Entgraten, zu integrieren.
Weitere Bearbeitungsschritte integrieren
Die Zelle bietet wie bereits angesprochen auch die Möglichkeit, weitere Fertigungsschritte zu integrieren. Dazu wurde für das Teilehandling ein pneumatischer 3-Finger-Zentrischgreifer PZN-plus von Schunk ausgewählt. Damit dieser auch die Teile richtig aufnimmt, ist am Flansch des Roboters zusätzlich eine Kamera montiert. Diese iRVision von FANUC ist vollständig in die FANUC R-30iB Steuerung integriert, die über Profinet mit der Siemens 840D-Steuerung der M35-G Millturn kommuniziert. „Lage und Position von Werkstücken werden ausschließlich vom 2D-Bildverarbeitungssystem erfasst und direkt in der Robotersteuerung zur Information für das Greifen umgewandelt. Somit erkennt die Automatisierungszelle selbständig welches Teil als nächstes zu bearbeiten ist“, erklärt Ebner. Der Roboter übergibt die Teile auch gleich an eine intelligente Entgratspindel FDB 660, ebenfalls von Schunk, die den Anpressdruck selbstständig konstant hält.
Auch die automatische Vermessung der Teile innerhalb der Werkzeugmaschine ist ein wichtiger Punkt. Neben der Qualitätskontrolle kann man, so Ebner, „dadurch beispielsweise die Daten von veränderten Innendurchmessern direkt an den Roboter weitergeben, der dann den Entgratvorgang selbstständig korrigiert.“
Je nach den Produktionsbedingungen lässt sich die Zelle wahlweise manuell oder auf unterschiedliche Arten automatisiert beschicken. So kann die Ausstattung und damit die Investition an die wirtschaftlichen Bedürfnisse zum Produktionsstart angepasst werden und trotzdem ist mit steigenden Stückzahlen eine nachträgliche Aufrüstung offen.
Auch Einzelteile handeln
WFL hat auch bereits konkrete Anfragen, die Zelle bis zur M80 Millturn anzubieten. Das mögliche Werkstückgewicht reicht dann bis 700 kg. „Sogar aus der Flugzeugindustrie kommen bei sehr empfindlichen Einzelteilen die Anfragen, unsere Millturns mit einem Beladeroboter zu versehen, damit beim Be- bzw. entladen der kostspielige Flugzeugbauteil keinen Schaden nimmt“, so Ing. Manfred Baumgartner und er ergänzt abschließend. „Die Regel ist das aber nicht. Vor allem bei Klein- und Mittelserien ist unsere neue Automatisierungszelle richtig platziert und bietet dort neben der Möglichkeit der Komplettbearbeitung komplexer Bauteile nun auch höchste Flexibilität und Prozesssicherheit in der Automation.“
Teilen: · · Zur Merkliste